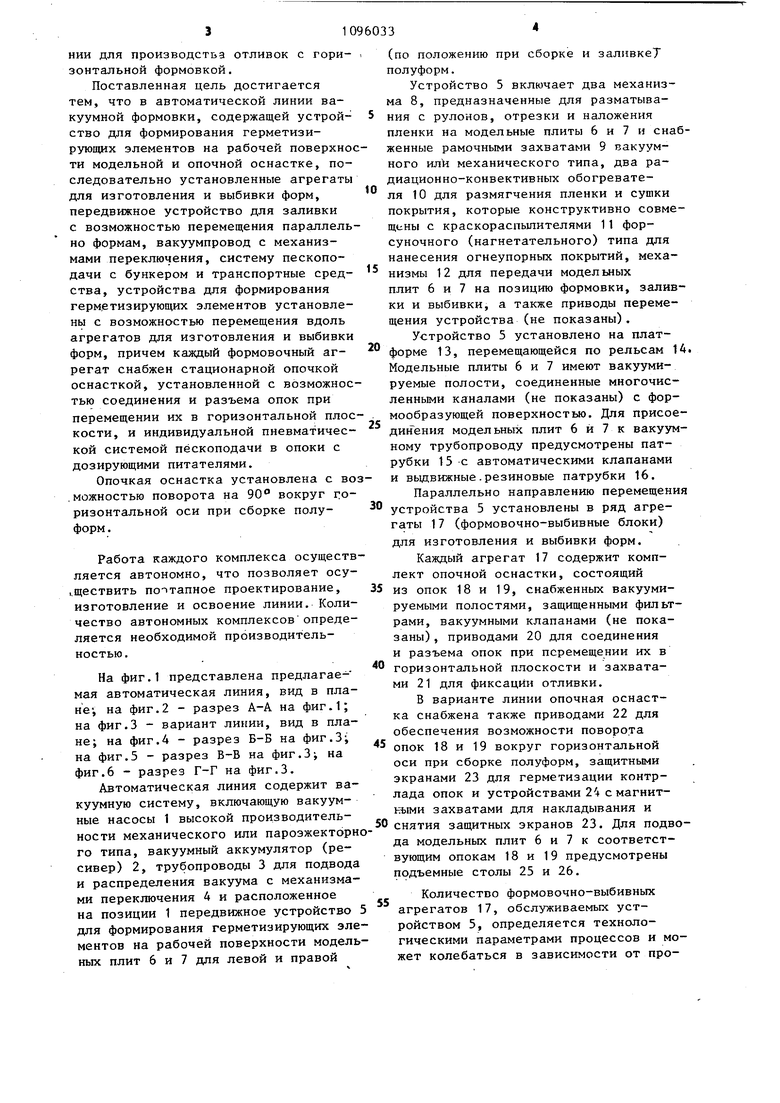
10 Изобретение относится к лнтейному производству и может быть использовано для производства отливок разнообразной номенклатуры, различного развеса и типа сложности на предприятиях промышленности строительных материалов, химического и сельскохозяйственного машиностроения электротехнической и легкой промышле ности и др. в формах из сыпучих песков с вертикальной заливкой форм. Известны автоматические литейные линии для производства отливок, в ко торых технологические операции организованы по принципу непрерывного потока. Оборудование и рабочие места таких линий располагаются в порядке последовательности операций и разделены в пространстве. Операции выполняются одновременно на всех рабочих местах, при этом передача объектов обработки осуществляется соответству щими транспортными средствами, чаще всего горизонтально замкнутым литейным конвейером с непрерывным движениeмt13. Недостатками такого принципа компоновки являются потребность в зн чительных производственных площадях, большие энергетические затраты на транспортировку объектов, высокие показатели трудоемкости и стоимости проектирования, изготовления, освоения и эксплуатации сложных систем, состоящих из многих взаимосвязанных агрегатов. Кроме того поломка (остановка) одного из агрегатов, входящих в состав поточной линии, приводит к остановке всей линии, поэтому надежность линии уменьшается при увеличении числа последовательно соединенны аШрегатов. Производительность линий с поточным принципом лимитируется операцией имеющей.наиболее высокую трудоемкост и длительность. Анализ технологических схем плани ровки автоматических литейных линий . показывает, что наиболее высокую надежность имеют автоматические линии в основу которых положен модульный принцип. При такой планировке агрегаты, образующие автономный комплекс (модуль), соединяются параллельно (дублируются), поэтому выход из стро одного из агрегатов не влияет на раб ту параллельных комплексов. 3 Наиболее близким к изобретению по технической сущности и достигаемому результату является установка для вакуумной формовки, содержащая устройства дня формирования герметизирующих элементов на рабочей поверхности модельной и опочной оснастке, последовательно установленные агрегаты для изготовления и выбивки форм, передвижное устройство для заливки с возможностью перемещения параллельно формам, вакуумпровод с механизмами переключения, систему пескоподачи с бункером и транспортные средстваС2. Формирование герметизирующего элемента в известном оборудовании осуществляется на той же позиции, что и засыпка песка в опоку. Это затрудняет облицовку герметизирующим элементом модельной оснастки со сложной конфигурацией рабочей поверхности, особенно при получении форм с глубокими полостями или выступами. Система пескоподачи известного оборудования включает передвижной бункер, который заполняется песком на исходной позиции у элеватора и предназначен для обслуживания ряда формовочных агрегатов. Это приводит к увеличению энергетических затрат на транспортировку больших масс формовочного песка при производстве крупногабаритных отливок типа купальных ванн, боковых рам, тележек грузовых железнодорожных вагонов и др. и снижению производительности, так как для повторной загрузки бункер должен возвращаться на исходную позицию. К недостаткам известного оборудования следует отнести также узкую область его применения, ограниченную отливками простой конфигурации небольшого развеса, из-за отсутствия устройств для спаривания и сборки полуформ. Указанные недостатки оборудования приводят к снижению его надежности при производстве крупногабаритных отливок со сложной конфигурацией рабочей поверхности. Целью изобретения является повышение надежности работы, сокращение производственных площадей и энергетических затрат на транспсу)тировку объектов, а также расширение технологических возможностей