t -....-;.; - . Изобретение относится к электрофизическим и электрхимическим методам обработки и, вча:стноетиг касает-. ся устройства дляэлектрохимического прсшивания отверстий. Известныустройства для электрохи ьшчесного прошивания отверстий преимущественно в длинномерных деталях с электродом-инструментом, имеющим рабочий буртик и центральную полость .для подвода электролита и связанным с механизмом вращения и рабочей подачи и с системами прокачки электроЛ1 та, создания магнитного поля в эр не обработки и питания технологическим током ij - 3 . Однако известные устройства из-з ведения процесса не в зоне с наибол шей магнитной индукцией не обеспечивают максимально возможную протлэ-всдительнодть процесса и точность обработки. Целью изобретения является повышение производительности и точнсэсти обработки, а также снизление энергетических затрат на обработку. Поставленная цель достигается тем, что.система создания магнитног поля с полюсными наконечниками уста ндвлена на буртике со стороны нерабочего то|ща, -при этом плоскости торцовых полюсных наконечников перпёндикулярны, а; поверхности боковых полюсных наконечников параллельны направлению перемвдения электродаинструмента. Такое -устройство п6зволяе.т за счет локализации процесса растворения повысить одновременно мощность, произзвсяительность и КПД электрохимического процесса, точность и чистоту обработанной поверхности. На чертеже изображено предлагаемое устройство. Оно состоит из магнита 1, прикрепленного соосно к электроду-инструменту 2, на боковые поверхности которого нанесен слой изоляции 3. Электрод-инструмент через электродержатель 4 соединен с механизмом 5 подачи и вращения. При помощи этого механизма электрод-инструмент пере- метается вдоль оси 6 в направлении к обрабатываемой детали-7, при этом он может совершать вращательное движение вокруг оси 6. Ось. симметрии магнитных силовых линий, показанных пунктирными линиями, совпадает с S iaKsSS ftSsu E,i....:.:-,.,..,,. :, .„t-u..™.-; л -;-..,-::.;-, ...... --йапраалением перемещения электродаинструмента, т.е. с осью 6. Магнит 1 устайаэпййается так, что бы вазоне обработ1 :й7 т,ё. между торцалш электрода-инструмента и обрабатываемыми площадками детали 7., была наиббйШай магнитная индукция, перпе дикулярная к обрабатываемой поверхности. дяя уёелйчения магнитного поля по флюсные наконечники 8 и 9 расположены 1Г неп6срёдствённой е5лиз ости от элект рода-инструмента и ббрабатываемой де тали. В качестве потюсного наконеч. ника 9 йспОльзЬван торец Элёктрода-и струмёнта 2.,:..-: . .: :.; .. v ::/::. -v -; JleoexpflHMoe магнитное поле можно If ЙШасйать йрй 11СхмЬ1Дй э магнитов с ферромагнитныш сердечниками, В конкретном случае па раШтры оШсй-Йк M «aTeipHa; iiffilf b:провсдза могут бнть выбраны, а требу ёШй ТШгйи ййя индукция экспеЕ ймёй тально подобрааа за изШЙеЙЙя тока, проходящего через обмЪтку, Обмотку электрем&:гиита можно эапи тать технологическим, токсм, т.е, вкл чить её последовательно с элект$ Ьдом йШтрументом, в зчсял случае индукция может быть подобрана за счет изменений числа витков обмоТки РаЙ бр электролита принудительно щэокачивается при noMoi H, сие темы 10 прокачки электролита череэ отвё тия в эЯектрододержателе и электродё инс Трумента и межалектрод ный йромежуток 2-7. Величина противодавления элект 1 ЙйТа На выходе из МежэлёктрЪдйЫгй зазора регулируется клапан см 11, Технологический ток ;необходимой величины и формы подается от источни ка питания 12, С целью уменьшения габарито в стан ка обработка може% пр6йз0Ьй1 тьЪ5 п|$именении зак жатой камеры 13, Оптимальный межэлектродный промежуток 2-7 устанавливается известными способами при помацй peгyлятopa JЮдачи (иге псжазан)|3а счет ) tjTig&ailiJftBOB и механизм подачи5 пепемещается (с вращением или вращения) электрод-инструмент 2 в rti oдольнс л {вертикальном) направлении, т.е .по оси б сйм ё%рии м&1гнитйых J силЪвых .линий, , ,, . ..1 . . Для уменьшения растворенйястёнок отверстия%Ъ.рхжна йоверхнос;ть элект рЬдОДержателя 4 также покрывается даоляцией 3. Устройство работает следующим об: разом,. г. . . . . ., . . -.. ... включения системы 10 прокач : кй электролита к межэлектродному про межутку 2-7 подается нагфяжение от 1 ; источника питания 12 и сразу начи етйя процесс обработки.. В это время - §ЗГетктр6Д-инструмент врезается в .. - -- Сила Лоренца практически не оказывает действия на анионы, движущиеся под действием электрического поля источника питания 12 в направлений оси симметрии 6 магнитного поля. Эти анионы беспрепятственно, т.е. без воздействия магнитного поля, совершают полезную работу по обработке детали 7. Кроме того, магнитное поле предотвращает взаимное отталкивание анионов под действием пространственного заряда.Днй&йы, имеющие начальные скорости под углом к оси б симметрии за счет магнитн&го поля закручиваются по спирали в зону обработки и не попадают в большинстве случаев на бокоBrie стенки отверстия, изготовляемого в детали. 7. Происходит фокусирование анионов. Чем сильнее магнитное, поле, тем значительнее эффект фокуЪи| ованйя анионов на зону обработки и тем меньше растравливание боковых стенок прошиваемого отверстия. Закрученные анионы передают часть своей энергии молекулам электролита и увлекайт их во вращение. Поскольку действу(адие сияы имеют объемный характер, то электролит переходит во все ускоряющее вращательное движение вокруг оси 6, О&дчно электролит попадает в зону обработки через отверстие и его поток расширяется на 360° что приводит к разрлвным кавернам, расположенHfelM адиалКнЬ к отверстию, В этих каsejiHax иэ-за отсутствия электролита не прЬисхояит обработка детали. Сообщение поступательндМу потоку электролита вращательного движения не только препятствует образгованию разрывнах каверн, но и улучшает перемешива ие электролита при сравнительно равномерном распределении анионов,, что интенсифицирует в зоне обработки электрохимический процесс. Эффективность этогЬ процесса возрастает d увеличением скорости вращения электролит а, которая в свою очередь увеличивается с тювышением магнитной индукции йсув еличением тока, т.е. увеличейие ийгййтйого оЛя положительйо Сказывается на процессе растворения детали в зоне обработки. Под торцом электрода-инструмента процесс растворения обрабатываемой дёталип|$бйс хЩйт paiSHc iepHo и стабильно при п ЬТностях тока/ значитМйьно йрёвььлайщия гшотности тока на боковых псйерхностях По мере обработки электрод-инст;ру.мент 2 вместе с магнитной системой 1,8 и 9 перемещается вдоль оси б. Предельная скорость обработки без налШёйй я магнитного поля составляет 1/5-2 мм/мин. При больших подачах возникают прижоги.
Обработка при помощи данного устройства позволяет прошивать анашо гичные отверстия при скорости подачи 15-20 км/мин. При этом уменьшается конусность отверстия и улучшается качество обработанной поверхности.
