Обычно мыло, получаемое в виде охлажденной мыльной плиты, разрезают на отдельные бруски, а затем на кускк, пропуская мыльную плиту через ряд натянутых проволочных ножей.
Для получения кусков мыла определенного веса объем их должен иметь заранее определенную величину, зависящую от точного расположения проволочных ножей, расстояние между которыми должно быть одинаковым.
Ручная регулировка расположения проволочных ножей очень сложна, требует много времени и не обеспечивает необходимой точности.
Предлагаемое приспособление устраняет эти недостатки и отличается тем, что изменение расстояния между всеми гфополочными ножами достигается поворотом одного многоступенчатого винта с разным шагом резьбы ступеней, в гайках которого закреплены проволочные ножи, причем каждая ступень имеет свой шаг резьбы, отличный от предыдущего и последующего на одну и ту же Величину.
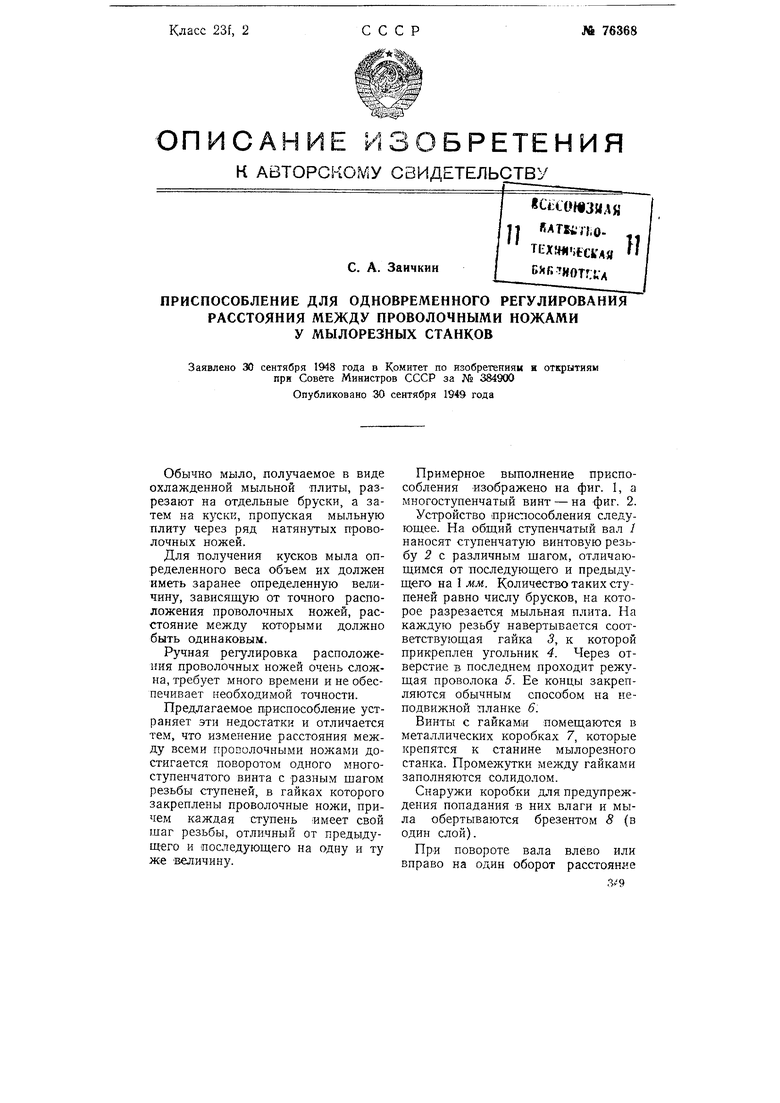
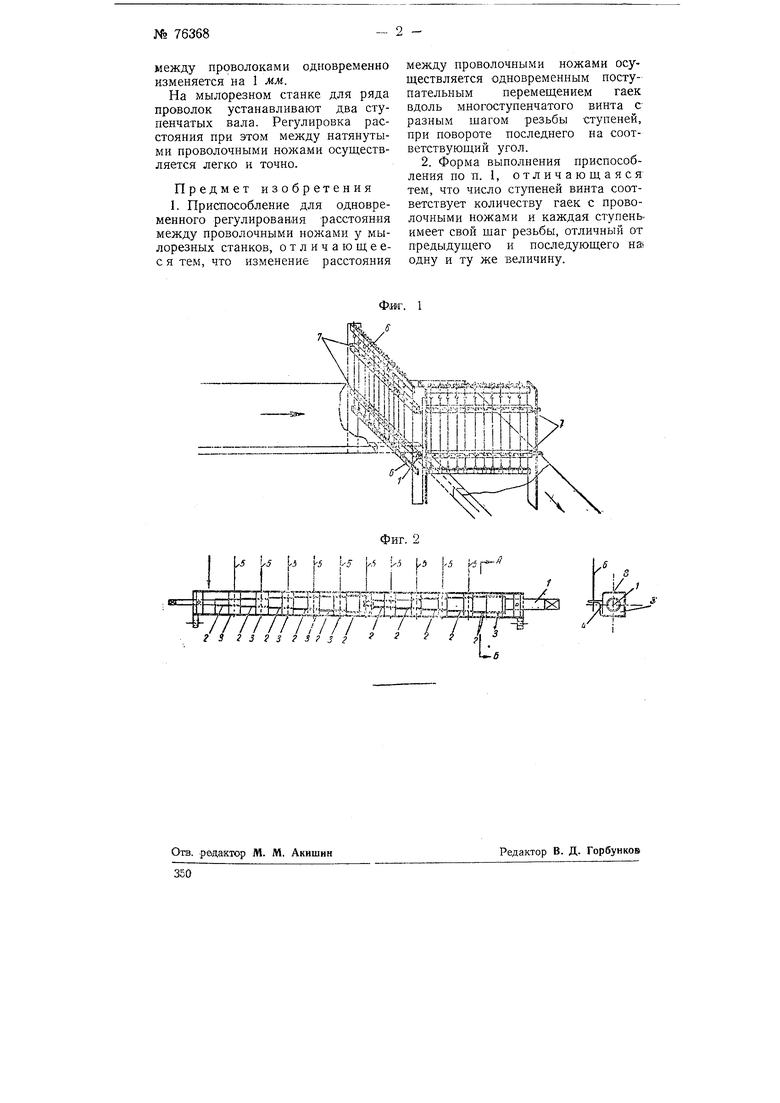
Примерное выполнение приспособления изображено на фиг. 1, а многоступенчатый винт - на фиг. 2.
Устройство приспособления следующее. На общий ступенчатый вал / наносят ступенчатую винтовую резьбу 2 с различным шагом, отличающимся от последующего и предыдущего на 1 мм. Количество таких ступеней равно числу брусков, на которое разрезается мыльная плита. На каждую резьбу навертывается соответствующая гайка 5, к которой прикреплен угольник 4. Через отверстие в последнем проходит режущая проволока 5. Ее концы закрепляются обычным способом на неподвижной планке 6.
