(54) ГОЛОВКА ДЛЯ РАСТОЧКИ КОЛЬЦЕВЫХ КАНАВОК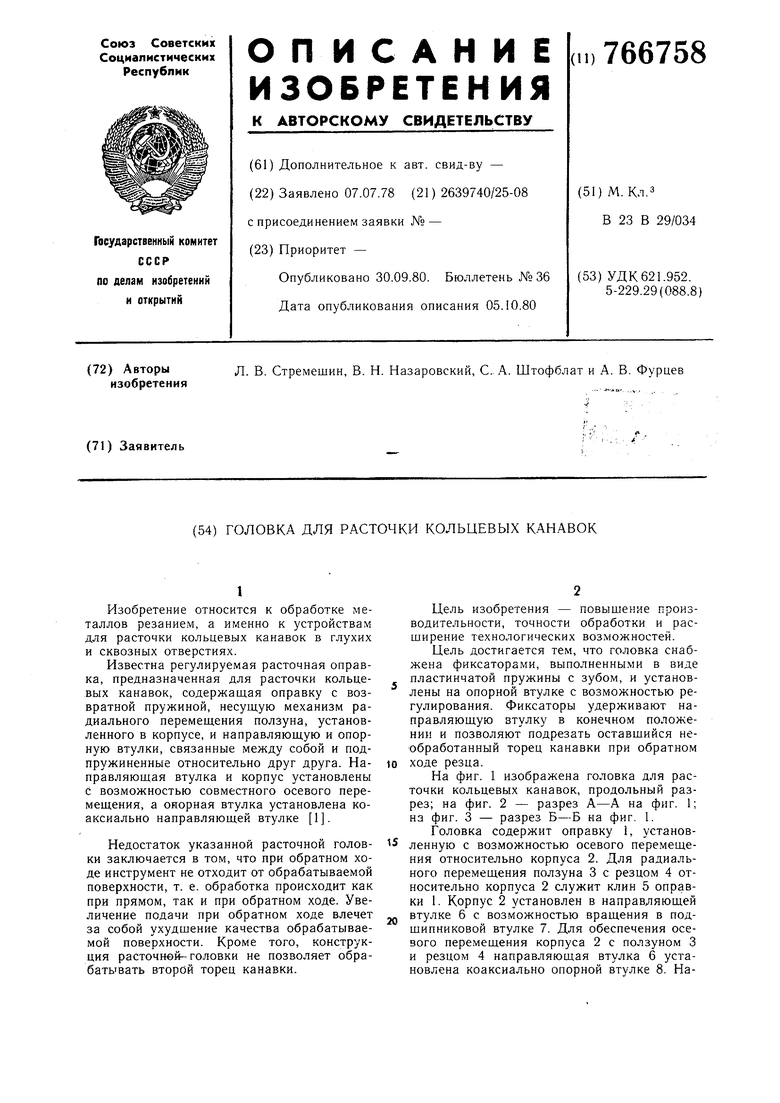
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для растачивания кольцевых канавок | 1986 |
|
SU1430184A1 |
| Расточная оправка | 1976 |
|
SU560703A1 |
| Силовая головка для многопроходной обработки внутренних поверхностей | 1983 |
|
SU1085698A1 |
| Устройство для растачивания | 1974 |
|
SU659075A3 |
| Головка для расточки канавок в стенках отверстий | 1987 |
|
SU1618512A1 |
| Головка для расточки кольцевых канавок | 1978 |
|
SU776751A1 |
| Станок для расточки канавок во вкладышах подшипников | 1991 |
|
SU1816562A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2001 |
|
RU2196027C2 |
| Устройство для обработки отверстий | 1974 |
|
SU542588A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |

1
Изобретение относится к обработке металлов резание.м, а именно к устройствам для расточки кольцевых канавок в глухих и сквозных отверстиях.
Известна регулируемая расточная оправка, предназначенная для расточки кольцевых канавок, содержащая оправку с возвратной пружиной, несущую механизм радиального перемещения ползуна, установленного в корпусе, и направляющую и опорную втулки, связанные между собой и подпружиненные относительно друг друга. Направляющая втулка и корпус установлены с возможностью совместного осевого перемещения, а оиорная втулка установлена коаксиально направляющей втулке 1.
Недостаток указанной расточной головки заключается в том, что при обратном ходе инструмент не отходит от обрабатываемой поверхности, т. е. обработка происходит как при прямом, так и при обратном ходе. Увеличение подачи при обратном ходе влечет за собой ухудшение качества обрабатываемой поверхности. Кроме того, конструкция расточной-головки не позволяет обрабатывать второй торец канавки.
Цель изобретения - повыщение производительности, точности обработки и расширение технологических возможностей.
Цель достигается тем, что головка снабжена фиксаторами, выполненными в виде пластинчатой пружины с зубом, и установлены на опорной втулке с возможностью регулирования. Фиксаторы удерживают направляющую втулку в конечном положении и позволяют подрезать оставшийся необработанный торец канавки при обратном ходе резца.
