(54) ЭЛЕКТРОД-ИНСТРУМЕНТ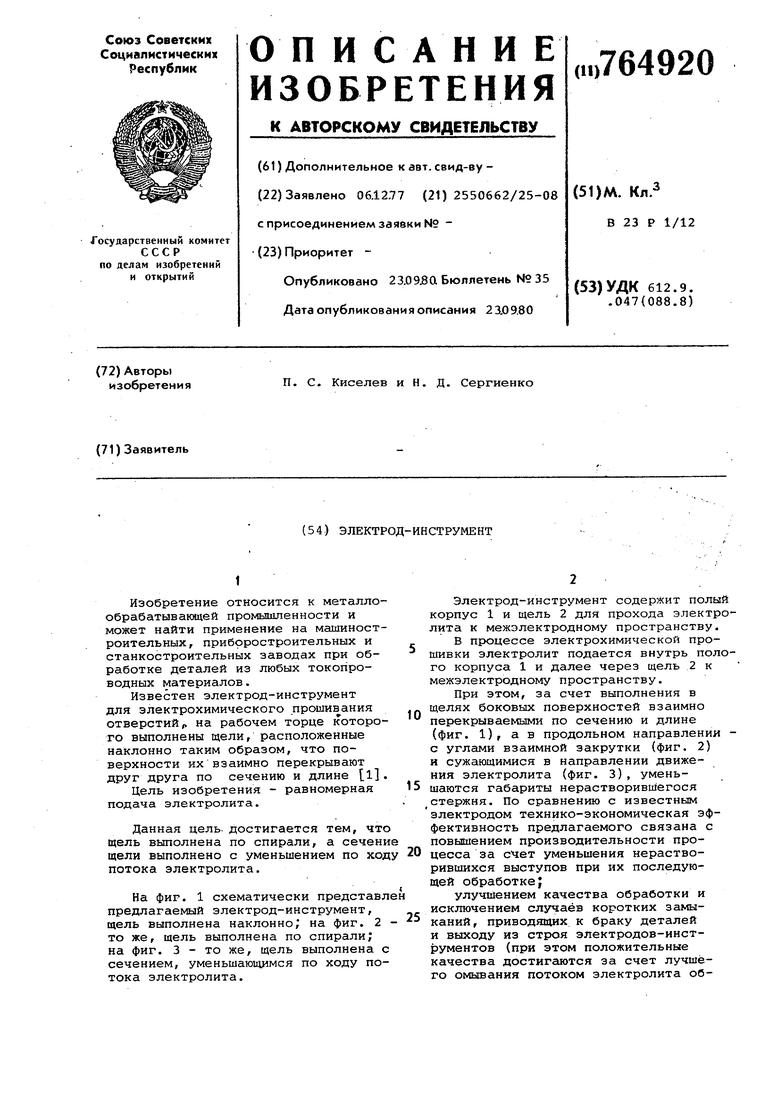
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| ПАЛЬЧИКОВОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2442051C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |
| Устройство для электрохимического прошивания отверстий | 1976 |
|
SU745635A1 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU848238A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2008 |
|
RU2389927C1 |
| Способ электроэрозионнохимической обработки | 1981 |
|
SU992146A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210471C1 |
| Электрод-инструмент | 1972 |
|
SU505551A1 |
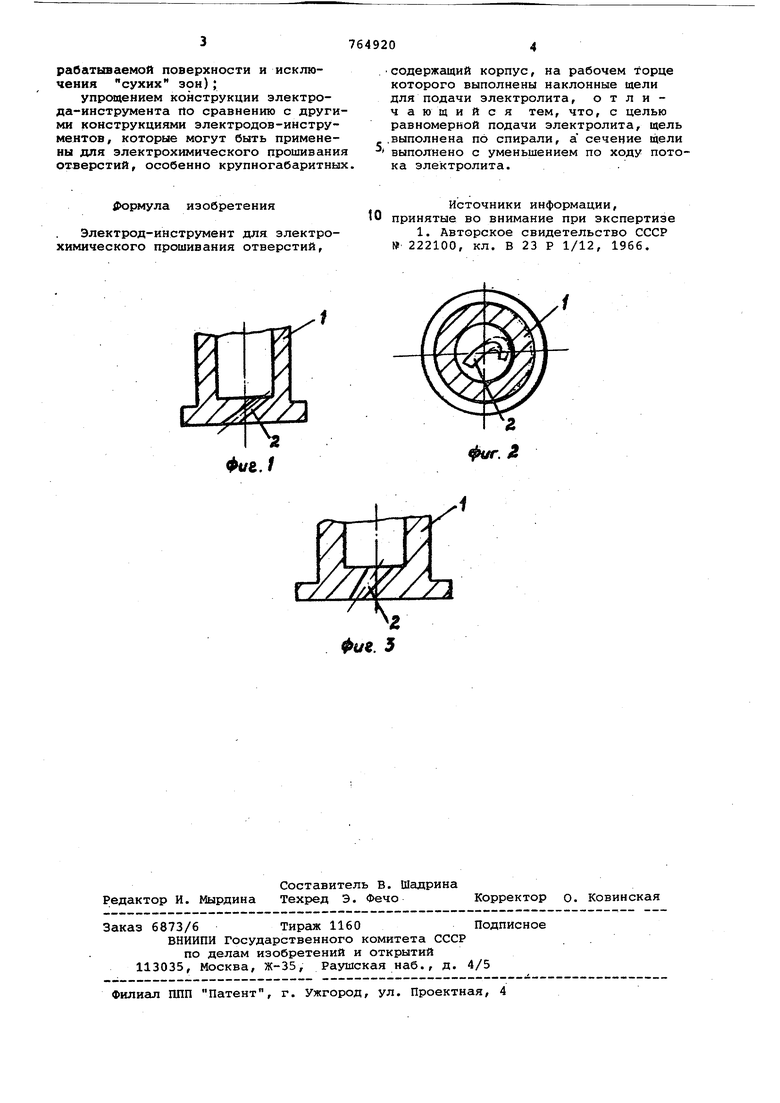
Изобретение относится к металло обрабатывакяцей промышленности и может найти применение на машиност роительных, приборостроительных и станкостроительных заводах при обработке деталей из любых токопроводных материалов. Известен электрод-инструмент для электрохимического прошивания отверстийр на рабочем торце которо го выполнены щели, расположенные наклонно таким образом, что поверхности их взаимно перекрывают друг друга по сечению и длине 1 Цель изобретения - равномерная подача электролита. Данная цель, достигается тем, чт щель выполнена по спирали, а сечен щели выполнено с уменьшением по хо потока электролита. На фиг. 1 схематически представ предлагаемый электрод-инструмент, щель выполнена наклонно, на фиг. 2 то же, щель выполнена по спирали; на фиг. 3 - то же, щель выполнена сечением, уменьшающимся по ходу по тока электролита. Электрод-инструмент содержит полый корпус 1 и щель 2 для прохода электролита к межэлектродному пространству. В процессе электрохимической прошивки электролит подается внутрь полого корпуса 1 и далее через щель 2 к межэлектродному пространству. При этом, за счет выполнения в щелях боковых поверхностей взаимно перекрываемыми по сечению и длине (фиг. 1), а в продольном направлении с углами взаимной закрутки (фиг. 2) и сужающимися в направлении движения электролита (фиг. 3), уменьшаются габариты нерастворившегося стержня. По сравнению с известным электродом технико-экономическая эффективность предлагаемого связана с повышением производительности процесса за счет уменьшения нерастворившихся выступов при их последующей обработкеJ улучшением качества обработки и исключением случаев коротких замыканий, приводящих к браку деталей и выходу из строя электродов-инструментов (при этом положительные качества достиггиотся за счет лучшего омывания потоком электролита обрабатываемой поверхности и исключения сухих зои);
упрощением конструкции электрода-инструмента по сравнению с другими конструкциями электродов-инструментов, которые могут быть применены для электрохимического прошивания отверстий, особенно крупногабаритных.
Дюрмула изобретения
Электрод-инструмент для электрохимического прошивания отверстий.
содержащий корпус, на рабочем Торце которого выполнены наклонные щели для подачи электролита, отличающийся тем, что, с целью равномерной подачи электролита, щель .выполнена по спирали, а сечение щели выполнено с уменьшением по ходу потока электролита.
Источники информации, 10 принятые во внимание при экспертизе
У.
У/ТУЛт.
л
. 5
V
