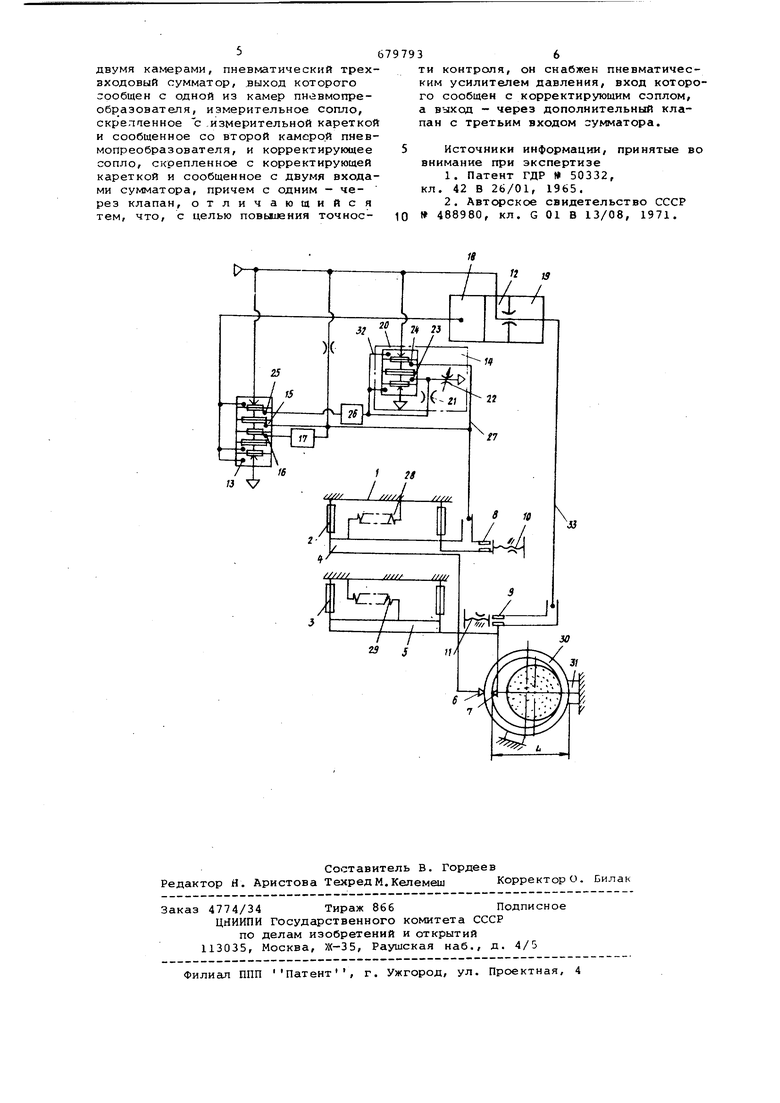
(54) ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ДИАМЕТРА ОТВЕРСТИЯ ПРИ БЕСЦЕНТРОВОМ иШИФОВАНИИ ции температурных погрешностей и погрешностей из-за рассеивания наружного диаметра контролируемого изделия. Цель изобретения - повышение точ ности измерения. Эта цель достигается тем, что при бор снабжен пневматическим усилителем давления, вход которого сообщен с корректирующим соплом, а выход - через дополнительный клапан с третьим входом сумматора. Такое выполнение прибора позволя ет полностью исключить погрешность измерения, обусловленную температур ными деформациями обрабатываемого кольца. На чертеже изображен предлагаемый прибор. На корпус 1 при помощи плсс копру жинных параллелограммов 2 и 3 .подвешены корректирующая каретка 4 и измерительная каретка 5, несущие соответственно измерительные наконечники 6 и 7, корректирующее сопло 8 и измерительное сопло 9. Против с пел размещены регулируемые заслонки 10 и 11. В качестве самостоятельных функциональных узлов в состав прибо ра входят дифференциальный сильфонный преобразователь 12, пятимембран ный пневматический сумматор 13 и пневматический усилитель 14 давлени Камера 15 сумматора 13 сообщена с корректирующим соплом 8 непосредственно, а камера 16 сообщена с этим соплом через клапан 17. Пневмопреобразователь 12 содержит две камеры 18 и 19. Камера 18 сообщена с выходом сумматора 13, а камера 19 - с измерительным соплом 9. Усилитель 14 давления состоит из двухвходового усилителя 20, охваченного отрицательной обратной связью через сопротивление 21 с проводимостью ciи переменного сопротивления 22 с проводимостью ft , соединяющего кам ру 23 усилителя с атмосферой. Камера 24 усилителя сообщена с корректирующим соплом 8, а выход усилителя сообщен с камерой 25 сумматора 13 через клапан 26, Давление на выходе усилите ля 14 связано с входным давлением Р и давлением в корректирующей ветви 27 выражением Х-) . Измерительное усилие на наконечниках 6 и 7 создается пружинами 28 и 29. Контроль диаметра обрабатывае мого отверстия кольца 30, базирующе гося по наружному диаметру на жестких опорах 31, осуществляется косве HbDvi методом: путем измерения рассто ния от измерительного наконечника 7 до базовой поверхности жесткой опор 31 посредством сопла 9. С целью полной компенсации температурной погрешности передаточное отношение корректирующей ветви 27 выбирается в соответствии с зависимостью ф , ви .рн. (ц - передаточное отношение корректирующей ветви; н передаточное отношение измерительной ветви. Для компенсации погрешности, обусловленной расстоянием размера наружного диаметра кольца, сопротивление 22 регулируют так, чтобы козффициент усиления усилителя 14 равнялся ф При этом передаточное отношение ветви 32 получается в два раза меньше передаточного отношения измерительной ветви 33. Перед началом обработки прибор подводится на позицию измерения, при этом клапаны 17 и 26 открыты. В ветви 32 и на выходе сумматора 13 формируется давление, соответствующее фактическому размеру наружного