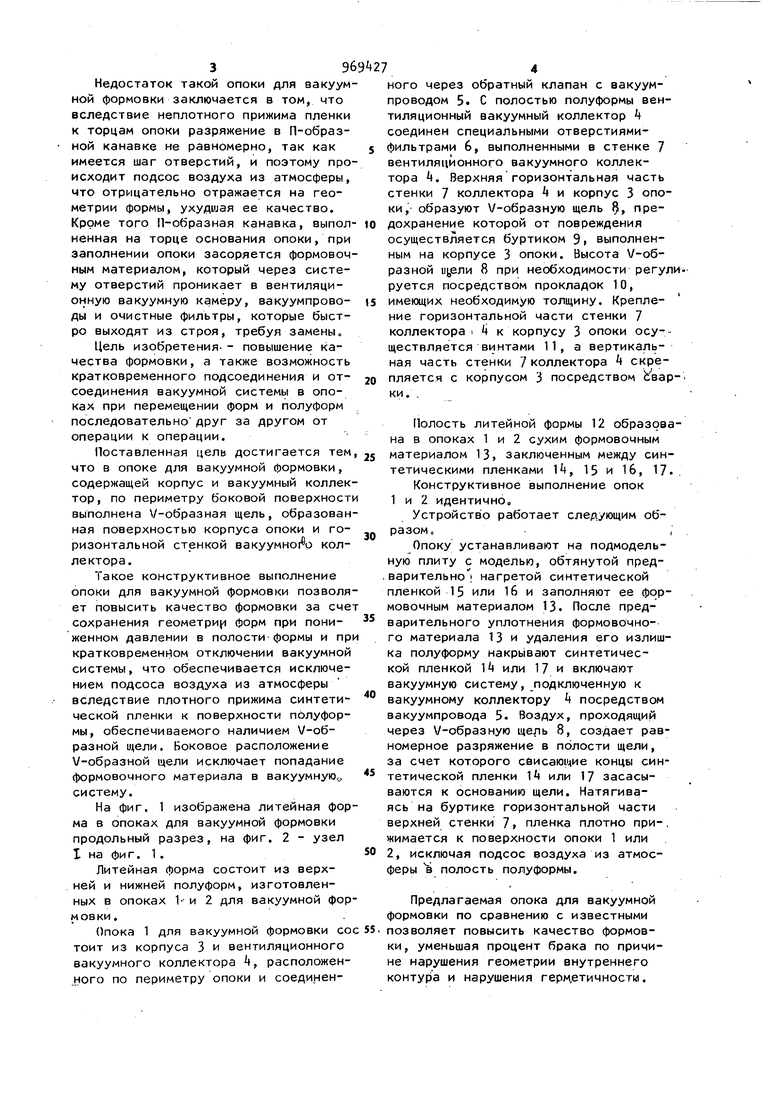
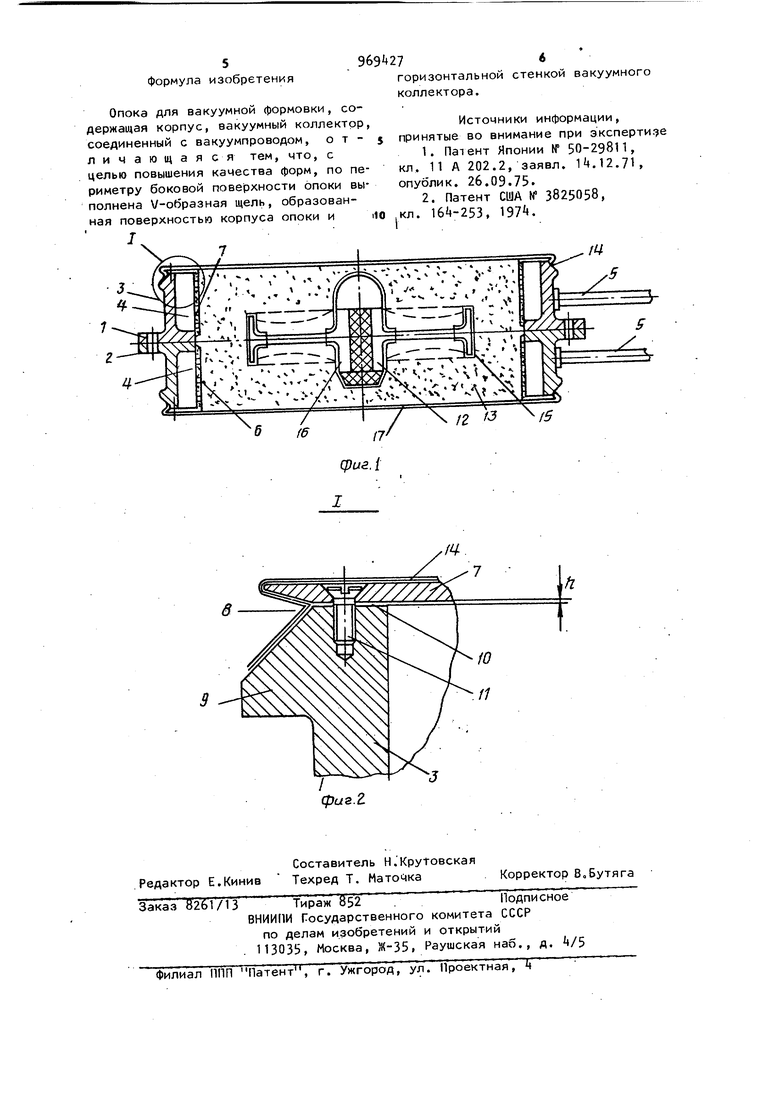
Изобретение относится к литейному производству, а точнее - к вакуумно-пленочной формовке литейных форм, и может быть использовано при изготовлении литейных форм по способу вакуумной формовки при пониженном давлении, при котором множество опок одновременно вакуумируются при помощи вакуумного средства, при этом изготовление литейных форм осуществляется во время перемещения форм и полуформ последовательно друг за другом с подключением и отключением вакуумных средств. Известна опока для вакуумной фор мовки, в боковых стенках которой им ются отверстия и связанный с отверстиями вакуумпровоДа Опока снабжена буферными втулками и имеет двойные боковые стенки, образующие камеру. Во внутренней стенке имеются отверстия, изнутри к этой стенке примыкает сетчатый фильтр. Камера соединена с отверстиями и вакуумтрубопроводом с отверстием. После засыпки песка опока закрывается слоем пленки и включается вакуумная система Т. Недостатком этой опоки является возможный подсос воздуха со стороны верхней и нижней плоскостей форм, что приводит к нарушению геометрии формы и ухудшению ее качества. Наиболее близкой по технической сущности к предлагаемой является опока для изготовления форм вакуумным способом, имеющая двойные стенки, между которыми расположены вакуумные камеры, соединенные системой трубопроводов с вакуум-насосом. Для герметизации контрладов формы торцовая часть контрлада опоки имеет П-образную канавку, соединенную системой отверстий с вакуумной камерой. Полость формы, содержащей верхнюю и нижнюю полуформы, облицована герметизирующим элементом С 2J. 3969 2 Недостаток такой опоки для вакуумной формовки заключается в том, что вследствие неплотного прижима пленки к торцам опоки разряжение в П-образной канавке не равномерно, так как имеется шаг отверстий, и поэтому происходит подсос воздуха из атмосферы. что отрицательно отражается на геометрии формы, ухудшая ее качество. Кррме того 11-образная канавка, выпол- to ненная на торце основания опоки, при заполнении опоки засоряется формовоч ным материалом, который через систему отверстий проникает в вентиляционную вакуумную камеру, вакуумпроводы и очистные фильтры, которые