Изобретение относится к области литейного производства, конкретно к конструкции опочной оснастки, используемой для изготовления мало- и сред негабаритных полуформ из сязпучих песков с герметизирующим покрытием, упрочняемьис вакуумированием, в массовом, серийном и индивидуальном про изводстве, Известна опока для изготовления литейных полуформс использованием сыпучего наполнителя без связующего, выполненная.в виде открытой сверху и снизу рамы, стенки которой нмеяп бор расположенный с наружной стороны, и отверстие для вакуумпровода 1. Недостатком известной опоки является несовершенная конструкция внутренней стороны стенки, обуславливакяаая недостаточную поверхность кои такта и слабое сцепление стенки опоки с покрытием, что часто приводит к отрыву герметизирующего покрытия от стенок опоки при удалении модели и разрушению полуформ. Также известна опока, содержащая раму, стенки которой имеют борта, и средство для сообщения внутренней полости рамы с источником вакуума 2. Известная опока непригодна для изготовления полуформ из сыпучих песков с герметнзируюкгим суспензионным пократиен по следую1цкм причинам: углубление внутри борта создает затруднения при очистке борта от покрытия; при нанесении на вертикальн Ю стенку борта покрытие стекает BHHS что приводит к значительно.му утолщению покрытия у основания борта. Вследствие этого из-за неполного протекания процессов твердения при сушке покрытия в месте сцепления с бортом опоки имеет низкую прочность к отрывается при извлечении Это вызывает необходимость предохранения вертикёшьного борта и стенки опоки ov нанесения „суспензионного покЕягтия. Целью изобретения является уввли чеиие контакта герметизируюмего суспензионного покрытия с опокой для уменьшения возможности разрушения формы. Указанная цель достигается за счет того, что внутренний ее борт имеет клиновидную форму с углом скоса 2030, а основание борта составляет 0,04-0,08 от среднего размера опоки в свету.
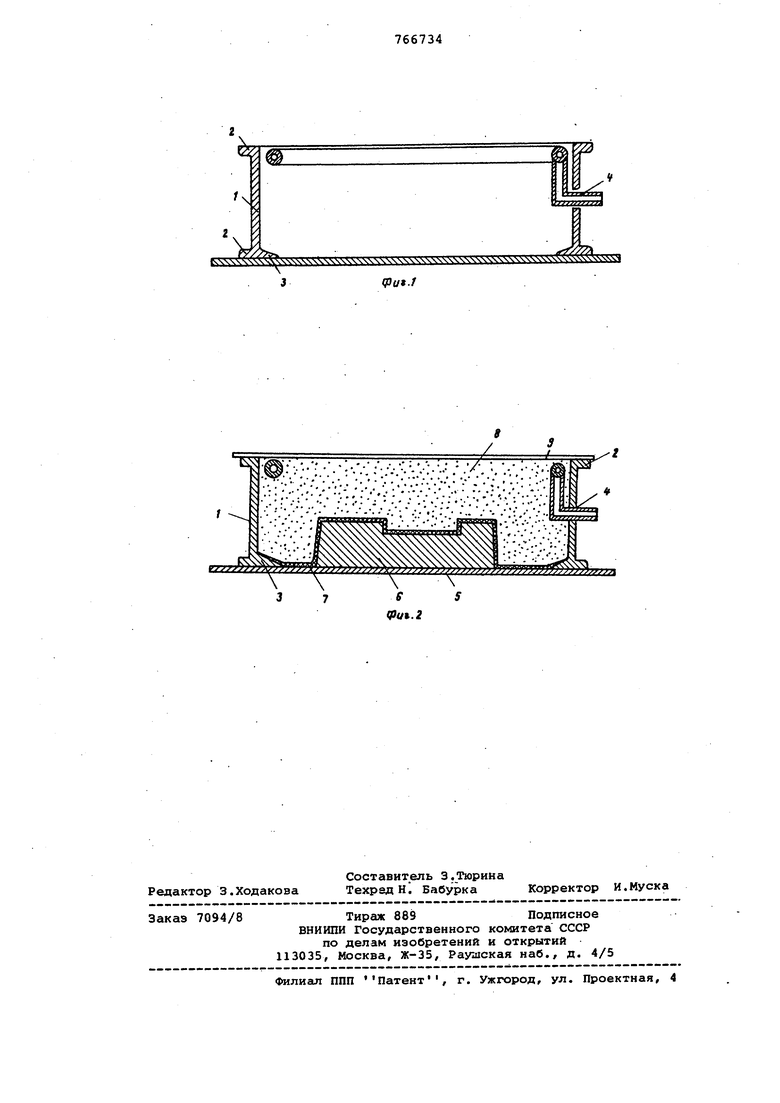
На фиг. 1 изображена опока в разрезе; на фиг. 2 - полуформа в разрезе.