лиНИИ для производства отливок с горизонтальной формовкой. Поставленная цель достигается тем, что в автоматической линии вакуумной формовки, содержащей устройство для формирования герметизирующих элементов на рабочей поверхно ти модельной и опочной оснастке, последовательно установленные агрегаты для изготовления и выбивки форм, передвижное устройство для заливки с возможностью перемещения параллель но формам, вакуумпровод с механизмами переключения, систему пескоподачи с бункером и транспортные средства, устройства для формирования герметизирующих элементов установлены с возможностью перемещения вдоль агрегатов для изготовления и выбивки форм, причем каждый формовочный агрегат снабжен стационарной опочкой оснасткой, установленной с возможнос тью соединения и разъема опок при перемещении их в горизонтальной плос кости, и индивидуальной пневматической системой пёскоподачй в опоки с дозирующими питателями. Опочкая оснастка установлена с во .можностью поворота на 90 вокруг горизонтальной оси при сборке полуформ. Работа каждого комплекса осуществ ляется автономно, что позволяет осу..ществить поэтапное проектирование, изготовление и освоение линии. Количество автономных комплексовопределяется необходимой производительностью, На фиг.1 представлена предлагаемая автоматическая линия, вид в плане-, на фиг.2 - разрез А-А на фиг.1; на фиг.З - вариант линии, вид в плане; на фиг.4 - разрез Б-Б на фиг.З; на фиг.З - разрез В-В на фиг.З; на фиг.6 - разрез Г-Г на фиг.З. Автоматическая линия содержит вакуумную систему, включающую вакуумные насосы 1 высокой производительности механического или пароэжекторн го типа, вакуумный аккумулятор (ресивер) 2, трубопроводы 3 для подвода и распределения вакуума с механизмами переключения 4 и расположенное на позиции 1 передвижное устройство для формирования герметизирующих эле ментов на рабочей поверхности модель ньк плит 6 и 7 для левой и правой (по положению при сборке и заливкеТ полуформ. Устройство 5 включает два механизма 8, предназначенные для разматывания с рулонов, отрезки и наложения пленки на модельные плиты 6 и 7 и снабженные рамочными захватами 9 вакуумного илk механического типа, два радиационно-конвективных обогревателя 10 для размягчения пленки и сушки покрытия, которые конструктивно совмещены с краскораспылителями 11 форсуночного (нагнетательного) типа для нанесения огнеупорных покрытий, механизмы 12 для передачи модельных плит 6 и 7 на позицию формовки, заливки и выбивки, а также приводы перемещения устройства (не показаны). Устройство 5 установлено на платформе 13, перемещающейся по рельсам 14. Модельные плиты 6 и 7 имеют вакуумируемые полости, соединенные многочисленными каналами (не показаны) с формообразующей поверхностью. Для присоедиьГения модел ьных плит 6 и 7 к вакуумному трубопроводу предусмотрены патрубки 15 с автоматическими клапанами и вьщвижные.резиновые патрубки 16. Параллельно направлению перемещения устройства 5 установлены в ряд агрегаты 17 (формовочно-выбивные блоки) для изготовления и выбивки форм. Каждый агрегат 17 содержит комплект опочной оснастки, состоящий из опок 18 и 19, снабженных вакуумируемьми полостями, защищенными фильтрами, вакуумными клапанами (не показаны) , приводами 20 для соединения и разъема опок при перемещении их в горизонтальной плоскости и захватами 21 для фиксации отливки. В варианте линии опочная оснастка снабжена также приводами 22 для обеспечения возможности поворота опок 18 и 19 вокруг горизонтальной оси при сборке полуформ, защитными экранами 23 для герметизации контрлада опок и устройствами 24 с магнитными захватами для накладывания и снятия защитных экранов 23. Для подвода модельных плит 6 и 7 к соответствующим опокам 18 и 19 предусмотрены подъемные столы 25 и 26. Количество формовочно-выбивных агрегатов 17, обслуживаемых устройством 5, определяется технологическими параметрами процессов и может колебаться в зависимости от продолжительно.