(54) НОЖНИЦЫ ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1493396A1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1530347A1 |
| Ножницы для резки сортового проката | 1977 |
|
SU722704A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU749579A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Ножницы для резки проката | 1980 |
|
SU884889A1 |
| Ножницы для резки сортового проката | 1976 |
|
SU650735A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Ножницы сортовые для резки металлических заготовок | 1975 |
|
SU531671A1 |

1
Изобретение относится к оборудованию для обработки металлов давлением, а именно к устройствам для резки сортового проката на заготовки мерной длины, и может быть использовано в различных отраслях машиностроения и металлообработки.
Известны кривошипные ножницы для резки сортового проката, содержашие станину и перемещаюш.ийся в ее направляющих ползун с укрепленным на нем подвижным ножом, передний прижим разрезаемого прутка и устройство для зажима отрезаемой заготовки с силой, пропорциональной усилию резки, расположенное в режущем ползуне-и имеющее плавающий клин, который под действием шатуна ножниц взаимодействует с зажимными подпружиненными ползушками, направление перемеш,ения которых совпадает с направлением перемещения режушего ползуна 1.
Однако такие ножницы имеют большой габарит и вес. Это объясняется тем, что для получения высокого качества отрезаемых заготовок усилие зажима должно быть равно усилию резки, в противном случае, особенно при резке прочных материалов, происходит отжатие нижнего прижима усилием
отгибания заготовки. Выполнение же элементов зажима заготовки на усилие, равное усилию резки, приводит к увеличению их габаритов, габаритов ползуна, а следовательно и станины.
Известны также ножницы для резки сортового проката, содержащие механизм реза в виде неподвижного ножа, закрепленного на станине, и подвижного ножа, взаимодействуюш,его с неподвижным и установленного на ползуне, связанном с приводом возвратно-поступательного перемещения, механизм зажима прутка и механизм зажи.ма отрезаемой заготовки в виде подушки с нижним прижимом, размешенной в нижней части ползуна, поджимаемой к подвиж15ному ножу силовым цилиндром, установленным на станине, и имеющей фиксатор зажима, выполненный в виде двух силовых цилиндров, штоки которых имеют скошенные концы, и клиньев, закрепленных в отверстиях ползуна 2.
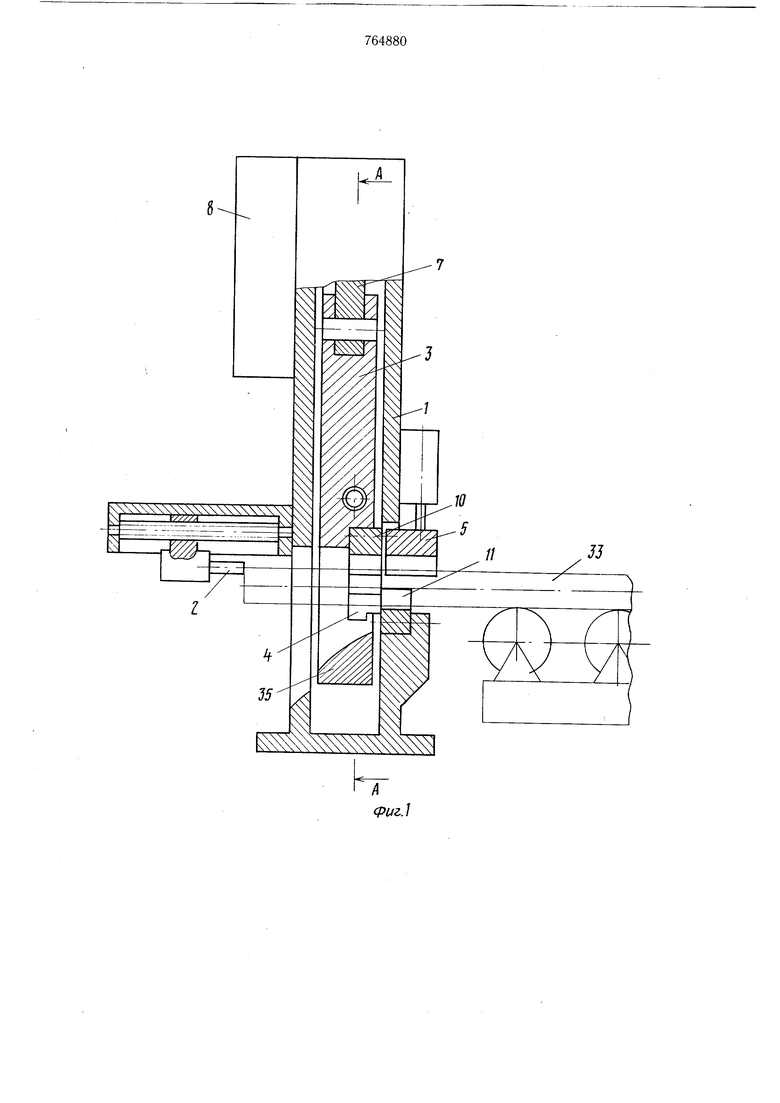
Жесткая фиксация заготовки от отгибания во время резки осуществляется соединением под,ушки с ползуном при помощи штоков фиксатора зажима. Основным недостатком ножниц указанной конструкции является низкая производительность. Время срабатывания управляемого пнев.моцилиндра включает время срабатывания аппаратуры управления, например конечных выключателей, электромагнитных воздухораспределителей, и время, требующееся на перемещение штока, которое в данном случае превышает время срабатывания аппаратуры управления. Время срабатывания аппаратуры управления примерно равно времени цикла, отводимому на зажим заготовки в современных ножницах. В итоге время зажима заготовки в ножницах указанной конструкции в два-три раза превышает время, необходимое для достижения производительности, диктуемой современными требованиями. Повышению производительности препятствует также то обстоятельство, что отрезанная заготовка не может удаляться вниз «напровал, так как этому мешает подушка с нижним прижимом. Наиболее близким по технической .