На фиг. 1 изображена головка для расточки кольцевых канавок, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Головка содержит оправку 1, установленную с возможностью осевого пере.мещения относительно корпуса 2. Для радиального перемещения ползуна 3 с резцом 4 относительно корпуса 2 служит клин 5 оправки 1. Корпус 2 установлен в направляющей втулке 6 с возможностью вращения в подшипниковой втулке 7. Для обеспечения осевого перемещения корпуса 2 с ползуном 3 и резцом 4 направляющая втулка 6 установлена коаксиально опорной втулке 8. Направляющую втулку 6 удерживают в исходном положении пружины 9, установленные в продольных пазах 10 направляющей втулки 6, расположенных равномерно по периметру, а от вращения - выступы 11 опорной втулки 8, входящие в продольные пазы 10 направляющей втулки 6. Суммарная сила пружин 9 при предварительной деформации больше силы пружины 12 при рабочей деформации, служащей для возврата оправки 1 в исходное положение. Корпус 2 закреплен на направляющей втулке 6 при помощи гайки 13, которая служит также для регулирования зазора К между торцом подщипниковой втулки 7 и корпусом 2. Зазор К регулируется с целью обеспечения свободного вращения корпуса 2 в направляющей втулке 6. Для регулировки величины радиального перемещения ползуна 3 с разцом 4, а следовательно глубины врезания, служат гайки 14. Для удержания пружин 9 в сжатом состоянии в конце хода резца 4 в осевом направлении на величину S по щирине обрабатываемой кольцевой канавки служат фиксаторы 15, входящие в пазы 16 направляющей втулки 6. Фиксаторы 15 закреплены на опорной втулке 8 равномерно по периметру с возможностью регулировки их при помощи паза 17 и винтов 18 на величину S необходимого осевого перемещения направляющей втулки 6. Для передачи крутящего момента от шпинделя станка (на чертежах условно не показан) корпусу 2 служит штифт 19, проходящий через продольный паз 20 оправки 1. Предварительная деформация пружин 9 обеспечивается крышкой 21.
Головка для расточки кольцевых канавок работает следующим образом.
Гайки 14 устанавливаются на необходимую величину радиальной подачи резца 4. Оправки 1, вращаясь вместе со шпинделем, например сверлильного станка, получает от него осевое движение и передает крутящий момент корпусу 2 через штифт 19. Так как сила пружин 9 при предварительной деформации больше, чем сила пружины 12 при рабочей деформации, то корпус 2 с направляющей втулкой 6 удерживается пружинами 9 от осевого перемещения, т. е. находится в исходном положении. При этом оправка 1 двигается в осевом направлении относительно корпуса 2 и с помощью клина 5 осуществляется перемещение ползуна 3 с резцом 4 в радиальном направлении (происходит врезание резца 4 на глубину обрабатываемой канавки). При дальнейщем движении оправки 1 гайки 14 упираются в корпус 2, радиальная подача резца 4 прекращается, так как прекращается осевое перемещение оправки 1 относительно корпуса 2. Затем корпус 2 совместно с направляющей J втулкой 6, ползуном 3 и резцом 4 перемещаются в осевом направлении и производится расточка кольцевой канавки по щирине на необходимую величину S. Фиксаторы 15, отрегулированные на величину хода S направляющей втулки 6, а следовао тельно и резца 4, в осевом направлении западают в пазы 16 направляющей втулки 6 и удерживают последнюю в конечном положении. При регулировке фиксатор 15 перемещается по пазу 17 и закрепляется винтами 18 на опорной втулке 8. При обратном ходе шпинделя станка (так как фиксатором 15 удерживают направляющую втулку 6 и пружины 9 в сжатом состоянии) оправка 1 под действием пружины 12 возвращается в первоначальное положение. o Резец 4 с ползуном 3 при помощи клина 5 перемещается радиально к центру и подрезает оставшуюся необработанной торцовую кромку кольцевой канавки. Затем головка выводится из отверстия (фиксаторы 15 выводятся из пазов 16) и корпус 2 с направляющей втулкой 6 под действием пружин 9 устанавливается в первоначальное положение.
Такое выполнение головки позволяет повысить производительность труда и расширить технологические возможности.
Формула изобретения
Головка для расточки кольцевых канавок, содержащая оправку с возвратной пружиной, несущую механизм радиального перемещения ползуна, установленного в корпусе, направляющую и опорную втулки, связанные между собой и подпружиненные относительно друг друга, отличающаяся тем, что, с целью повышения производительности, точности обработки и расширения технологических возможностей, головка снабжена фиксаторами, выполненными в виде пластинчатой пружины с зубом, установленным с возможностью перемещения в осевом направлении и взаимодействия с направляющей втулкой.
Источники информации, принятые во внимание при экспертизе 1. Патент ПНР № 58784, кл. 49а, 57,
опублик. 05.12.69. s
Фи,г. / xxxx
Фа г. 2
Ч
.Ъ
