Изобретение относится к сварке, в частности к способу сварки стыковых соединений неплавящимся электродом с предварительно укладываемым присадочным элементом, и может быть использовано в химическом и энергети ческом строит.ельстве и в других отраслях народного хозяйства при сварке ответственных конструкций из ста лей одного структурного класса, различающихся по химическому составу и свариваемости, а также при сварке рафинированных сталей и разнородных материалов.
Целью изобретения является повьппе ние качества сварных соединений и производительности при сварке рафинированных сталей с малым содержанием серы и других активных элементов.
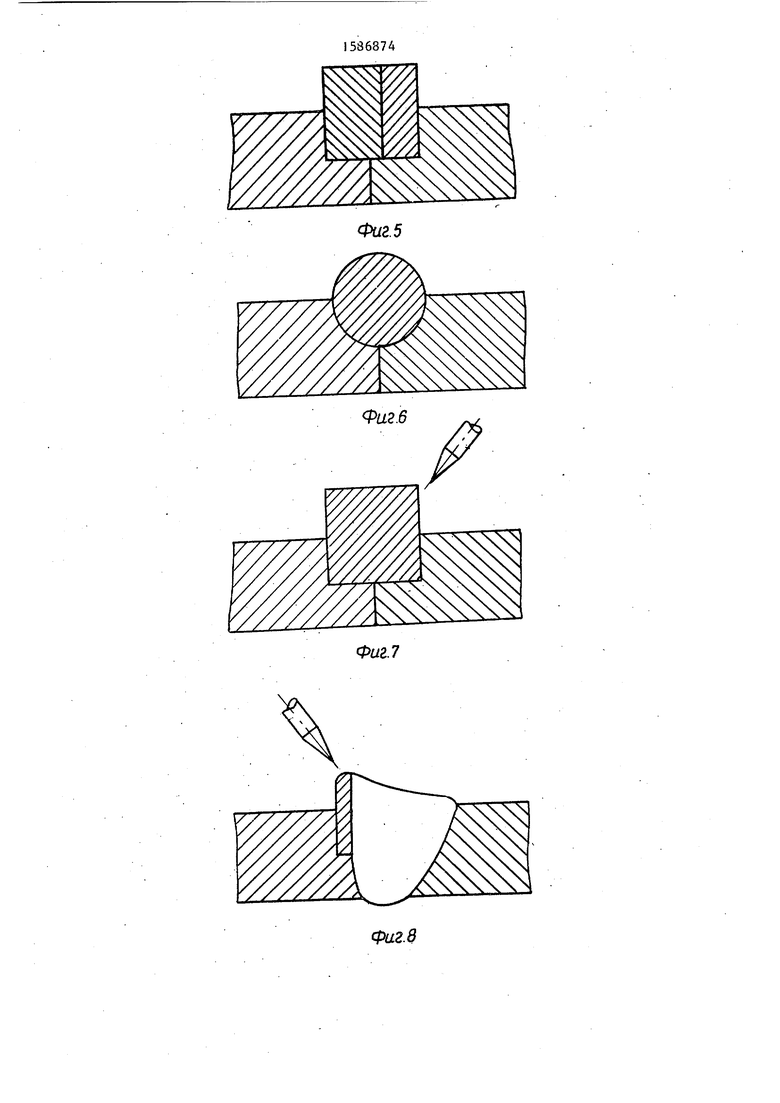
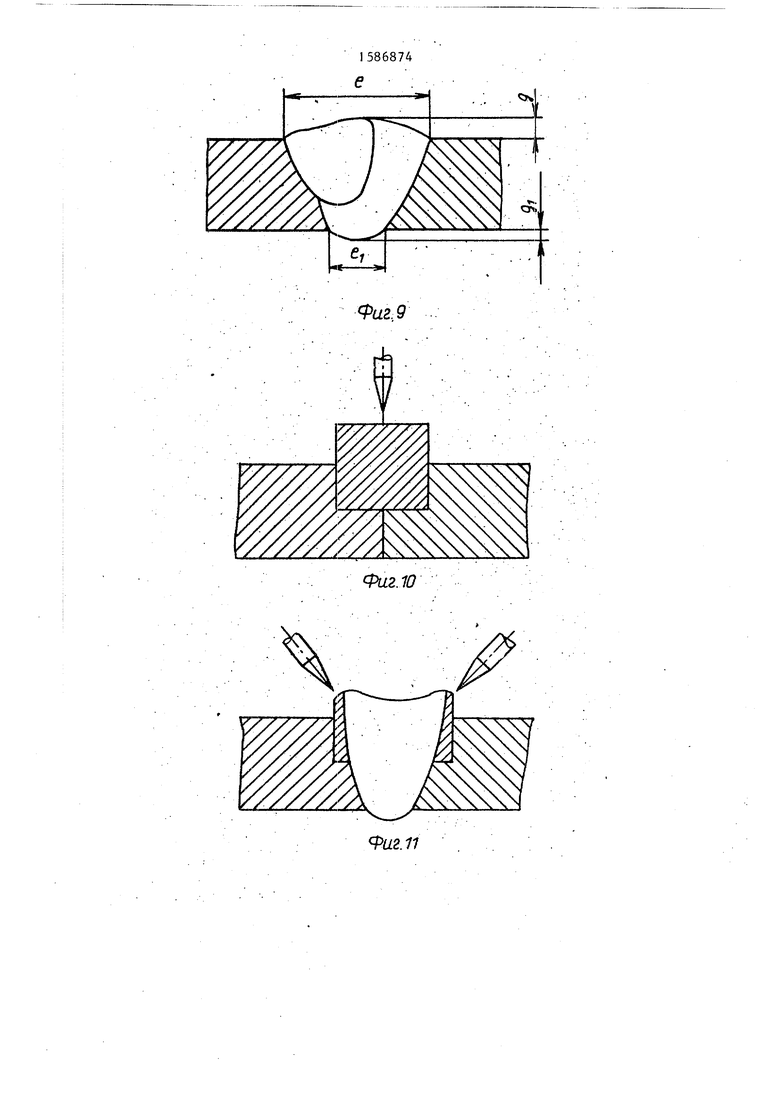
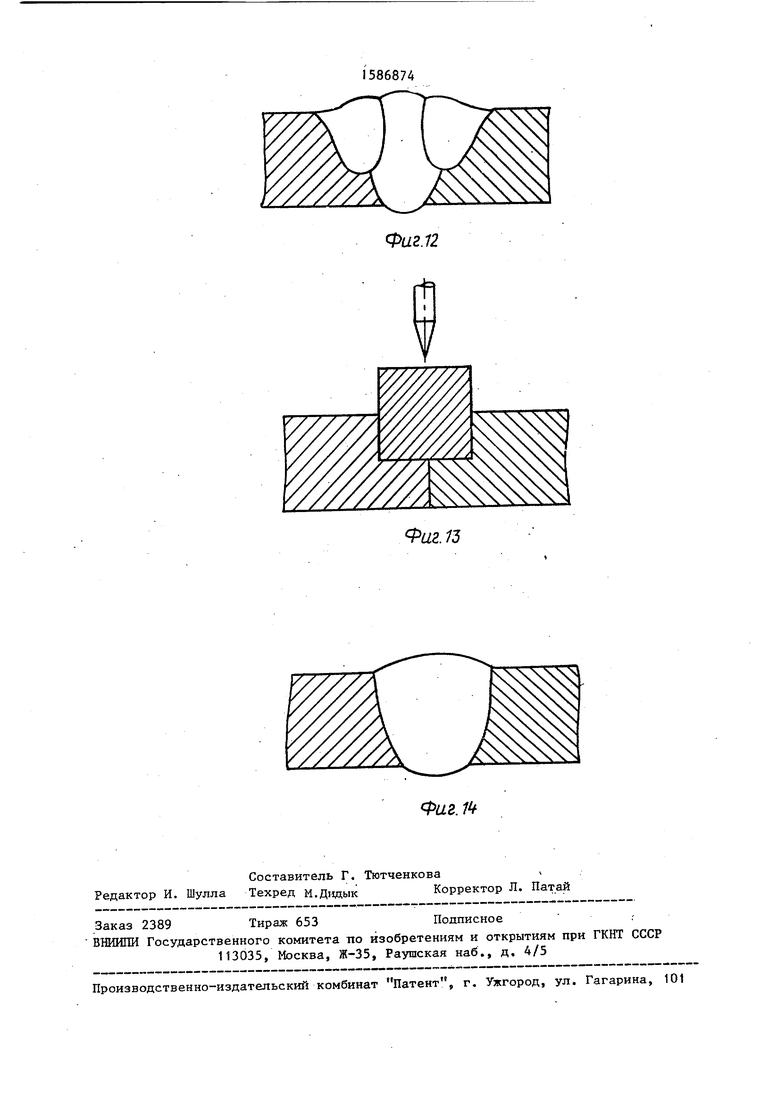
На фиг.1-6 представлены основные типы присадочного элемента соответственно целое прямоугольное кольцоj ТО же скосом одной грани; составное (по высоте заглубления) ; целое коль- цо -с заглублением в одну свариваемую кромку для сварки рафинированной стали с нерафинированной; составное (вдоль оси трубы) кольцо из частей с различным химическим составом для сварки рафинированной стали с нерафинированной; целое круглое кольцо (из проволоки); на фиг. 7-9 - схема сварки с целым кольцом прямоугольного сечения за два прохода; на фиг. 10-12 - схема сварки с целым кольцом прямоугольного сечения за три прохода; на фиг.13 и 14 - схема сварки с целым кольцом прямоугольного сечения за один проход.
Способ осуществляют следующим образом.
