Изобретение отно.сится к обработке металлов давлением, в частности, к устройствам для резки сортового проката на заготовки мерной длины, и может iaftTH применение в различных отраслях машиностроения и метал обработки. Известны кривошипные ножницы для резки сортового проката содержащие верхнюю и нижнюю траверсы, перемеща eNttJe силовыми цилиндрами в направля ющих станины и связанные соответственно г несущими верхний и нижний ножи ползунами, перемещаемыми приводом, и узел зажима разрезаемого проката, выполненный в виде закрепленного на нижней траверсе верхнего прижима, поджимающего разрезаемый прокат к нижнему ножу, и закрепленного на верхней траверсе нижнего прижима, поджимгисщего отрезаемую загот овку к верхнему ножу 1. Такими ножницами отрезаются заготовки высокого качества. Однако механизм дифференцированного зажима сложен в изготовлении и отладке и значительно утяжеляет ножницы, увеличивая их габариты. Зажим с постоянным усилием должен быть значитель ным, составляя 25-100% от усилия резки, в противном случае происходит отжатие прижимов усилием опрокидывания прутка или отгибания заготовки, что ведет к увеличению габаритов, веса и потребляемой энергии ножниц. Известны также ножницы для резки сортового проката, содержащие узел резки в виде неподвижного ножа, закрепленного на станине, и подвижного ножа, взаимодействующего с неподвижным и установленного на ползуне, связанном с приводом возвратно-поступательного перемещения, узел зажима отрезаемой заготовки в виде подушки с нижним при5кимом, размещенной в нижней части ползуна и поджимаемой к подвижному ножу приводом, и узел зажима проката в виде ползушки с верхним прижимом, расположенным над неподвижным ножом 2. С целью, повышения качества реза ножницы снабжены поводком, связывающим ползун с ползушкой, которая подпружинена относительно станины, фиксатором зажима проката, размещенным в станине и взаимодействующим с ползушкой, и узлом соединения подушки с ползуном, размещенным в
подушке и вэаимодействутсщим с ползуном.
Для улучшения условий зажима фиксатор зажима проката выполнен в виде силовых цилиндров, расположенных по обе стороны полэушки и имеющих штоки со скошенными концами и клиньев, закрепленных на ползушке и взаимодействующих со штоками.
Для унификации деталей узел соединения подушки с ползуном выполнен в виде силовых цилиндров ее штоками, имеющими скошенные концы, и клиньев, расположенных в ползуне по обе стороны подушки и взаимодействующих со штоками.
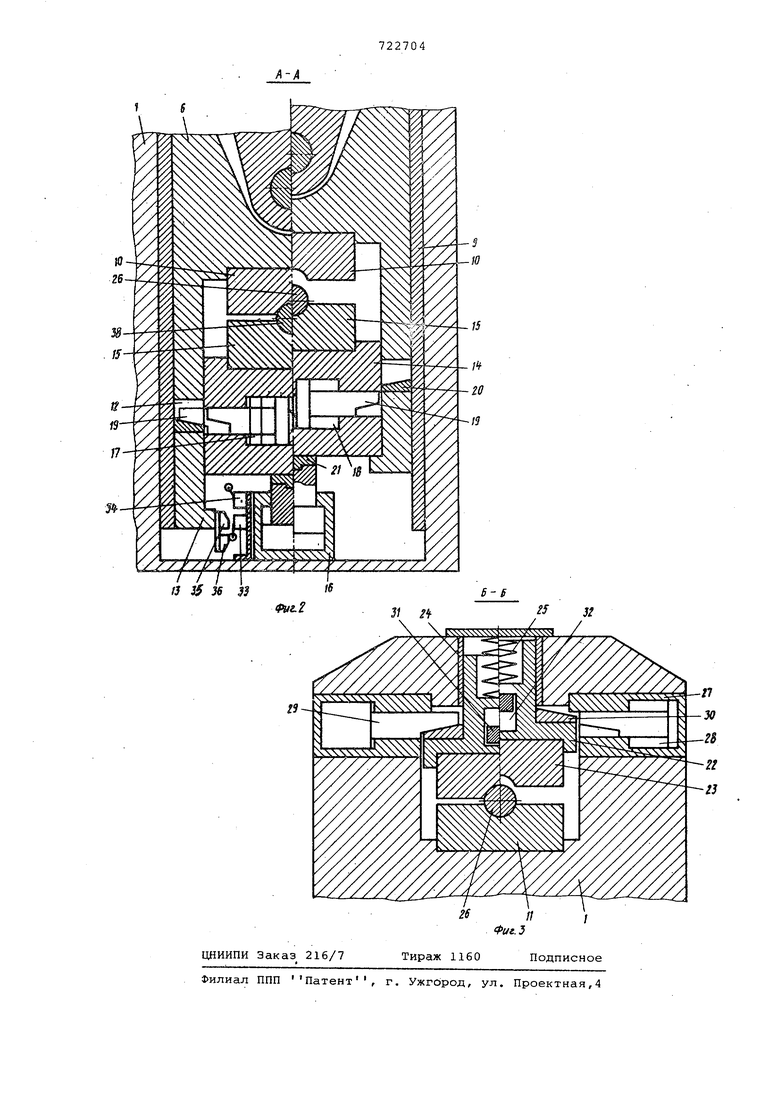
На фиг.1 показаны ножницы с вырывом в плоскости подачи прутка, узлы показаны в исходном положении, общий вид; на фиг.2 - поперечный разрез узла зажима заготовки,справа от вертикальной бсевой линии узел показан в верхней мертвой точке, слева - в нижней мертвой точке (разрез А-А на фиг.1); на фиг.З - поперечный разрез узла зажима проката, справа от вертикальной осевой линии узел показан в верхней мертво точке, слева - в положении фиксации проката (разрез Б-Б на фиг,1).
