Изобретение относится к литейному производству, в частности, к изготовлению отливок литьем по выплавляемым моделям.
Известны способы удаления моделей из полостей оболочковой формы, включающие нагрев оболочки с моделью в выплавляющей среде - жидком теплоносителе при 100°С и более и выплавлении модели,
Известен способ выплавления модельного состава в горячей воде при 95-100 С ClJ, в смеси органических жидкостей - гликолей и карболития, нагретых до 100-200°С t2, в растворах легкорастворимых хлоридов или нитридов металлов З.
Однако эти способы или снижают прочность при удалении модельного состава из полости оболочки или взаи модействуют с мсздельным составом, ухудшая его свойства.
Наиболее близким к предлагаемому о технической сущности и достигаемому результату является способ выплавления моделей, включающий погружение модельного блока с оболочкой в жидкий теплоноситель и выдержку для выплавления модельного состава С43. В качестве жидкого теплоносителя используют расплав модельного состава.
Температура расплава зависит от состава модельной массы, например дл состава Р-3 она составляет 120-140 С Продолжительность выплавления моделей составляет 10-30 мин в зависимости от массы и конфигурации моделей, после чегр блоки извлекаются, выливаются остатки расплава и блоки поступают на формовку.
Этот способ повьшает прочность непрокаленных оболочек за счет пропитьгоания и заполнения пор в ней модельным расплавом. Однако это являет ся причиной больших потерь модельного состава. Кроне того, в формах сложной конфигурации модельная масса задерживается в так называемых карманах формы, что увеличивает возвратные потери модельного состава, которые при использовании известного способа составляют 10-20%.
Повьшенное содержание модельных остатков в оболочке после вытопки приводит к увеличению продолжительности прокалки. Так как нагрев форм происходит в условиях недостатка
кислорода, модельные остатки не сжигаются полностью до образования СО, а горят с выделением СО и С - сажистого углерода, удаление которого из форм, обедненных кислородом, затруднено.
Целью изобретения является более полное удаление модельной композиции за счет повьшения температуры теплоносителя и уменьшения безвозвратных потерь модельного состава. Поставленная цель достигается тем, что согласно способу выплавления модельной композиции из многослойной оболочковой формы, получаемой по выплавляемым моделям, включающему погружение керамического блока в жидкий теплоноситель и выдержку в нем, в качестве теплоносителя используют расплав солей с температурой 160-180 С следующего состава, мас.%:
Нитрат натрия 48-52 Нитрит калия48-52
Содержание расплава нитрит-нитратных солей выбирают с учетом минимальной температуры плавления смеси из широкого ряда применяемых в термообработке смесей солей. Выбор состава расплава, а следовательно, и температуры обусловлен опасностью перегрева модельного состава и, как сле;1( твие, самовозгорания его на поверхности нитрит-нитратного расплава.
Использование смесей солей, содежащих NaNOj и KNOjMeHee 48 мас.% и более 52 иас.% недопустимо, так как точка плавления таких составов повышается, что, в свою очередь, требуе повышения рабочей температуры расплава солей.
Рекомендуемая смесь содержит 50% NaNO. и 50% KNOj, - эвтектический состав и имеет самую низкую точку плавления. Температура расплава соле для выплавления модельного состава 160-180 С, так как при менее 160°С в момент погружения холодных форм в расплав происходит резкое его переохлаждение, что приводит к повышению вязкости и началу выпадения кристаллов солей из расплава. Повьшение температуры более приводит к интенсивному испарению модельного состава с поверхности, а также увеличивает опасность самовозгорания
31
перегретого расплава модельной массы находящегося на поверхности ванны.
Продолжительность выплавления моделей зависит от размеров и конфигурации формы и должна обеспечивать полное расплавление моделей в формах.
Выплавление модельного состава в расплаве нитрит-нитратных солей состава 48-5252 NaNOj и 52-48% KNO по сравнению с выплавлением в расплаве модельного состава резко снижает содержание модельных остатков в форме, т.е. потери модельного состава сокращаются примерно в 10 раз.
Для определения режима выплавления модельной композиции были проведены исследования влияния выплавления моделей в нитрит-нитратном расплаве солей на качество многослойной оболочковой формы после их прокапива
НИН.