В зависимости от толщины и химического состава свариваемого металла по табл.1 выбирают тип присадочного элемента.
Ширину присадочного элемента вк- рут равной О,8...1,0 толщины свариг ваемого металла, величину его за- глубления h в проточку устанавливают по формуле
Sia Si
,5(l- , 5зг
(1)
где О толщина свариваемого метал
ла, мм;
S - содержание серы в основном металле, %;
S - содержание серы в присадоч-ном элементе, %;
-содержание серы в присадоч ЭТ
НОМ элементе, принятое за эталон, %;
К - коэффициент пропорциональности, учитывающий влияние других активных элементов в основном металле и присадочном элементе,
а высоту выступания присадочного эле- меита над кромками устанавливают равной 0,3...О,5 толщины свариваемого материала. Коэффициент пропорциональности К учитывает влияние других активных элементов в основном металле и присадочном элементе, которые следует учитывать только при значительной разнице в их содержании. При небольшой разнице в содержании активных элементов коэффициент К принимается равным 1, в других случаях устанавливается по формуле
v-Fl ,, (Ко|;о1ъ- 5„+К СА1п1 S
L (к,СОЗ„ +з„ ) J stT
где Кр,Кд - коэффициенты эквивалентности действия кислорода и других активных элементов по отношению к содержанию серы, коэффициент эквивалентности, которой принят за 1; сГ| , АJ - содержание кислорода и
других активнн1х элементов в свариваемом металле,%; OJj,Aj - содержание кислорода и , других активных элементов в присадочном элементе, %;