сущности к изобретению являются ножницы для резки сортового проката, содержащие станину, механизм реза в виде неподвижного ножа, закрепленного на станине, подвижного ножа, взаимодействующего с неподвижным ножом, и ползуна, несущего подвижный нож и связанного с приводом возвратно-поступательного перемещения, механизм прижима проката и механизм зажима отрезаемой заготовки, размещенный в ползуне и включающий нижний прижим и узел его перемещения 3. Недостаток таких ножниц состоит в их малой производительности, так как узел перемещения выполнен в виде клинового механизма, и в трудности удаления отрезаемой заготовки (этому мешает прижим). Для повышения производительности ниж ний прижим выполнен разъемным в виде двух ползушек, расположенных в ползуне с возможностью возвратно-поступательного пе ремешения в направлении, перпендикулярном к направлению перемещения ползуна, посредством узла перемещения. Узел перемещения может быть выполнен в виде расположенных в ползуне самотормозящихся винтов, связанных с ползушками, и зубчатых передач, а также размешенных на станине реечной передачи и фрикционной муфты, соединяющей щестерни зубчатой и реечной передач. На фиг. 1 изображены предлагаемые ножницы, общий вид (механизмы показаны в исходном положении); на фиг. 2 дан поперечный разрез А-А на фиг. 1 (справа от вертикальной осевой линии механизмы показаны в верхней мертвой точке, слева - после окончания реза - в нижней мертвой точке). Ножницы содержат станину 1 и размещенные на ней задний упор 2, механизм 3 реза, механизм 4 зажима отрезаемой заготовки и механизм 5 прижима проката. Механизм 3 реза выполнен в виде ползуна 6, установленного с возможностью возвратно-поступательного перемещения при помощи кривошипно-шатунного механизма 7 и электромеханического привода 8 по направляющим 9 станины 1 и несущего подвижный верхний нож 10, взаимодействующий с неподвижным ножом 11, закрепленным на станине 1. Механизм 4 зажима отрезаемой заготовки состоит из ползушек 12 и 13, размещенных в ползуне 6 и получающих синхронное возвратно-поступательное перемещение в направлении, перпендикулярном к направлению ползунов 6, посредством узла перемещения. Узел перемещения имеет винты 14 и 15с самотормозящейся, соответственно, правой и левой резьбой, которые получают вращение от расположенных на них шестерен 16 и 17 зубчатых передач, входящих в зацепление с щестернями 18 и 19, расположенными на валах 20 и 21 и соединенных между собой муфтой 22. На валу 21 свободно посажена шестерня-диск 23 реечной передачи, к которой пружиной 24 поджимается полумуфта 25 с фрикционным диском 26 Полумуфта расположена на валу 21 на шпонке 27 и имеет возможность осевого перемещения от закрепленного на ползуне 6 вильчатого рычага 28 с роликом 29. Усилие поджатия полумуфты 25 с фрикционным диском 26 к шестерне-диску 23 регулируется поджатием пружины 24 гайкой 30. Шестернядиск 23 входит в зацепление с рейкой 31, расположенной на станине 1. В исходном положении ползун 6 находится вверху, ползушки 12 и 13 разведены в стороны, ролик 29 сошел с копира 32, расположенного на станине 1, полумуфта 25 с фрикционным диском 26 поджата пружиной 24 к шестерне-диску 23. Механизм прижима 5 проката поднят вверх. Ножницы работают следующим образом. Прокат 33 подается рольгангом до заднего упора 2, механизм прижима 5 проката зажимает прокат 33, одновременно начинается ход ползуна 6 вниз. Шестерня-диск 23, сидящая на валу 21, расположенном в ползуне 6 также начинает двигаться вниз и перекатывается по неподвижной рейке 31. Вращение щестерни-диска 23 через поджатую пружиной 24 полумуфту 25 с фрикционным диском 26 передается на валы 20 и 21, щестерни 18 и 19, 16 и 17 зубчатых