диаметра кольца 30 поступившего на. обработку. При отклонении последнего до настроечного размера настройка преобразователя 12 соответственно смещается. После этого закрываются клапаны 17 и 26, и давления в камерах 16 и 25 запоминаются. При шлифовании отверстия из-за температурной деформации обрабатываемого кольца 30 давление в камере 15 сумматора 13 изменяется, что приводит к дополнительному смещению настройки преобразователя, отражающему температурную деформацию кольца. Отклонение фактического размера наружного диаметра от номинального и температурная деформация обрабатываемого кольца, вызывающие перемещение наконечника 6 в одном и том же направлении, приводит к противоположным по направлению смещениям настройки пневмопреобразователя 12. В процессе шлифования отверстия перемещение измерительного наконечника 7 вызывает изменение давления в камере 19, и по достижении заданной разности давлений в камерах 19 и 18.пневмопреобразователь 12 выдает команду на прекращение обработки. Формула изобретения Пневматический прибор для контроля диаметра отверстия при бесцентровом дшифовании, содержащий измерительную и корректирующую каретки с наконечниками, предназначенными для контактирования соответственно с внутренней обрабатываемой и наружной необрабатываемой поверхностями детапи, дифференциальный пневмопреобразователь с двумя камерами, пневматический трехвходовый сумматор, .выход которого сообщен с одной из камер пневмопреобраэователя, измерительное сопло, скрелаенное с .измерительной кареткой и сообщенное со второй камерой пневмопреобразователя, и корректирующее сопло, скрепленное с корректирующей кареткой и сообщенное с двумя входами сумматора, причем с одним - через клапан, отличающийся тем, что, с целью повышения точнос3ти контроля, он снабжен пневматическим усилителем давления, вход которого сообщен с корректирующим соплом, а выход - через дополнительный клапан с третьим входом сумматора. Источники информации, принятые во внимание при экспертизе 1.Патент ГДР 50332, кл. 42 В 26/01, 1965. 2.Авторское свидетельство СССР 488980, кл. G 01 8 13/08, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактный пневматический прибор для контроля диаметра отверстия | 1973 |
|
SU488980A1 |
| Пневматический прибор для активного контроля линейных размеров | 1973 |
|
SU436730A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ТОНКОСТЕННЫХ КОЛЕЦ В ПРОЦЕССЕ ОБРАБОТКИ | 1973 |
|
SU381886A1 |
| Хонинговальная головка с прибором для контроля диаметров отверстий | 1973 |
|
SU443748A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU361840A1 |
| Способ управления поперечной подачей внутришлифовального станка | 1976 |
|
SU647102A1 |
| Пневматическое устройство для контроля линейных размеров | 1981 |
|
SU1000749A1 |
| Устройство для измерения вязкости жидкостей | 1977 |
|
SU646226A1 |
| КОНТАКТНЫЙ ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ДЕТАЛЕЙ В ПРОЦЕССЕ ОБРАБОТКИ | 1973 |
|
SU377614A1 |
| УСТРОЙСТВО для ПРЕОБРАЗОВАНИЯ СИГНАЛА ХРОМАТОГРАФА | 1969 |
|
SU247607A1 |