И,. содержание кислорода, серы и других активных элементов, принятое за эталон для Присадочного элемента , или содержание по ГОСТу.
Для применения присадочного элемента других сечен;ий (фиг. 2,4 и 6) или состоящего из составных частей по высоте заглубления (фиг.З), отличных от прямоугольного (фиг.1), принятые размеры корректируют, исходя из условий обеспечения неизменной площади сечения и постоянной доли участия присадочного элемента в образовании сварного шва.
Размеры частей присадочного элемента с различным химическим составом
20
25
выбираются опытным путем с ){четом обеспечения химической однородности металла шва по выбранным элементам, а также получения шва с требуемым химическим составом. . .
Присадочный элемент обычно иэго- тавливают из труб отечественного производства большего типоразмера, обеспечивающего требуемьте размеры присадочного элемента, с большим содержанием серы, чем у свариваемого металла. При равном или меньшем содержании серы-в присадочном элементе заглубления его в основной металл не }5 требуется. Содержание серы в приса- дочном элементе не должно превышать допустимого значения по требованиям ГОСТа (например, для стали 08X18Н1ОТ - , 0,02%). Присадочный элемент может ... быть изготовлен из сварочной проволоки с теми же требованиями по содержанию серы.. . , -Сборка сварного соединения с заглублением предварительно выбранного. присадочного элемента осуществляется по возможности- без боковых и вертикальных зазоров. Зазоры не должны . - превышать 0,3 мм.