быстро выходят из строя, требуя замены о Цель изобретения- - повышение качества формовки, а также возможность кратковременного подсоединения и отсоединения вакуумной системь в опоках при перемещении форм и полуформ последовательно друг за другом от операции к операции. Поставленная цель достигается тем что в опоке для вакуумной формовки, содержащей корпус и вакуумный коллек тор, по периметру боковой поверхност выполнена /-образная щель, образован ная поверхностью корпуса опоки и горизонтальной стенкой вакуумно| р коллектора. Такое конструктивное выполнение опоки для вакуумной формовки позволя ет повысить качество формовки за сче сохранения гeoмeтpи 1 форм при пониженном давлении в полости-формы и пр кратковременном отключении вакуумной системы, что обеспечивается исключением подсоса воздуха из атмосферы вследствие плотного прижима синтетической пленки к поверхности полуформы, обеспечиваемого наличием V-образной щели. Боковое расположение V-образной щели исключает попадание формовочного материала в вакуумную систему. На фиг. 1 изображена литейная фор ма в опоках для вакуумной формовки продольный разрез, на фиг. 2 - узел I на фи г. 1 . Литейная форма состоит из верхней и нижней полуформ, изготовленных в опоках 1- и 2 для вакуумной фор мовки. Опока 1 для вакуумной формовки
тоит из корпуса 3 и вентиляционного вакуумного коллектора 4, расположенного по периметру опоки и соединен5
ки, уменьшая процент брака по причине нарушения геометрии внутреннего контура и нарушения герм,етичности. сое 55, позволяет повысить качество формов4ного через обратный клапан с вакуумпроводом 5. С полостью полуформы вентиляционный вакуумный коллектор t соединен специальными отверстиямифильтрами 6, выполненными в стенке 7 вентиляционного вакуумного коллектора k. Верхняя горизонтальная часть стенки 7 коллектора и корпус 3 опоки, образуют V-образную щель 9 предохранение которой от повреждения осуществляется буртиком 9 выполненным на корпусе 3 опоки. Высота -о6разной и,ели 8 при необходимости регулируется посредством прокладок 1 О, имеющих необходимую толщину. Крепление горизонтальной части стенки 7 коллектора 4 к корпусу 3 опоки осуществляется винтами 11, а вертикальная часть стенки 7 коллектора скрепляется