передач и винты 14 и 15, благодаря чему ползушки 12 и 13 начинают двигаться навстречу друг другу, т. е. к оси подачи проката. Во время совместного движения ползуна 6 и ползущек 12 и 13 зазор между прокатом 33 и верхним ножом 10, а также ползушками уменьщается и наступает момент, когда прокат оказывается зажатым. Ползушки 12 и 13, не имея возможности двигаться дальще, так как этому препятствует зажатый прокат 33, останавливаются, прекращая тем самым вращение винтов 14 и 15, щестерен 16 и 17, 18 и 19 зубчатых передач, валов 20 и 21 и следовательно и муфты 25 с фрикционным диском 26. При дальнейщем ходе ползуна 6 вниз происходит отрезка заготовки 34. В процессе резки, вследствие того, что резьба винтов 14 и 15 самотормозящая, заготовка остается зажатой ползушками 12 и 13. Так как щестерня-диск 23 не закреплена жестко на валу 21, при дальнейшем движении ползуна вниз она продолжает вращаться, преодолевая силу трения фрикционного диска 26, поджатого через полумуфту 25 пружиной 24. При этом рычаг 28, двигаясь вместе с ползуном 6, наезжает роликом 29 на копир 32, разворачивается и, преодолевая действие пружины 24, отводит полумуфту 25 с фрикционным диском 26 от шестерни-диска 23, тем самым исключая при дальнейшем ходе ползуна 6 вниз трение шестерни диска о фрикционную накладку. Такое взаимное положение полумуфты и диска-шестерни сохраняется до тех пор, пока ролик 29 рычага 28 находится на прямом участке копира 32. После отрезки заготовки 34 ползун 6 начинает двигаться вверх. Ролик 28 сходит с прямого участка копира 32 и пружина 24 вновь прижимает полумуфту 25 с фрикционным диском 26 к продолжающей вращаться (но уже в другую сторону) шестерне-диску 23. Вращение вновь передается валам 20 и 21, шестерням 16, 17, 18 и 19, винтам 14 и 15, а от них - ползушкам 12 и 13, которые расходятся в стороны, а отрезанная заготовка 34 падает вниз по наклонной плоскости 35 ползуна 6. Ползун 6 приходит в верхнее положение, механизм прижима 5 проката поднимается вверх. Механизмы вновь занимают исходное положение и готовы к совершению очередного цикла. Конструкция механизма зажима заготовки позволяет повысить производительность ножниц, так как отрезанная заготовка удаляется «напровал. Ориентировочное повышение производительности составит 20-30% для различных типоразмеров ножниц. Формула изобретения 1. Ножницы для резки сортового проката, содержащие станину, механизм реза в виде неподвижного ножа, закрепленного на станине, подвижного ножа, взаимодействующего с неподвижным ножом, и ползуна, несущего подвижный нож и связанного с приводом возвратно-поступательного перемещения, механизм прижима проката и механизм зажима отрезаемой заготовки, размещенный в ползуне и включающий нижний прижим и узел его перемещения, отличающиеся тем, что, с целью повышения производительности, нижний прижим выполнен разъемным в виде двух ползушек, расположенных в ползуне с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном к направлению перемещения ползуна, посредством узла перемещения. 2. Ножницы по п. 1, отличающиеся тем, что узел перемещения выполнен в виде расположенных в ползуне самотормозящихся винтов, связанных с ползушками, и зубчатых передач, одни шестерни которых соединены с винтами, а также размещенных на станине реечной передачи и фрикционной муфты, соединяющей шестерни зубчатой и реечной передач. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 302184, кл. В 23 D 23/00, 1965. 2.Авторское свидетельство СССР по заявке № 2501606/27, кл. В 23 D 23/00, 1977. 3.Авторское свидетельство СССР № 219362, кл. В 23 D 23/00, 1967 (прототип).