Сварка соединения с предварительно уложенным присадочным элементом осуществляется за два прохода.. Во время первого прохода проплавляют . основной металл с частичным расплавлё- нием присадочного элемента путем ус- танЪвки горелки под углом 60-70 к свариваемой поверхности, а при втором проходе расплавляют оставшуюся часть присадочного элемента, распо- лагая горелку над ними или также под углом .60-70 ° (фиг.7-9).
При достаточно большой ширине присадочного, элемента 6 мм сварку осуществляют за три прохода, сначала выполняя сквозное проплавление по цент-. . ру, а затем сварку ведут поочередно . по краям присадочного элемента или одновременно двумя или тремя горелками, расплавляя оставшуюся часть присадочного элемента (фиг.ГО-12). При достаточно малой ширине лрисадочного . элемента (3 мм) сварку ведут за один прох.од, выполняя сквозное проплавление .с одновременным расплавлением всего присадочного элемента (фиг.13
. и 1 4) .
Производят импульсно-дуговую свар- ку с шаговым перемещением неплавя- щегося электрода стыковых соединений
Q
20
25
}5 - .. . . -
-
труб 57X3,5 мм из cfami 08XI810T отечественных поставок и поставок зарубежных фирм (Кобе Стел, Суми- томо, Сандвик), (,25 фирмы Валлоурес, ( мм из стали 10ХСНД (электропшакового переплава), а также .труб отечественного производства с трубами фирм Кобе Стел Q и Сандвик.
Типы и размеры присадочного элемента, применяемого при сварке, приведены в табл.1, в табл.2 - размеры
выполненных швов.
Выбранные размеры присадо.чного элемента обеспечивают размеры свар- ного шва в соответствии с заданньми по технической документации.
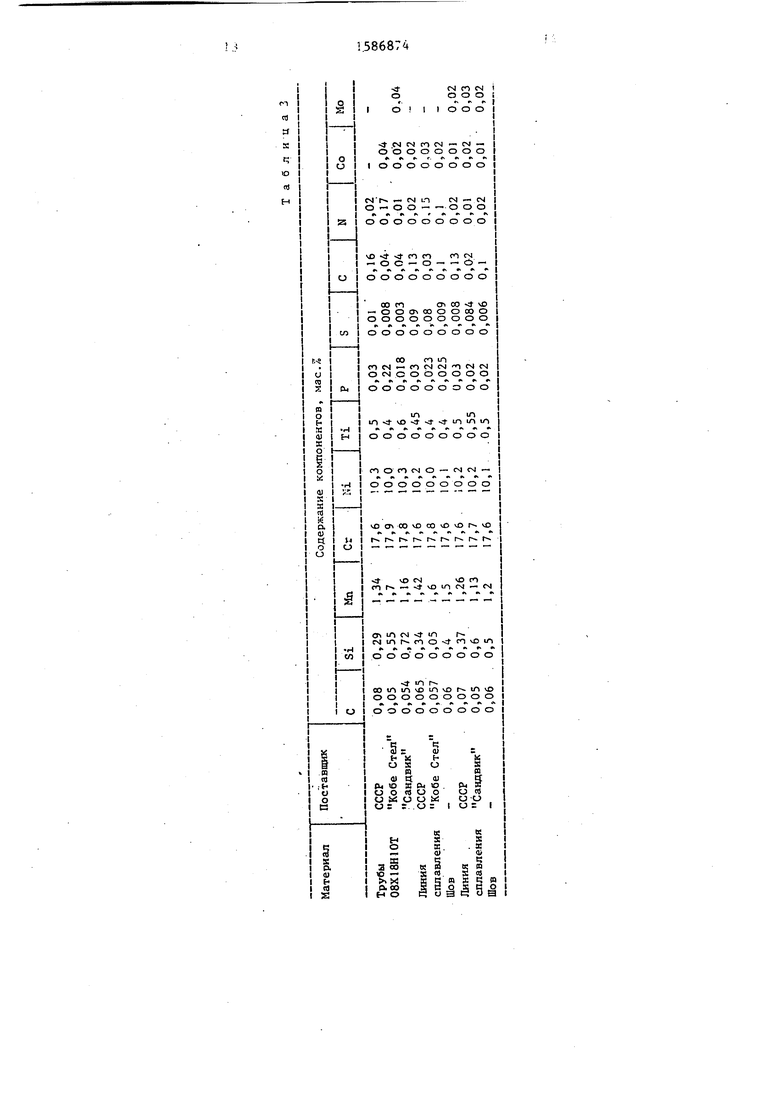
Результаты химического анализа основного металла по линии сплавлениям металла щва при сварке Ътечественной стали со сталью фирмы Сандвик -и Кобе Стел приведены в табл.3.