Винты с гайкамя помещаются в металлических коробках 7, которые крепятся к станине мылорезного станка. Промежутки между гайками заполняются солидолом.
Снаружи коробки для предупреждения попадания в них влаги и мыла обертываются брезентом 8 (в один слой).
При повороте вала влево или вправо на один оборот расстояние
между проволоками одновременно изменяется на 1 жм,.
На мылорезном станке для ряда проволок устанавливают два ступенчатых вала. Регулировка расстояния при этом между натянутыми проволочными ножами осуществляется легко и точно.
Предмет изобретения 1. Приспособление для одновременного регулирования расстояния между проволочными ножами у мылорезных станков, отличающеес я тем, что изменение расстояния
между проволочными ножами осуществляется одновременным поступательным перемещением гаек вдоль многоступенчатого винта с разным шагом резьбы ступеней, при повороте последнего на соответствующий угол.
2. Форма выполнения приспособления по п. 1, отличающаяся тем, что число ступеней винта соответствует количеству гаек с проволочными ножами и каждая ступень имеет свой щаг резьбы, отличный от предыдущего и последующего на одну и ту же величину.
S U , 5
ло. I
fiTW eDYt- .I inlY™ IT Л .., КЗЛШ - «ЧЯМ,.ЛИЩ.ЯЧ. . M-mt-aJLTT - Ш аТР|ГГИИ|| 11 |
.i,-.---J.Ц-- jИ 4- -Tr-. : ..- -.
ШВ 1Ц 1Щ Э 4ЙЮЛР
С
.,-..--.-i.,.iJ.
-y..,-..-.-.-.... ..
/////////// / / / / I
. ,
v 1/5 k ир
И h
i i i
1