Опока выполнена в виде открытой сверху и снизу рамы, стенки 1 которой сйабжены с наружной стороны бортами 2, расположенными по плоскоетям разъема и засыпки, с внутренней стороны бортом 3, распб женным по плоскости разъема, и отверстием 4 дл вакуумпровода, размещенным в одной из боковых стенок. Борт 3 имеет форь клина с углом сзкоса-20-30, величина основания которого по плрскости разъема составляет 0,04-0,68 от среднего размера опоки в свету. ,
При уменьшении угла скоса менее 20 значительно уменьшается средняя толщина борта к/2 по сравнению с толщиной стенки опоки, которая в зависимости от среднего размера опоки в свету колеблетйяв пределах 7-20 мм. Например, если принять()/2 500 мм, 2&/() 0,06, при угле скоса 20° (tg 20° 0,364) высота борта К е tgoi 500-0,ОбС, 364 11 мм; К/2 5,5 мм, при угле скоса 15 (tg 0,27) К 500-0,06-0,27 «8,1; К/2 4.
Значительная разница в толщинах приводит к более интенсивному разогреву клиновидного борта в процессе работы и возникновению внутренних наряжений в местах соединения нагретого борта с более массивной и холодной стенкой опоки.
При увеличении угла скоса более 30 затрудняется получе1; ие покрытия равномерной толщины из-за стекания суспензии с наклонной стенки борта, что приводит к ухудшению сцепления покрытия с сыпучим песком и клиновидным бортом опоки.
При уменьшении основания борта ме«нее 0,04 от габаритного размера опоки уменьшается поверхность контакта герметизирующего покрытия с опокой, что может привести к отрыву герметизирующего покрытия от стенок опоки и разрушению полуформы при удгшении модели. Увеличение основания борта более 0,08 от габаритного размера опоки нецелесообразно, так как умень шлется полезная площадь опоки в свету и увеличивается расход формовочных материалов.
Величина поверхности контакта герметизирующего покрытия со стенкой опки при изготовлении полуформы соответствует площади скоса борта, в то время как в прототипе поверхность контакта ограничена толщиной слоя покрытия.
Устройство работает следующим образом (фиг. 2)t
Опока устанавливается на подмоделную плиту 5, после чего на рабочую поверхность модели 6, под лодельной плиты 5 и скос борта 3 опоки наносится суспензионное герметизирующее покрытие 7. После формирования герметизирующего покрытия 7 засыпается сыпучий песок 8, полуформа герметизируется со стороны контрлада герметизирующим элементом 9 и подключается к вакуумной системе. После удаления подмодельной плиты 5 и модели 6 герметизирующее покрытие 7 остается в полуформе и облицовывает
скос борта 3 и рабочую полость полуформы .
Клиновидный борт увеличивает в 3раза поверхность контакта и повышает силу сцепления герметизирующего покрытия с опокой, предотвращает отрыв герметизирующего пЬкрытия от стенки опоки и разрушение полуформы при выеке модели.