Благодаря выбранным величинам заглубления присадочного- элемента .в основной металл все стыковые соедине- ния одной толщины из-разных материа- лов свариваются на одном и том же
режиме.
Способ обеспечивает возможность сварки сталей одного структурного класса, но различных по химическому, составу и отличающихся по свариваемости , возможность сварки указанных сталей на одном и том же режиме при применении расчетной величины заглубления, облегчение процесса сварки за счет изменения размеров лрисадоч- ного элемента, возможность сварки рафинированных сталей и разнородных металлов.. . .
30.
35
40
Ф о р м у л а
и 3
обретения
1. Способ сварки плавлением стыковых соединений труб, при котором на предварительно выполненную на - соединяемых кромках со стороны дуги проточку укладывают выступающий над кромками присадочный элемент, ширину и высоту которого выбирают в за висимости от.толщины свариваемого металла, а сварку производят путем расплавления присадочного элемента, отличающийся тем, что, с целью повышения качества сварных соединений и производительности при сварке рафинированных сталей с малым содержанием серы и других активных
элементов, присадочный элемент берут с повьшенным содержанием серы шири- ной,равной.О,8,..1,0 толщины свариваемого металла, а величину заглубления h присадочного элемента в проточку устанавливают по формуле
h-0,55(I-%T).K, J, Ьэт
где О - толщина свариваемого металла, мм;
. S д| - содержание, серы в свариваемом металле, %;
. S| - содержание серы в присадочном металле, %;
S.gf- содержание серы в присадоч- ; ном металле, принятое за
эталон, %; .
К - коэффициент пропорциональнос - ти, учитывающий влияние дру- гих активных элементов, опре деляег-ый по формуле
.,
.Го7 -5 ±КлГА1м)(.ГА1
(K,ra«+s,,,Ji
де Кр и К. - коэффициенты эквивалентности действия кис лорода и других активных .элементов по отношению к содержанию серы, коэффициент эквивалентности которой принят за 1;
содержание кислорода и других активных элемен тов в свариваемом металле, %;
LO Aj - содержание кислорода и других активных элементов в присадочном металле, %; . 1Л-1 содержание кислорода
и других активных эле- .ментов в присадочном
30
35
40
эт
45
0
5
0
5
0
5
0
5
металле, принятое за
эталон, %,
при этом высоту выступания присадочного элемента устанавливают равной 0,3-0,5 толщины свариваемого металла,
2.Способ по п. 1,отличаю- щ и и с я тем, что при ширине присадочного .элемента менее 3 мм сварку ведут за один проход.
3.Способ по п. 1,отличаю- щ и и с я тем, что при ширине присадочного элемента 3 до 6 мм сварку ведут за два прохода.
4.Способ по п. , отличающийся тем, что при ширине, вставки более 6 мм сварку ведут за три прохода.
5.Способ по пп. 1-4, отличающийся тем, что при сварке сталей различного химического состава присадочный элемент выполняют комбинированным из частей, по химическому составу близких к химическому составу свариваемых металлов, причем эти части в протоЧке располагают противоположно кромкам, имеющим другой химический состав.
6.Способ по пп. 1,3,4 .и 5, отличающийся тем, что первый проход ведут со стороны части элемента, содержащего в своем составе химические элементы, которые увеличивают проплавляющую способность дуги.
7.Способ по пп. 1,4 и 5,, о т - л и ч а ю.щ и и с я тем, что сначала выполняют сквозное проплавление по центру присадочного элемента, а затем ведут сварку по его краям с неполным проплавлением
8.Способ по пп. 1,4,5 и 7, о т- л и ч а ю щ и и с я тем, что сварку ведут тремя электродами.