474
Для этого былИ приготовлены соста вы с различным содержанием NaNO и KNO(45 - 55% каждого компонента) и их расплавлением в емкостях. В расплав солей погружают керамический блок. Температуру расплава меняют от Т 50 до 190°С. Модельные блоки с оболочкой выбирают одинаковой конфигурации, в которых полное расплавление моделей осуществляется 15 мин,
После выплавления оболочки охлаждают и заформовывают сыпучим наполнителем. Прокаливание оболочковых форм проводят по режиму: выдержка при 900°С - 4 ч вместо обычных 8ч. Степень прокаленности оболочковьпс форм определяют по ocтaтoчнo ty содерлсанию углерода в составе оболочки (% от веса керамики).
Результаты проведенных экспердашн|тов представлены в таблице.



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2019 |
|
RU2707642C1 |
| СПОСОБ ВЫПЛАВЛЕНИЯ МОДЕЛЕЙ ИЗ ОБОЛОЧКОВЫХ ФОРМ | 1996 |
|
RU2116157C1 |
| Способ подготовки к заливке многослойных оболочковых форм | 1983 |
|
SU1196105A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2193469C2 |
| Способ удаления легкоплавких моделей из оболочковых форм | 1990 |
|
SU1764771A1 |
| Способ изготовления оболочковых форм,получаемых по выплавляемым моделям | 1983 |
|
SU1139560A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2433013C1 |
| Способ изготовления оболочковых форм | 1981 |
|
SU948530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2193467C2 |
СПОСОБ ВЬШЛАВЛЕНИЯ МОДЕЛЬНОЙ КОМПОЗИЦИИ ИЗ МНОГОСЛОЙНОЙ ОБОЛОЧКОВОЙ ФОРМЫ, получаемой по вьтлавляемым моделям, включающий погружение керамического блока в жидкий теплоноситель и выдержку в нем, о т л и ч а ions и и с я тем, что, с целью обеспечения более полного удаления модельной композиции из формы за счет повышения температуры теплоносителя и уменьшения безвозвратных потерь модельного состава, в качестве теплоносителя используют расплав солей с температурой 160-180 0 следующего состава, мас.%:9 Нитрит натрия 48-52 (Л Нитрит калия48-52 СП ел со 4 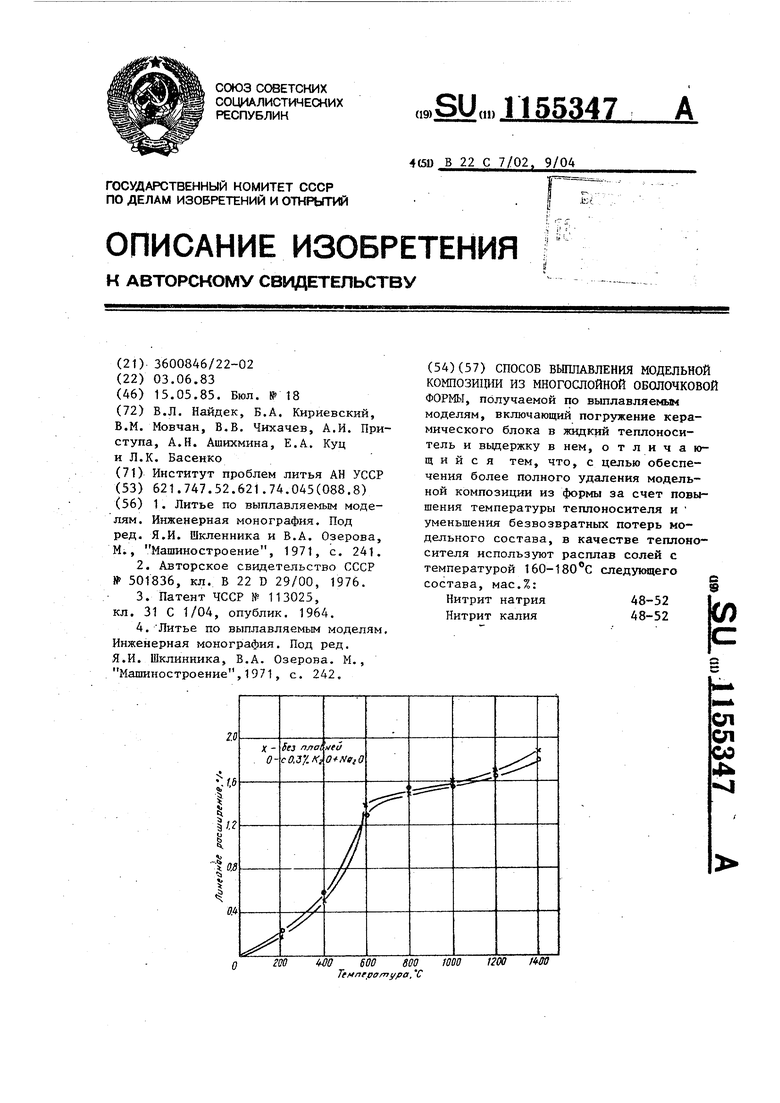
1 Расплав модельного (про- состава
тотип)
55
45
52 50 48 45
48 50 52 55
3 4 5 6
4,0
900
130
900
4,0
150
900
4,0
160 4,0 900 170 9 900 4,0 180 4,0 900 190
Остаточное содержа;ние углерода в керамике после прокалки, % от веса керамики
0,13 ) 0,08
0,01 0,00 0,00 0,00
Выплавленный модельньм состав и расплав солей представляют собой неемешивающиеся жидкости и благодаря меньшему удельному весу модельная масса легко отделяется от поверхности формы и собирается на поверхности солевого расплава. При этом исключается налипание модельной массы на оболочку при извлечении ее из ванны выплавления. Соответственно уменьшае-тся остаточное содержание углерода В оболочковой форме после ее прокаливания, что позволяет сократить длительность прокаливания в 2 раза.
