Изобретение относится к устройствам для автоматического выполнения электросварочных работ по сварке тонких листов нержавеющей стали в газовой среде из смеси газов аргона- и азота. Сварка производится вольфрамовым электродом с применением присадочного метал.ла или без него, на переменном токе с применением осциллятора.
Новым в предложенном автомате для аргонодуговой сварки являются: устройство для автоматического введения в дугу присадочной проволоки, передвижное сидение для сварщика с электромоторным приводом и механизм подачи вольфрамового электрода.
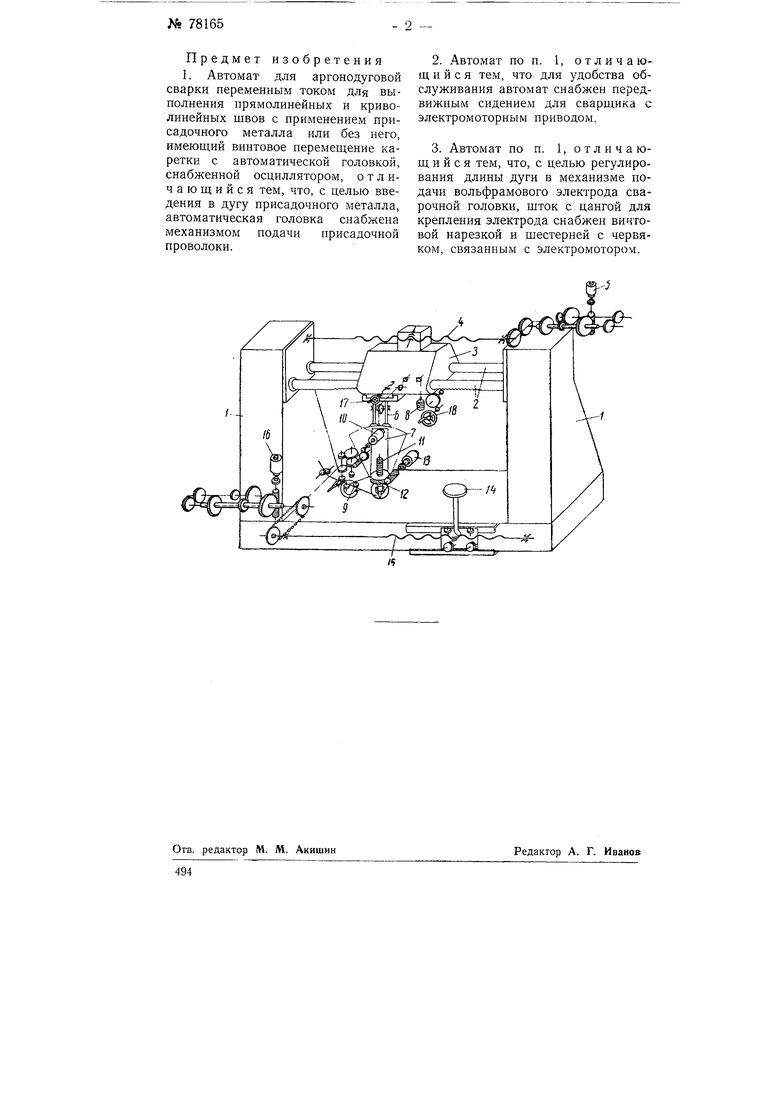
Автомат для аргонодуговой сварки имеет станину 1, на верхних направляющих 2 которой перемещается каретка 3 при помощи ходового винта с гайкой 4 и приводного механизма с регулируемым электродвигателем 5. К каретке 3 на стойках 6 подвешена автоматическая сварочная головка 7 при помощи троса с противовесом 8.
Сварочная головка 7 имеет регулируемый механизм с npiieoaoNi от электродвигателя 10 для подачи
присадочной проволоки. Подача вольфрамового электрода сварочной головки 7 производится при помощи щтока // с винтовой нарезкой, передвигающегося вследствие вращения червячной шестерни 12, приводимой в движение червяком, связанным с регулируемым электродвигателем 13.
Передвижение сидения сварщика 14 осуществляется ходовым винтом с гайкой 15 при помощи приводного механизма с регулируемым электродвигателем 16. Каретка 3 снабжена ручным приводом 17 для поперечного перемещения сварочной головки 7 и ручным приводом 18 для перемещения сварочной головки 7 по направляюи1им 2. Газы - аргон и азот- подводятся к сварочной головке 7 резиновыми шлангами.
Автомат выполняет аргонодуговую сварку прямолинейных и криволинейных швов конструкций из листов нержавеющей стали толщиной до 2,5 мм. Сварка может производиться с присадкой металла для заполнения щва и без присадки.
Наибольшая длина свариваемых соединений 2 м.
Установка рассчитана а прохолсдение тока от 50 до 250 о.
493
Предмет изобретения 1. Автомат для аргонодуговой сварки переменным током для выполнения прямолинейных и криволинейных швов с применением присадочного металла или без него, имеющий винтовое перемещение каретки с автоматической головкой, снабженной осциллятором, отличающийся тем, что, с целью введения в дугу присадочного металла, автоматическая головка снабжена механизмом подачи присадочной проволоки.
2.Автомат по п. 1, отличающийся тем, что для удобства обслуживания автомат снабжен передвижным сидением для сварщика с электромоторным приводом.
3.Автомат по п. 1, отличающий с я тем, что, с целью регулирования длины дуги в механизме подачи вольфрамового электрода сварочной головки, шток с цангой для крепления электрода снабжен винтовой нарезкой и шестерней с червяком, связанным с электромотором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для аргонодуговой сварки | 1948 |
|
SU81399A2 |
| Устройство для аргонодуговой сварки вольфрамовыми электродами сильфонов из нержавеющей стали | 1948 |
|
SU83682A1 |
| Устройство для аргоно-дуговой сварки корневых швов неповоротных стыков труб | 1961 |
|
SU148861A1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Устройство для сварки продольных и кольцевых швов труб и трубных пересечений | 1960 |
|
SU139753A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