с корпусом 3 посредством Ьварки. , Полость литейной формы 12 образована в опоках 1 и 2 сухим формовочным материалом 13, заключенным между синтетическими пленками It, 15 и 16, 17.. Конструктивное выполнение опок 1 и 2 идентично. Устройство работает следующим образом , Опоку устанавливают на подмодельную плиту с моделью, обтянутой предварительно нагретой синтетической пленкой 15 или 16 и заполняют ее формовочным материалом 13. После предварительного уплотнения формовочного материала 13 и удаления его излишка полуформу накрывают синтетической пленкой 1 или 17 и включают вакуумную систему, подключенную к вакуумному коллектору посредством вакуумпровода 5. Воздух, проходящий через V-образную щель 8, создает равномерное разряжение в полости щели, за счет которого свисающие концы синтетической пленки или 17 засасываются к основанию щели. Натягиваясь на буртике горизонтальной части верхней стенки 7, пленка плотно при-, жимается к поверхности опоки 1 или 2, исключая подсос воздуха из атмосферы полость полуформы. Предлагаемая опока для вакуумной формовки по сравнению с известными
59б9 274
формула изобретениягоризонтальной стенкой вакуумного
Опока для вакуумной формовки, содержащая корпус, вакуумный коллектор. Источники информации, соединенный с вакуумпроводом, о т - $ принятые во внимание при экспертизе личающаяся тем, что, с 1. Папент Японии № 50-29811, целью повышения качества форм, по пе- кл, 11 А 202.2, заявл. .12.71, риметру боковой поверхности опоки вы- опублик, 26.09.75. полнена V-образная щель, образованная поверхностью корпуса опоки и
коллектора.
2. Патент США № 3825058, 110 ,кл. , 197.
/ /2 f /
IT Сриг, i
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумной формовки | 1979 |
|
SU1102656A1 |
| Литейная форма | 1979 |
|
SU822977A2 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1296281A1 |
| Способ изготовления литейной формы вакуумной формовкой и устройство для его осуществления | 1983 |
|
SU1122399A1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Способ вакуумно-пленочной формовки в трех и более опоках | 1990 |
|
SU1792790A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
| Литейная форма | 1976 |
|
SU599909A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