ти формирования гермети эирующего,элемента и скорости охлаждения металла в форме. Пневматическая система пескоподачи включает бункеры 27 для песка с дозирующими питателями 28, для каждой полуформы, устройс.тво 29 для просеивания, охлаждения и транс портировки песка и устройство 30 для приемки песка из развакуумированных опок. Передвижное устройство 31 для дозирования и запивки жидкого метал ла представляет собой теплоизолирова ный ковш (миксер), укомплектованный приборами для контроля температуры и уровня жидкого металла. Ковш установлен на платформе 32, перемещающейся параллельно ряду формовочно-выбивных агрегатов 17 по рельсам 33. Кроме того, линия включает транспортные средства: конвейер 34 для транспортировки отливок, расположенный параллельно ряду агрегатов 17 и взаимодействующий с ними при помощи тележек 35, снабженных устройствами для укладки или навешивания отливок, и транспортер 36 для уборки отходов и мусора, снабженный усторойствами для мягнитной сепарации и просеивания отходов. Автоматическая линия работает следующим образом. .Формирование герметизирующих элементов производится одновременно на обеих модельных плитах 6 и 7. .- о Пленка сматывается с рулонов, протягивается под рамочные захваты 9, расположенные между соответствующими модельными плитами и нагревателями, и отрезается. Время, необходимое для перевода пленки в пластичное сос тояние, устанавливается в зависимости от режима нагрева, природы и толщины пленки и задается реле времени В пластичном состоянии пленка рамочными захватами 9 накладывается на вакуумируемые модельные плиты 6 и 7 под действием разрежения плотно притягивается к их формообразующей поверхности. Затем краскораспылителями 11 на пленку наносят огнеупорное покрытие, сушка которого осуществля ется обогревателями 10 при интенсив .ной циркуляции горячего воздуха и о соса продуктов.испарения. После суш ки покрытия обогреватели 10 выключаю а модельные плиты 6 и 7 подают к соответствующим олокам 18 и 19. После стыкования модельньпс плит 6 и 7 с опоками 18 и 19 производят засыпку песка из бункеров 27 питателями 28. Уплотнение песка производят с помощью вибраторов, установленных на опоках 18 и 19. При горизонтальной формовке (вариант линии) после разравнивания песка по контрладу и удаления излишка песка контрлад опок 18 и 19 герметизируют защитными экранами 23. Вакуумные полости опок 18 и 19 подключают к вакуумной системе . После упрочнения полуформ под действием разрежения модельные плиты 6 и 7 отключают от вакуумной системы, извлекают из полуформ и возвращают для .нового цикла формирования герметизирующего элемента. Устройство 5 перемещают к следзпощему формовочно-выбивному агрегату 17, и цикл формовки повторяют. При вертикальной формовке после удаления модельных плит 6 и 7 производят спаривание полуформ путем перемещения опок 18 и 19 в горизонТальной плоскости, а при горизонтальной формовке после удаления модельных плит 6 и 7 опоки 18 и 19 приводом 22 поворачивают таким образом, что плоскость разъема формы принимает вертикальное положение, фиксируют их по заданным координатам и затем производят спаривание. Готовую форму заливают жидким металлом из ковша. В это время на последующих агрегатах 17 производят изготовление полуформ и формирование герметизирующих элементов. Количество агрегатов 17 должно быть рассчитано таким образом, чтобы к моменту освобождения опок 18 и 19 на первом агрегате 17 агрегат с устройствами для формирования герметизирующих элементов находился в исходном положении. После кристаллизации и охлаждения отливки до требуемой температуры (10-15 мин) полуформу с болваном отключают от вакуумной системы и перемещают на позицию формовки. 