Формула изобретения
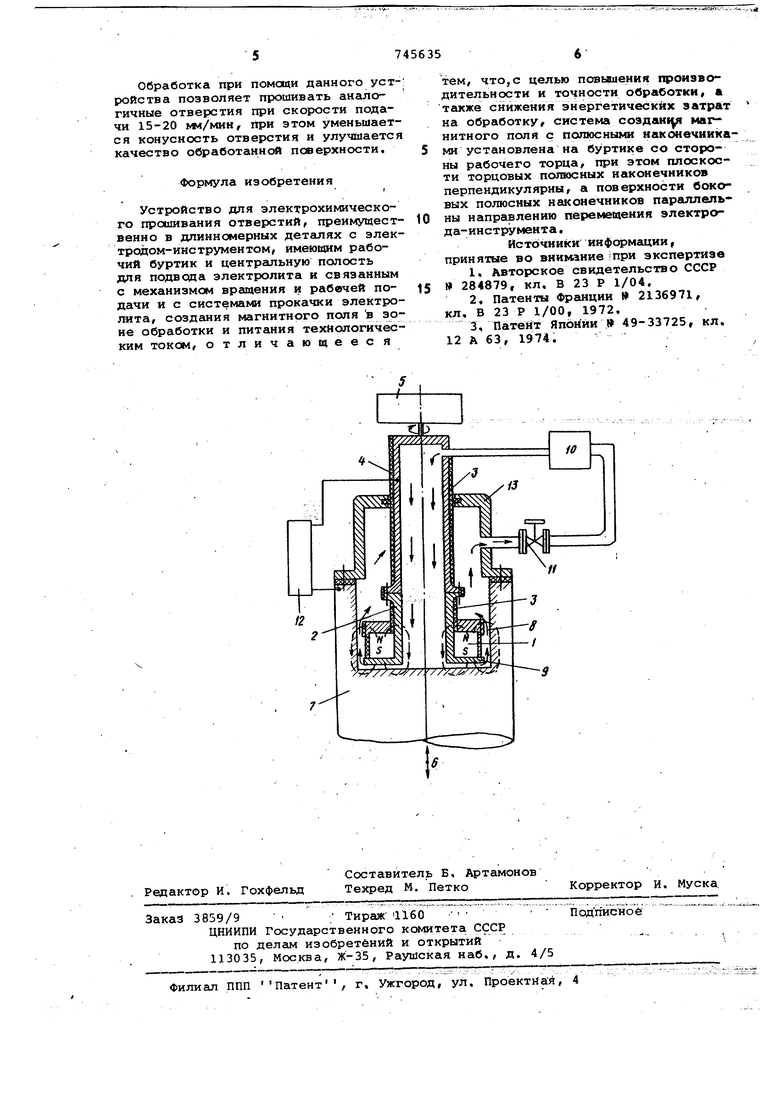
Устройство для электрохимического прошивания отверстий, преимущественно в длинномерных деталях с электродом-инструментом, имеюсцнм рабочий буртик и центрёшьную полость для подвода электролита и связанным с механизмом вращения и рабочей подачи и с системами прокачки электролита, создгшия магнитного поля в зоне обработки и питания технологичекзким током, отличающеес я
745635
тем, что,с целью повышения произво дительности и точности обработки, а тгисже снижения энергетических затрат на обработку, система создайну магнитного поля с полюсными яаконечниками установлена на буртике со стороны рабочего торца, при этом плоскости торцовых полюсных наконечников перпендикулярны, а поверхности боксвых полюсных наконечников параллельны направлению перемещения электрода-инструмента.
Ис точники ИИформгщии, принятые во вним.зние :при экспертизе
1,Авторское свидетельство СССР I 284879, кл. В 23 Р 1/04,
2,Патенты Франции 2136971, кл, В 23 Р 1/00, 1972,
3,Патент Японии 49-33725, кл, 12 А 63, 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической прошивки глубоких отверстий | 1989 |
|
SU1720817A1 |
| Устройство для размерной электрохимической обработки | 1986 |
|
SU1425006A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1994 |
|
RU2078654C1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Способ полирования деталей типа тел вращения | 1990 |
|
SU1722791A1 |
| Электрод-инструмент | 1980 |
|
SU937125A1 |
| Электрод-инструмент | 1972 |
|
SU505551A1 |
| Способ размерной электрохимической обработки | 1984 |
|
SU1192917A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1971 |
|
SU312725A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
