1
Изобретение относится к обработке металлов давлением, а именно к оборудованию для резки сортового проката.
Известны ножницы для резки проката, содержащие шарнирно установленные на станине зажимной и режущий рычаги с ножами и прижимами, привод ножниц, связанный через кривошипношатунный механизм с режущим рычагом, и механизм перемещения зажимного рычага 1.
Недостатком известных ножниц является-то, что перемещение зажимного рычага в них осуществляется от пневмоцилиндра. Для предварительного зажима проката необходимо, срабатывание от системь управления пневмоцилиндра для приведения в движение зажимного рычага, наличие же пневматической системы управления снижает надежность работы ножниц в целом, а время,необходимое для срабатывания пневмоцилиндра, увеличиваег цикл резки, что снижает проидводитёльность ножниц.
Цель изобретения - повышение проиэводител ьности. и надежности ножниц в работе. I
Поставленная цель достигается тем, что в ножницах для резки проката, содержащих шарнирно установленные на станине зажимной и режущий рычаги с ножами и прижимами, привод ножниц, связанный через кривошипно-шатунный
механизм с режущим рычагом, и механизм перемещения зажимного рычага, последний выполнен в виде кулачка, смонтированного на валу кривошипношатунного механизма, ширнирно смонтированного на станине основного двуплечего рычага, одно плечо которого снабжено роликом, смонтированным с возможностью взаимодействия с кулачком, и шарнирно смонтированного на станине дополнительного двуплечего рычага, одно плечо которого шарнирно связано посредством тяги со свободным плечом основного двуплечего рычага, а другое шарнирно
20 связано посредством шатуна с зажимным рычагом.
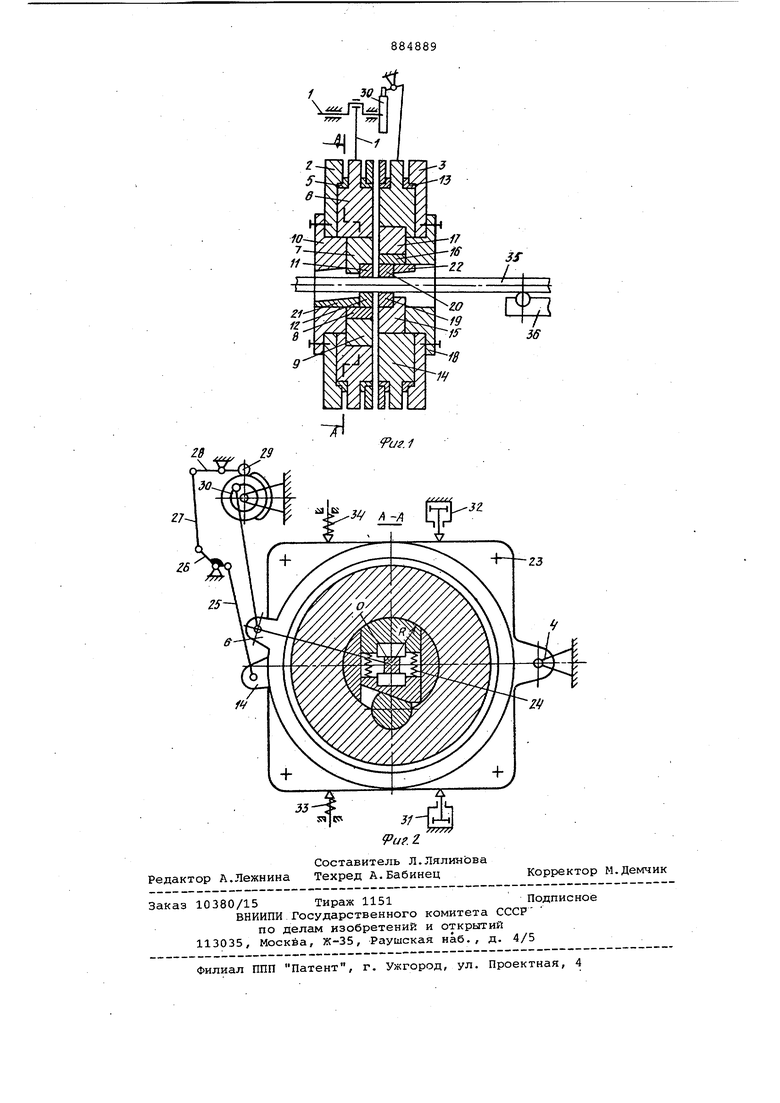
На фиг. 1 изображены ножницы для резки проката,общий вид разрез; на фиг .у 2 - сечение А-А на фиг.1.