Производственная проверка способа выплавления модельного состава из ; оболочковой формы в расплаве солей подтвердила, что расплавленный после загрузки расчетный состав, содержащий 48-52% NajNO, и 52-48% KNO нагревают до 160-180 С, после чего блоки погружают в расплав солей. Происходит интенсивное оплавление моделей по поверхности контакта с
Продолжение таблицы
Примечание
10-20
Переохлаждение расплава при загрузке блоков
Интенсивное испарение модельного состава -с поверхности ванны вытопки
керамической формы, что полностью устраняет растрескивание форм при плавлении. Одновременно происходит интенсивное проникновение в поры оболочки расплава солей (что исключает попадание модельного состава в поры) с последующим вымыванием из формы расплавляющейся модельной массы.
Разогрев расплава солей до 160180°С и интенсивное внедрение их в оболочку снижает остаточное содержание модельной массы в форме до 1-3% (от первичного веса модели).
Использование в качестве среды вытопки смеси нитрита натрия и нитрата калия способствует снижению длительности прокаливания форм. Интенсификация прокаливания обусловлена снижением остаточного содержания модельного состава, а также внедрением в поры оболочки смеси активных окислителей, каковыми являются NaNO и KNO,, при термическом разложении которых вьщеляется кислород. Остат. 7
ки, модельной массы, находящиеся в оболочках, окисляются в процессе прокаливания вьщеляющимся кислородом, что приводит к сокращению цикл
Как показывает анализ оболочек выплавленных в расплаве солей, суммарное содержание плавней в оболоч се не превышает 0,46% от веса оболочки. Образующиеся легкоплавкие соединения в составе оболочки при таком количестве плавней не влияет на термомеханические свойства форм, что подтверждается полученной зависимостью дГ f(t) (см. чертеж).
Нитрит-нитратньш состав, используемый в изобретении, широко npvsMeняют в термических цехах при термообработке стальных деталей. Соли расплавляют до рабочих температур в специальных нагревательных печах ваннах. Тигли, в которых находится расплав, изготавливают из малоуглеродистых сталей или из жароупорных сталей: Х18Н9Т, Х25Н20, Х25Н20С2и др
78
Таким образом,-выплавление модельного состава погружением модельного блока с оболочкой в расплав нитритнитратных солей состава 48-52% NaNOj и 52-48% KNOj при 160-180с не ухудшает свойств оболочки, уменьшает потери модельного состава, так как исключает его налипание на оболочку и сокращает продолжительность прокаливания оболочки в 2 раза при уменьшении ее зольности.
Реализация способа выплавления модельного состава отличающегося
тем, что модельный блок с оболочкой погружают в расплав нитрит-нитратных солей с температурой 160-180 с и выдерживают, позволяет сократить потери модельного состава на 10-13% по сравнению с выплавлением в расплаве модельного состава, сократ11ть продол-жительность прокаливания в 2 раза. Экономический эффект составляет 10 тыс, руб. в год.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литье по выплавляемым моделям | |||
| Инженерная монография | |||
| Под ред | |||
| Я.И | |||
| Шкленника и В.А | |||
| Озерова, М., Машиностроение, 1971, с | |||
| Одноколейная подвесная к козлам дорога | 1919 |
|
SU241A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Инженерная монография | |||
| Под ред | |||
| Я.И | |||
| Шклинника, В.А | |||
| Озерова | |||
| М., Машиностроение,1971, с | |||
| Металлические подъемные леса | 1921 |
|
SU242A1 |
