Изобретение относится к литейному производству, а именно к способа прокаливания форм, изготавливаемых при литье по выплавляемьам моделям. Известен способ прокаливания керамических форм, заключающийся в том, что с целью снижения температуры прокаливания и увеличения прочности форм нагрев их производят в вакууме.Щ. Однако этот способ не обеспечивает уменьшения цикла прокаливания и улучшения условий ме низации проксшивания а проходных печах. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ Шрокаливания керамических форм литья по выплавляемым моделям, вклю чающий нагрев формы и ее вьщержку в печи с подачей в рабочую полость формы кислородсодержащих продуктов И. . . Целью изобретения является умень шение времени выдержки форма перед заливкой ее сталью и температуры прокаливания, улучшение условий механизации в проходных печах. Это достигается тем, что перед прокалкой в стояк помещают твердый , окислитель 0,05-0,2 вес.% от веса заливаемой стали, в качестве твердого окислителя в стояк помещают riepманганат калия. Процесс прокаливания по предлгиавM iy способу состоит в следующем. В ферму после выплавления модельного состава, непосредственно в полость стояка, помечают перманганат калия (КМпО,). При нагревании он разлагается с выделением кислорода: 7 ИМпО - 2MttO Ъ|01 Кислород обеспечиваетгорение остатков модельного состава и более поя- . ное и быстрое удаление его из и, тем самым, уменьшение времени проКалки. Количество окислителя выбирается исходя из сжигания.80% модельного состава. Развес форм по металлоемкости (наприм1ер% для стали 50 Л) 5-50 кг, мгиссимапьный объем полости 6 дм. При сжигании 334 г вьщеляется 33,6 дм кислорода, максимальнья объем форм заполняется пщ сжигании 70 гр.Введение окислителя в количестве менее 0,05% веса стали малоэффективно, время прокаливания при этом почти не изменяется.
При вводе окислителя в количестве свыше 0,2% процесс прокаливания почти не интенсифицируется (по сравнению с вводом 0,2%).
Указанный диапазон перманганата алйя является оптимальным и определяется количеством кислорода, которо необходимо для полного сжигания при прокачке органических добавок керамической оболочки, и номенклатурой отливок, получаемых в таких формах.
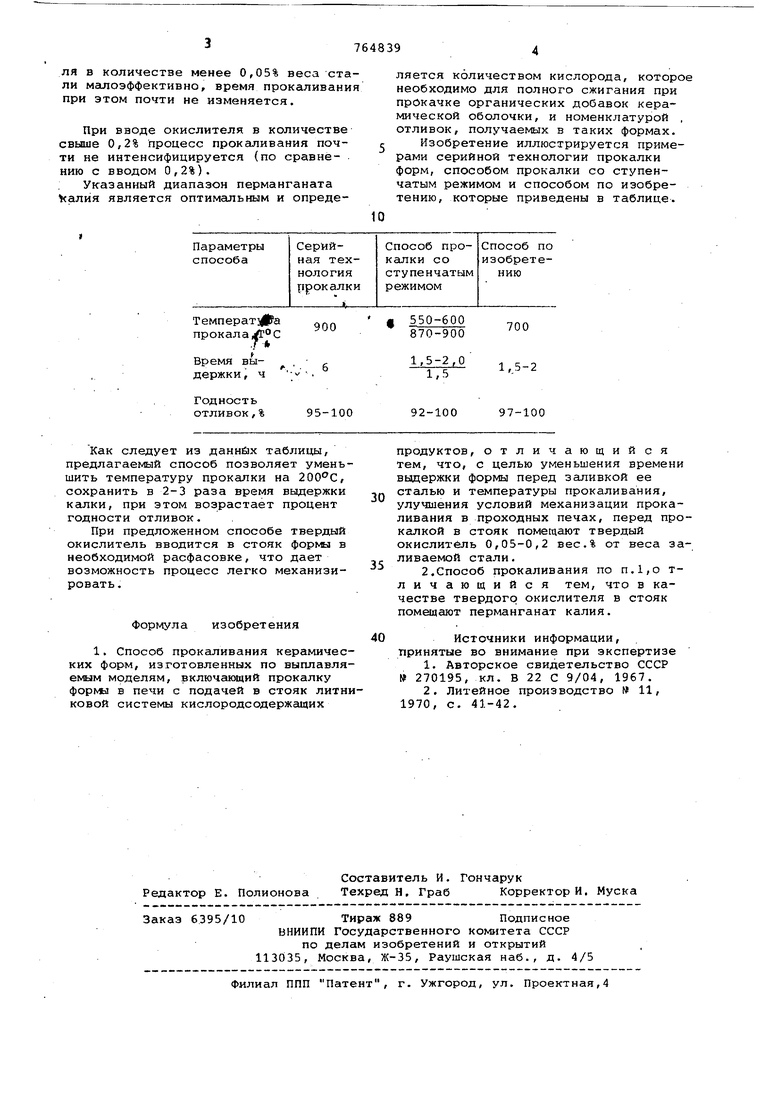
Изобретение иллюстрируется примерами серийной технологии прокалки форм, способом прокалки со ступенчатым режимом и способом по изобретению, которые приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокалки керамических форм,пОлучАЕМыХ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU829316A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2433013C1 |
| Суспензия для изготовления литейных форм по выплавляемым моделям | 1979 |
|
SU772670A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
| Способ изготовления многослойных оболочковых литейных форм | 1982 |
|
SU1101317A1 |
| Способ защиты отливок от обезуглероживания | 1976 |
|
SU713651A1 |
| Способ прокаливания оболочковых форм | 1980 |
|
SU967669A1 |
| Способ выплавления модельной композиции из многослойной оболочковой формы | 1983 |
|
SU1155347A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2013 |
|
RU2539894C2 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
Температз4|Ра прокала/ГОС
Время выдержки , ч
Годность
95-100 отливок,%
Как следует из даннйх таблицы, предлагаемый способ позволяет уменьшить температуру прокалки на , сохранить в 2-3 раза время выдержки калки, при этом возрастает процент годности отливок.
При предложенном способе твердый окислитель вводится в стояк формы в необходимой расфасовке, что дает возможность процесс легко механизировать.
Формула изобретения
700 1,.5-2
97-100
продуктов,отличающийся тем, что, с целью уменьшения времени выдержки формы перед заливкой ее сталью и температуры прокаливания, улучшения условий механизации прокаливания в проходных печах, перед прокалкой в стояк помещают твердый окислитель 0,05-0,2 вес.% от веса заливаемой стали.
Источники информации,
принятые во внимание при экспертизе