Формула изобретения
Опока для изготовления литейных форм вакуумной формовкой, содержащая раму, стенки которой имеют борта и средство для сообщения внутренней .полости рамы с источником вакуума, отличающаяся тем, что, с целью увеличения контакта герметизирующего суспензионного покрытия с опокой для уменьшения возможности pasps eHKH формы, внутренний нижний борт имеет клиновидную форму с углом скоса 20-30, а основание борта составляет 0,04-0,08 среднего размера опоки в свету.
Источники информации, принятые во внимание при экспертизе
1.Заявка ФРГ 2516257, кл. В 22 С 15/12, 1976.
2.Патент США 3960198, кл. В 22 D 7/04, 1976.
i
/ / /
V
х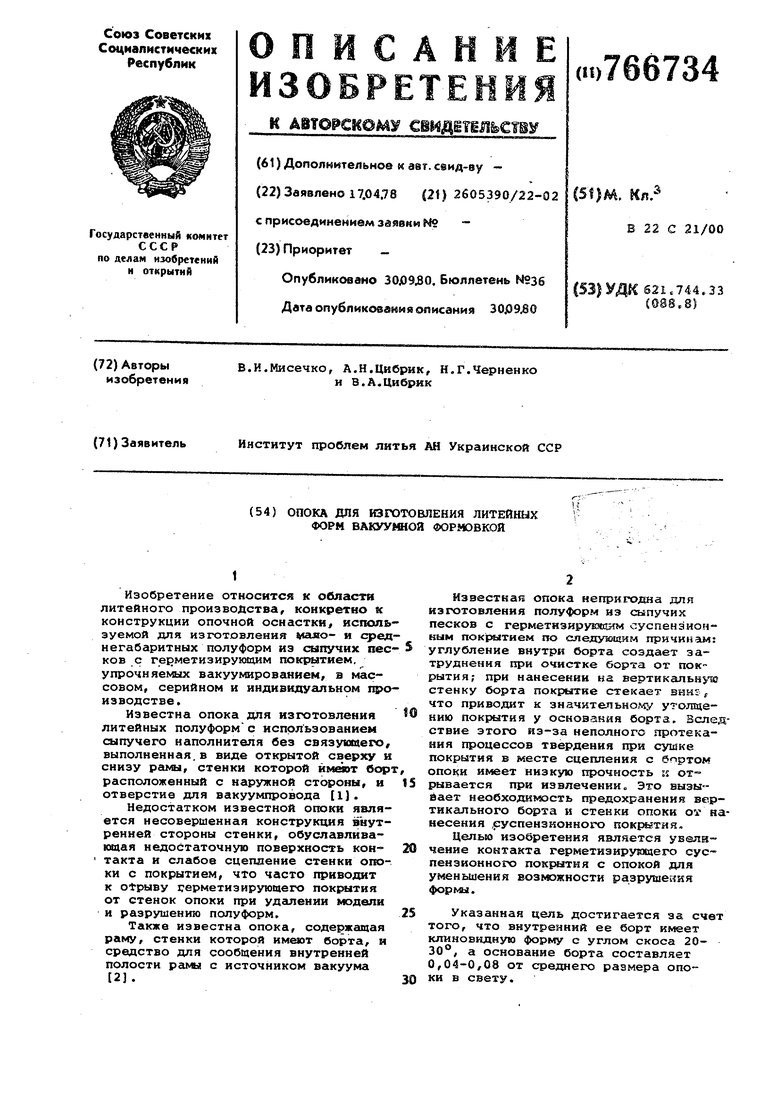

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Способ изготовления литейных форм | 1979 |
|
SU825269A1 |
| Способ изготовления литейных форм процессом вакуумной формовки | 1978 |
|
SU778902A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| Опока для вакуумной формовки | 1979 |
|
SU1102656A1 |
| Опока для вакуумной формовки | 1981 |
|
SU969427A1 |
| Способ изготовления литейных форм | 1975 |
|
SU556883A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1993 |
|
RU2067039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |