При аргоно-дуговой сварке нержавеющих сталей, если сварка производится вручную, лр.исадочный материал вводится левой рукой сварщика, как и дри кислородноацетиленовой сварке. Правая рука ведет горелку-электрододержатель с укрепленным в «ей вольфрамовым электродом. Вним.аяие сварщи-ка при этом :напр1а1Блено на поддержание короткой дуги.
Необходимость введения присадочного прутка в ванну расплавленного металла левой рукой требует от сварщика определенного напряжения и заставляет вместо- щитка пользоваться маской. При пользовании маской с занятыми руками неудобно зажигать дугу в местах начала шва.
При автоматичеокой аргоно-дуговой сварке ,необх1одимость введения присадочного материала приводит к усложнению автомата добавочными устройствами для установки и перемещения присадочной проволоки.
Предлагаемый способ аргоно-дуговой сварки листов нержавеющей стали ИСключает указанные недостатки и создает ряд преимуществ по сравнению с известными способам и.
Согласно изобретению, оборка листов, подлежащих сварке, производится с перекрытием, величина которого равна примерно толщине листа.
Металл на участке этого перекрытия полностью расплавляют (проплавляют) дугой без применения присадочного металла.
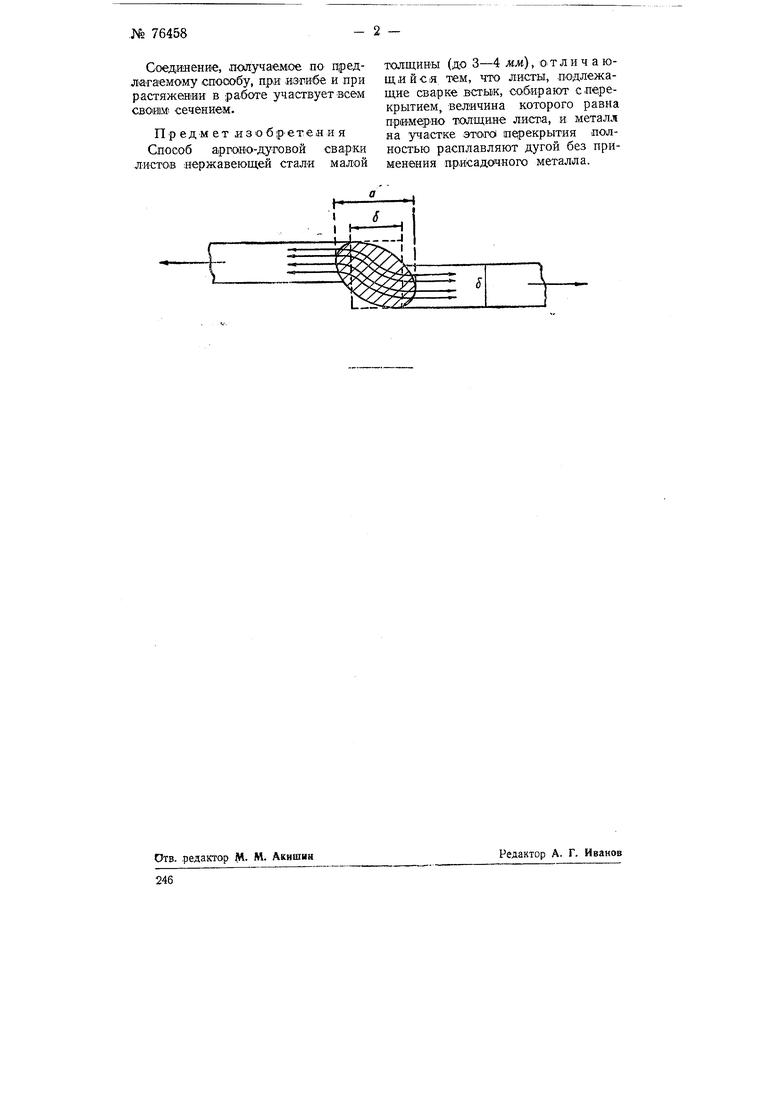
На чертеже схематически изображено соединение листов, осуществляемое по предлагаемому способу.
Сборку листов толщиной до 3-4 мм, подлежащих сварке, производят с перекрытием равным 2-2,5 мм, т. е. величина б перекрытия соизмерима с толщиной соединенных листов и шириной а шва.
Перекрытие крамки прихватывают точеной сваркой с ш-агом 40-50 мм и аатем проплавляют аргоно-дуговой горелкой насквозь, благодаря чему получается шов, соединяющий не только обе кромки: верхнего и нижнего листов, HOi и .проплавляющий П1олностью все перекрытие.
Предлагаемый способ сварки существенно, отличается от известной сварки листов внахлестку, при которой кромка верхнего листа расплавляется угольной дугой и .проваривается с основным металлом на часть толщины нижнего листа, причем ширина перекрытия берется значительно большей толщины соединяемых листов и ширины шва,
245
Соединение, получаемое по П редлагаемому способу, при .Шгибе и при растяжении в работе участвует всем СВОИМ сечением.
Предмет изобретения Способ аргоно-дуговой сварки листав нержавеющей стали малой
толщины (дО 3-4 мм), о.т л и ч а ющийсл тем, что листы, подлежащие сварке встык, собирают с перекрытием, величина которого равна примерно толщине листа, и металл на участке этого перекрытия полностью расплавляют дугой без применения присадочного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ аргонодуговой сварки | 1947 |
|
SU78667A1 |
| Автомат для аргонодуговой сварки | 1948 |
|
SU78165A1 |
| Способ сварки в стык | 1947 |
|
SU87719A1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| Горелка для ручной аргонодуговой сварки | 1948 |
|
SU82763A1 |
| Устройство для аргонодуговой сварки вольфрамовыми электродами сильфонов из нержавеющей стали | 1948 |
|
SU83682A1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU899296A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Способ сварки плавлением стыковых соединений труб | 1988 |
|
SU1586874A1 |