Ножницы содержат станину 1 и размещенные на ней задний упор 2, узел уравновешивания и амортизации (на .чертеже не показан) , узлы реза 3, узлы зажима заготовки 4 и узлы проката 5, система управления..
Узел реза 3,представляет собой .ползун 6, получающий возвратно-поступательное движение от эксцентрикового механизма 7 и электромеханического привода 8, установленный в направляющих 9 станины 1 и несущий подвижный верхний нож 10, взаимодействующий с неподвижным ножом 11, закрепленным на станине 1. В ползуне б выполнены отверстия 12 и выступы 13.
Узел зажима 4 заготовки состоит из подушки 14, несущей нижний прижим 15, опирающийся на силовой цилиндр 16, и связанной с узлом 17 соединения ползуна б с подушкой 14. выполнен в виде силовых цилиндров 18, штоки 19 которых имею скошенные концы, и клиньев 20, закре шенных в отверстиях 12 ползунов Подушка 14 размещена в нижней части ползуна 6, установлена на сменный съемный наконечник 21 силового цилиндра 16 и поджимается им к подвижному ножу 10..
Узел зажима проката 5 содержит ползушку 22 с закрепленными на ней верхним прижимом 23 и гильзой 24, Пружина 25 постоянно подпирает ползу1аку 22 в сторону проката 26. Фиксатор 27 зажима выполнен в виде силовых цилиндров 28, установленных на станине 1 по обе стороны ползушки 22 и имеющих штоки 29 со скошенными концами, и клиньев 30, закрепленных на ползушке 22 и взаимодействующих со штоками 29.
Поводок 31, закреплен в ползуне 6 и входит в паз 32, выполненный в ползушке 22 с возможностью ее подъема при ходе вверх..
На станине 1 установлены переключатели 33 и 34, предназначенные соответственно для опускания штока цилиндра 16 при ходе ползуна 6 вниз и подъема штока цилиндра 16 рри ходе ползуна 6 вверх, для чего на ползуне 6 закреплены копиры 35 и 36.
Клинья 20 и 30 могут быть выполнены в виде планок с наклонными поверхностями , полувтулок или втулок с конусными, отверстиями. Соответственн концы 19, 29 штоков могут быть с наклонными скосами или с конусными концами. Отсутствие жесткой связиМежду подушкой 14 и цилиндром 16 облегчает монтаж. Кроме того, положение подушки 14 определяется положением штока цилиндра 16. Регулировку и.сходного положения подушки 14 можно производить регулировкой положения штока цилиндра 16 за счет наконечника 21. Копир 35 может быть установлен и на ползушке 22. Для Ограничения хода подушки 14 вверх на станине 1 могут быть смонтированы подпружиненные.ограничители. Возможн также такое исполнение привода подъема ползушки 22; поводок 31 закрепле на ползушке 22, а паз 32 под поводок выполнен в ползуне 6.
В исходном положении ползун 6 находится вверху и поводком 32 удерживает ползушку 22 в верхнем крайнем положении,- сжимая пружину 25. Подушка 14 поднята выступами 13 ползуна 6 или штоком цилиндра 16 на высоту, отрегулированную с помощью наконечника 21. Штоки 19, 29 силовых цилиндров отведены, ножи и прижиг-ш разведены, возможна подача проката.Копир 35 нажимает на переключатель 34, цилиндр 16 поддерживает подушку 14.
Ножницы работают .следующим образом.