;
)
I
1 I О О О
- e4CMc icN - СМ - о ооооооо о
0IOOOOOOOO
сч г г-сМ1Л N - см о - оо - - ооо
и ооооооо о о
vu - m о го см - ОС - о - -л -
0ооооооооо
-
00 соCJ 00 vt О
-.OOOiOOOOCOO
ооооооооо 11л ооооооооо
-,
f. IОО го in
cncM -fOCMcsi ocMcM
UlOCMOOOOOOOI
и I ( осГсэ оооооо I
i-
f.in- vO-3 - r- inmin
4) Hооооооооо I
§.-,I
1Ij
OlCOOfOCMO - СЧСМ- I
l„,«.
о о о о о о о о о I
4J I Vr.. - - - - -I
SI
я I1
td I
e I
al OO COvOOO D Or Cll
(P(ftf,f.
Й1 к i. 010 - - .
(J Ij
II
f ЧО CMчО to
J-vOinCN| - CM
- ---III
1O CM 4f 1Л I cMtnr rOO tcn4DUll
ГОТ OOO OOOOOO I
i-i
I I m
I|ОО1Л1Л 1Э1ПМ Г Г1 О|
IJOOOOOOOOOI
1о I СЭ ОООООООО j
- о
см fO IN О О О
1 I О О О


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импульсно-дуговой сварки неплавящимся электродом | 1989 |
|
SU1773631A1 |
| Способ получения присадочного выступа на кромках стыкового соединения деталей под сварку | 1989 |
|
SU1706798A1 |
| Способ сварки плавлением плакированных материалов | 1980 |
|
SU925574A1 |
| Способ сварки плавлением разнородных металлов | 1988 |
|
SU1614312A1 |
| Способ дуговой многопроходной сварки труб | 1983 |
|
SU1143554A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2262425C1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |

Изобретение относится к технологии сварки неплавящимся электродом с предварительно укладываемым присадочным элементом и может быть использовано в химическом, энергетическом строительстве и других отраслях народного хозяйства, особенно при сварке труб. Цель изобретения - повышение качества сварных соединений и производительности при сварке рафинированных сталей с малым содержанием серы и других активных элементов. На предварительно выполненную на соединяемых кромках со стороны дуги проточку укладывают выступающий над кромками присадочный элемент (ПЭ), который расплавляют в процессе сварки. ПЭ выбирают с повышенным содержанием серы. Ширину ПЭ берут равной 0,8...1,0 толщины свариваемого металла, величину заглубления ПЭ в проточку устанавливают по расчетной формуле. Высоту выступания ПЭ устанавливают равной 0,3...0,5 толщины свариваемого металла. Количество проходов, необходимых для получения сварного шва, устанавливают в зависимости от ширины ПЭ. Если она составляет менее 3 мм сварку ведут за один проход, 3...6 мм - за два прохода, свыше 6 мм - за три прохода. При сварке сталей различного химического состава ПЭ выполняют комбинированным из частей по химическому составу, близкому к химическому составу свариваемых материалов. Эти части располагают в проточке противоположно кромкам, имеющим другой химический состав. При двухпроходной сварке сталей различного химического состава первый проход осуществляют со стороны части ПЭ, содержащего в своем составе химические элементы, которые увеличивают проплавляющую способность дуги. При трехпроходной сварке первых проход выполняют по центру ПЭ со сквозным проплавлением, а затем осуществляют поочередную его сварку по краям с неполным проплавлением, при этом возможно применение сварки с использованием трех дуг. Способ обеспечивает возможность сварки сталей одного структурного класса, но различных по химическому составу и свариваемости, а также рафинированных сталей и разнородных металлов. 7 з.п. ф-лы, 14 ил., 3 табл.
n n)
o о
e
Е
I
IS
(U H
о
01
o . о
w г
;
S
m
р.§
о I
« в
О)
ч n
., S « ,s5i
Р) X
Фиг. 7
иг.2
Фиг.5
U2M
Фиг. 5
Фиг.7
Фиг.8
Фаг.Ю
Фаг.Р
Фб/г.77
Фаг.12
иг. /5
| Способ сварки плавлением стыковых соединений | 1974 |
|
SU524641A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