25 Ножйицы содержат установленны в станине кривошипно-шатунный механизм 1, режущий и-зажимной рычаги 2 и 3, шарнирно закрепленные на оси 4. Внутри режущего рычага 2 в двух
30 втулках 5 шарнирно установлен диск 6,
имеющий концентричную расточку по радиусу R , совпадающую с осью диска О . Режущий ползун 7 своей опорной поверхностью опирается на рабочую поверхность диска б, образованную расточкой с радиусом R . Зажимной ползун 8 имеет опорную клиновую поверхность, которой он опирается на полуцилиндр 9, опирающийся своей, цилиндрической поверхностью в цилиндрическую расточку диска 6. Ползуны 7 и 8 от проворота фиксируются в направляющем пазу фланца 10, который крепится к режущему рычагу 2. Верхний нож 11 и нижний прижим 12 закреплены соответственно к режущему ползуну 7 и зажимному ползуну 8.
Зажимной рычаг 3 имеет детали аналогичной конструкции: втулки 13, диск 14, режущий и зажимной ползуны 15 и 16, пяту 17, фланец 18, нижний нож 19 и верхний прижим 20. Пластины 21 и 22 крепятся соответственно к ползунам 8 и- 16 и позволяют производить смену прижима и .ножа. Рычаги 2 и 3 имеют разборную конструкцию и скреплены при помощи болтов 23. Разжим режущего 7 и зажимного 8 ползунов осуществляется пружинами 24,
Диск 14 шарнирно связан с шатуном
25,соединенным с двуплечим рычагом
26,установленным шарнирно в станине ножниц и шарнирно связанным с шатуном 25 и тягой 27.Основной двуплечий лчаг 28 шарнирно установлен в станине ножниц и связан шарнирно с тягой
.27 и роликом 29,контактирующим с кулачком 30, закрепленным на кривошипном валу кривошипно-шатунного механизма 1. В исходном положении рычага 2 и 3 удерживаются за счет уравновешивателей 31 и 32 и подпружиненных упоров 33 и 34.
Ножницы работают следующим образом.
Пруток 35 подается рольгангом 36 до упора (не показан). При включении привода ножниц .кривошипный вал кривошипно-шатунного механизма 1 поворачивается вместе с кулачком 30, который через основной двуплечий рычаг 28. и тягу 27 поворачивает двуплечий рычаг- 26. Происходит поворот диска 14 и пяты 17 вокруг оси О. При этом зажимной ползун 16 перемещается в радиальном направлении, происходит предварительный зажим прутка ножом 19 и прижимом 20.При дальнейшем повороте кривошипного вала происходит зажим отрезаемой части прутка в режущем рычаге а/йалогично зажиму прутка в зажимном/рычаге.
Затем рычаг 2, опускаясь вниз с зажатой отрезаемой заготовкой, давит
на нож 19, при этом увеличивается зажим прутка и заготовки, так как рычаг 3, стремясь повернуться вокруг оси 4, увеличивает силу зажима прутка за счет дополнительного поворота диска 14, шарнирно соединенного с шатуном 25. В дальнейшем при, увеличении усилия от кривошипно-.шатунного механизма 1 рычаг 2 поворачивается вокруг оси 4. при неподвижном зажимном
рычаге 3, т.е. при увеличений сопротивления прутка в момент реза происходит увеличение его зажима.После среза заготовки инерция рычагов 2 и 3 гасится при помощи уравновещивате лей 31 и 32. Возврат рычагов 2 и 3
происходит до подпружиненных упоров 33 и 34. Отрезанная заготовка сталкивается прутком на лоток (не показан) , цикл работы ножниц повторяется.
Использование предлагаемых ножниц позволяет повысить их производительность, так как не требуется дополнительного времени на срабатывание пневмоцилиндра предварительного зажима прутка, а в связи с отсутствием аппаратуры управления пневмоцйлиндром повышается надежность работы ножниц.