Прокат 26 рольгангом 37 подается до упора 2, после чего начинается ход ползуна 6 вниз. Подушка 14 продолжает оставаться в верхнем положении, поддерживаемая силовьом-цилиндром 16. Поводок 31 опускается,и вместе с ним под действием пружины 25 опускается ползушка 22, зажимая прокат 26 неподвижно. Фиксаторы 27 вьщвигаются и взаимодействуя с клиньями 30, фиксируют ползушку 22 в положении зажима проката 26, как показано на фиг.З слева. Ползун 6 продолжает движение и верхним ножом 10 прижимает отрезаемую часть проката к нижнему прижиму 15. В это
время отверстия 12 ползуна 6 окажутся против штоков 19, которые вьздвинутся и соединят подушку 14 с ползуном б, отчего подушка 14 движется далее вниз вместе с ползуном б. При дальнейшем движении ползуна б вниз произойдет отрезка заготовки 38, На фиг.2 слева показано тонкими линия ш и затушевано положение штока 19 при соединении. В конце хода вниз копир 36 нажимает переключатель 33, который соединяет нижнюю полость силового цилиндра 16 с атмосферой, а верхнюю - с пневмосетью. Тем самым подушка 14 при начинающег Гся далее подъеме ползуна б оказывается без привода (шток цилиндра 16 опущен, между выступами 13 и подушкой 14 образовался зазор) и свободно лежит на штоке цилиндра 16.
Заготовка 38 освобождается поднимающимся ножом 10 и остается на нижнем прижиме 15. Ползун 6 посредством поводка 31 поднимает ползушку 22 с верхним прижимом 23, которая сжимает пружину 25. Прокат 26 освобождается . При ходе вверх копир 35 нажимает переключатель 34, который подает воздух в нижнюю полость цилиндра 16, поднимая его шток и подушку 14. В случае каких-либо заклиниваний подушка 14 будет поднята выступами 13 ползуна 6.
Механизмы пришли в исходное положение и готовы к совершению очередного- реза. Прокат 26 подается -рольгангом 37 до упора 2, выталкивая при этом отрезанную заготовку 38 на склиз 39, по которому она попадает в тару. Затем цикл повторяется.
Конструкция ножниц обеспечивает не только постоянное усилие зажима, но и фиксацию положения деталей механизма зажима относительно друг друга что более важно для устранения опрокидывания прутка и отгибания заготовки, т.е. для получения заготовк высокого качества. Причем усилие зажима в конструкции должно быть достаточным лишь для плотного прижатия ножа к прутку или заготовке для устранения зазоров ( в прежних кон.струкциях оно должно было уравновешивать усилия опрокидывания и отгибания) , а поэтому может быть небольшим (в пределах 0,1-1% от усилия резки). Усилие фиксации при правильном подборе угла клина и материала взаимодействующих элементов будет незначительным. Снижение требуемых усилий зажима прутка и заготовки позволит уменьшить габариты, энергоемкость, вес и стоимость ножниц.
Форь5ула изобретения
.1. Ножницы для резки сортового проката, содержащие узел резки в виде
0 неподвижного ножа, закрепленного на станине, и подвижного ножа, взаимодействующего с неподвижным и установленного на ползуне/ связанном с приводом возвратно-поступ&тельного перемещения, узел зажима отрезаемой
s заготовки в виде подушки с нижним прижимом, размещенной в нижней части ползуна и поджимаемой к подвижному ножу приводом,и узел зажима проката в виде ползушки с верхним прижимом,
0 расположенным над неподвижным ножом,. отличающиеся тем, что, с целью повышения качества реза, они снабжены поводком, связывающим ползун с ползушкой, которая подпружинена
5 относительно станины, фиксатором зажима проката, размещенным в станине и взаимодействующим с ползушкой, и узлом соединения подушки с ползуном, размещенным в подушке и взаимодейст0вующим с ползуном.
2.Ножницы по П.1, о т л и ч-а ющ и е с я тем, что, с целью улучшения условий зажима, фиксатор зажима проката выполнен в виде силовых ци5линдров, расположенных по обе стороны ползушки и имеющих штоки со скошенными концами, и клиньев, закрепленных на ползушке и взаимодействующих со штоками.
0
3.Ножницы по П.1, отличающиеся тем, что, с целью унификации деталей, узел соединения подушки с ползуном выполнен в виде силовых цилиндров со штоками, имеюгцими
5 скошенные концы, и клиньев, расположенных в ползуне, по обе стороны подушки и взаимодействующих со штоками.
Источники информации, принятые во внимание при экспертизе
0
1.Авторское свидетельство СССР В 209183, кл. В 23 D 23/00, 1964.
2.Авторское свидетельство СССР № 302184, кл. В 23 D 23/00,1965 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1493396A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Ножницы для резки сортового проката | 1978 |
|
SU749579A1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1530347A1 |
| Ножницы кривошипные для резки сортового проката | 1987 |
|
SU1444096A1 |
| Кривошипные ножницы для резки сортового проката | 1980 |
|
SU882710A1 |
| Ножницы для резки проката | 1988 |
|
SU1668061A1 |