3 процессе перемещения опоки песок высыпается в устройство 30. Освобождённую от песка опору 19 фиксируют в конечном положении. При горизонтальной I формовке опоку 19 поворачиваютоНа 90 до исходного горизонтального положения . Другая полуформа в момент удаления полуформы с болваном остается подключенной к вакуумной системе. Во избежание свободного выпадания отливки при удалении песка из опоки отливку фиксируют захватами 21, полу форму возвращают в исходное положение и отключают опоку от вакуумной системы. Песок высыпается в устройство 30, а отливку тележкой 35 передают на конвейер 34, При горизонтальной формовке с контрлада опок 18 и 19 устройством 24 снимают экраны 23, после чего опоки готовы к следующему циклу формообразования. После просеивания и охлаждения песок поступает в бункеры 27. Просыпанный песок, скрап и мусор поступают на транспортер и направляются на утилизацию, Вьшолнение автоматической линии по модульному принципу, новая компоновка и взаимосвязь элементов (вынесение устройства для формирования герметизирующих элементов на отдель ную позицию и возможность его перемещения относительно формовочных агр гатов, применение стационарной опоч ной оснастки и индивидуальной пневматической системы пескоподачи, применение устройств для спаривания, разъема и поворота опок) позволяют . повысить надежность работы линии и коэффициент использования оборудования, значительно сократить производственные площади и энергетические затраты на транспортировку объектов, расширить технологические возможности применения линии для производства отливок различной номенклатуры при вертикальной и горизонтальной формовках, уменьшить трудоемкость и стоимость проектирования, изготовления, освоения и эксплуатации линии. Проведена проверка отдельных узлов и агрегатов на опытно-промьшшенном участке при получении отливок радиаторов, купальных ванн и корпусов реакторов химической аппаратуры. Предварительный расчет ожидаемого годового экономического эффекта показывает, что экономия от применения автоматической линии для производства ванн составляет около 500 тыс. руб., а в целом по отрасли около 15 млн. руб. в год.
0.--Л
-30
Фиг. 6

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1979 |
|
SU825269A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Способ изготовления литейных форм процессом вакуумной формовки | 1978 |
|
SU778902A1 |
| Автоматическая формовочная линия | 1981 |
|
SU1031645A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| Опока для вакуумной формовки | 1980 |
|
SU952416A1 |
| Опока для изготовления литейных форм вакуумной формовкой | 1978 |
|
SU766734A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |




1. АВТОМАТИЧЕСКАЯ ЛИНИЯ ВА- . КУУМНОЙ ФОРМОВКИ для производства преимущественно крупногабаритных отливок со сложной конфигурацией рабочей порерхности, содержащая устройства для формирования герметизирующих элементов на рабочей поверхности модельной и опочной оснастке, последовательно установленные агрегаты для изготовления и выбивки форм, передвижное устройство д,ля заливки с возможностью перемещения параллельно формам, вакуумпровод с механизмами переключения, систему пескоподачи с бункером и транспортные средства, отличающаяся тем, что, с целью повышения надежности работы, сокращения производственных площадей и энергетических затрат на транспортировку, устройства для формирования герметизирующих элементов установлены с возможностью перемещения вдоль агрегатов для изготовления и выбивки форм, причем каждый формовочный агрегат снабжен стационарной опочной оснасткой, установленной с возможностью соединения и разъема опок при перемещении их в горизонтальной плоскости, и индивидуальной пневматичес(Л кой системой пескоподачи в опоки с дозируюпщми питателями. 2. Автоматическая линия по п.1, отличающаяся тем, что с целью расширения технологических возможностей линии для производства отливок с горизонтальной формовкой, со о: опочная оснастка установлена с возможностью поворота на 90 вокруг о оо горизонтальной оси при сборке полуформ.. 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