Формула изобретения
Ножницы для резки проката, содержащие шарнирно установленные на станине зажимной и режущий рычаги с
5 ножами и прижимами, привод ножниц, связанный через кривошипно-шатунный механизм с режущим рычагом, и механизм перемещения зажимного рычага, отличающиеся тем, что, с
0 целью повышения пр,оизводительности и надежности работы, механизм перемещения зажимного рычага выполнен в виде кулачка, смонтированного на валу кривошипно-щатунного механизма, шарнирно- смонтированного на станине основного двуплечего рычага, одно плечо которого снабжено роликом, смонтированным с возможностью взаимодействия с кулачком, и шарнирно смонтированного на станине дополнительного двуплечего рычага, одно плечо которого шарнирно связано посредством тяги со свободным плечом основного двуплечего рычага, а другое шарнирно связано посредством шатуна с
5 зажимным рычагом.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 321321, кл. В 23 D 23/00,
0 в 26 D 3/16, В 26 D 7/00,
В 26 D 5/14, 02.11.70 (прототип).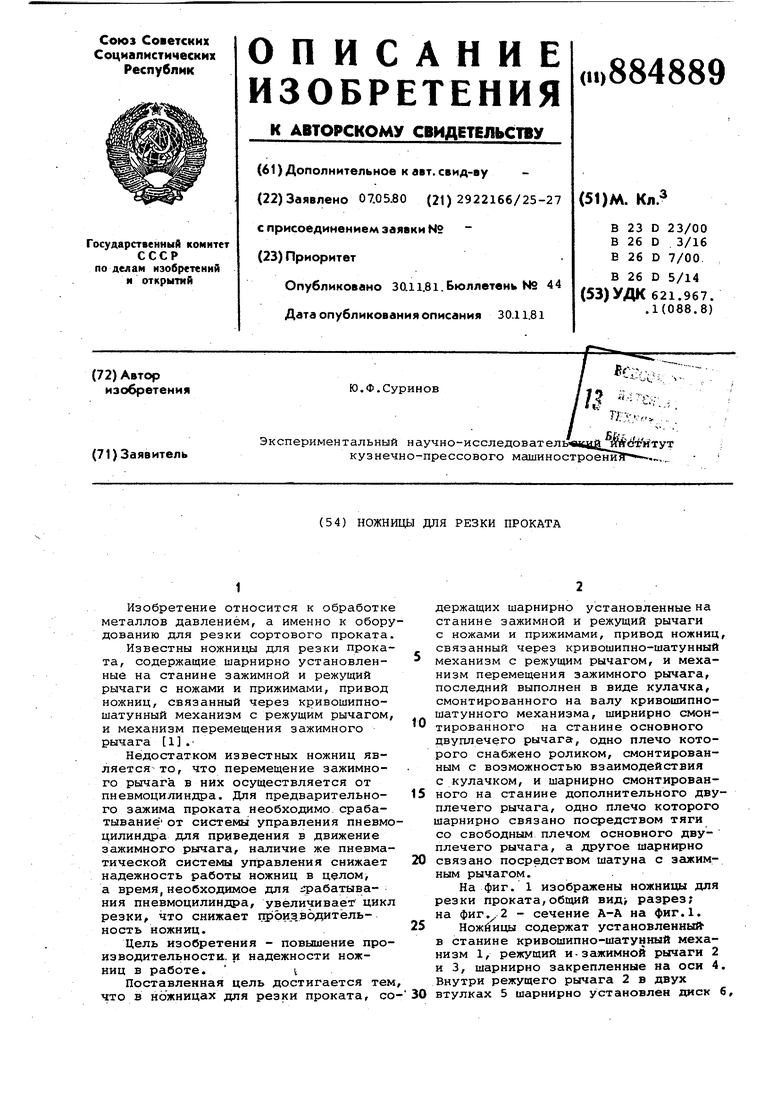
| название | год | авторы | номер документа |
|---|---|---|---|
| Кривошипные ножницы для резки сортового проката | 1980 |
|
SU882710A1 |
| Ножницы для резки проката | 1983 |
|
SU1136899A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU418289A1 |
| Ножницы для резки проката | 1976 |
|
SU745604A1 |
| Ножницы для резки проката | 1980 |
|
SU872064A1 |
| Ножницы для резки прутков | 1972 |
|
SU625585A3 |
| Пресс-ножницы | 1980 |
|
SU956180A1 |
| Ножницы кривошипные для резки сортового проката | 1987 |
|
SU1444096A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Ножницы для резки проката | 1982 |
|
SU1050816A1 |