I
Изобретение относится к маиданостроению и может быть использовано для расточки глубоких отверстий с точным направлением оси обрабатываемого отверстия.
Известна расточная оправка И1, обеспечивающая коррекцию положения инструмента, вращающегося в опорном стакане относительно изделия. Механизм смещения оси отверстия в ней вьшолнеи в виде регулируемой по высоте в радиальном направлении одной кэ направляющих планок опоркого стакана, изготовленной в виде двух клиньев, взаимодействующих по наклонным скосам. Привод этой клиновой опоры осуществляется от сервопрнвода через дифференциальный винтовой механизм. Планка, диаметрально противоположная клиновой (Шоре, выполнена подпружиненной.
Недостатками указанной конструкшш является ее сложность и необходимость применения пружин больщой жесткости, чтобы изменение сил резания по величине не вызывало значительного изменения деформации пружин, так как это приводит к погреишости диаметрального размера обрабатываемого отверстия.
Известна также оправка с механизмом коррек1даинаправ;.г1шя оси обрабатываемого отверстия (2
Она содержит резцовую головку, снабженную опорным стаканом с жестко эакреоленнымя опорными планками, и механизм коррекщш наяраш ення оси обрабатываемого отверстий, выполненный в виде зксцентрнковой втулкНг располагающейся между опорным стаканом и резцовой головкой я жестко соединяющейся с последней при работе без коррекции, а при коррекции вращающейся совместно с опорным стаканом.
При работе описанной расточной оправкя наблюдается образованне ступеней на обрабатываемой поверхности при коррекции направления отверстия, объясняемое тем, что при начале коррекции ось вращения инструмента относительно нзделия сразу смещается на полную величину эксцентриситета эксцентриковой втулки.
Кроме того, не исключается возможность повреждения обрабатываемой поверхности при прохожденга оправки через зону коррекции, так как в ней применены жестко закрепленные направляющие планки, которые требуют посадки опорного стакана в обрабатьшаемое отверстие с натягом, в противном случае угловое положение опорного стакана относительно изделия будет меняться за счет качения стакана по поверхности отверстия, что
означает изменение направления смещения оси отверстия при ко{Грекции.
Цель изобретения - улучшение качества обрабатываемой поверхности путем исключения образования ступеней на ней при коррекции и обеспечения свободкого трохождения оправки через зону коррекции.
Это достигается тем, что в предлагаемой оправке эксцентриковая втулка механизма коррекции соединена с опорным стаканом, который охватывает ее, устройством их относительного поворота, направляющие планки опорного стакана выполнены подпружиненными, а базовая поверхность, образованная ими в поджатом до упора положении, имеет эксцентриситет относительно внутренней поверхности опорного стакана, по величине равный и противоположный по направлению эксцентриситету эксцентриковой втулки, а диаметр базовой поверхности меньше диаметра обрабатываемого отверстия на величину максимально возможного эксцентриситета ее относительно внутренней поверхности эксцентриковой втулки. Устройство поворота опорного стакана относительно эксцентриковой втулки вьшолнено в виде имеющего возможность осевого перемещения ползуна, который расположен в продольном пазу, выполненном в эксцентриковой втулке, и снабжен сухарем, который входит в винтовой паз, выполненный в стакане.
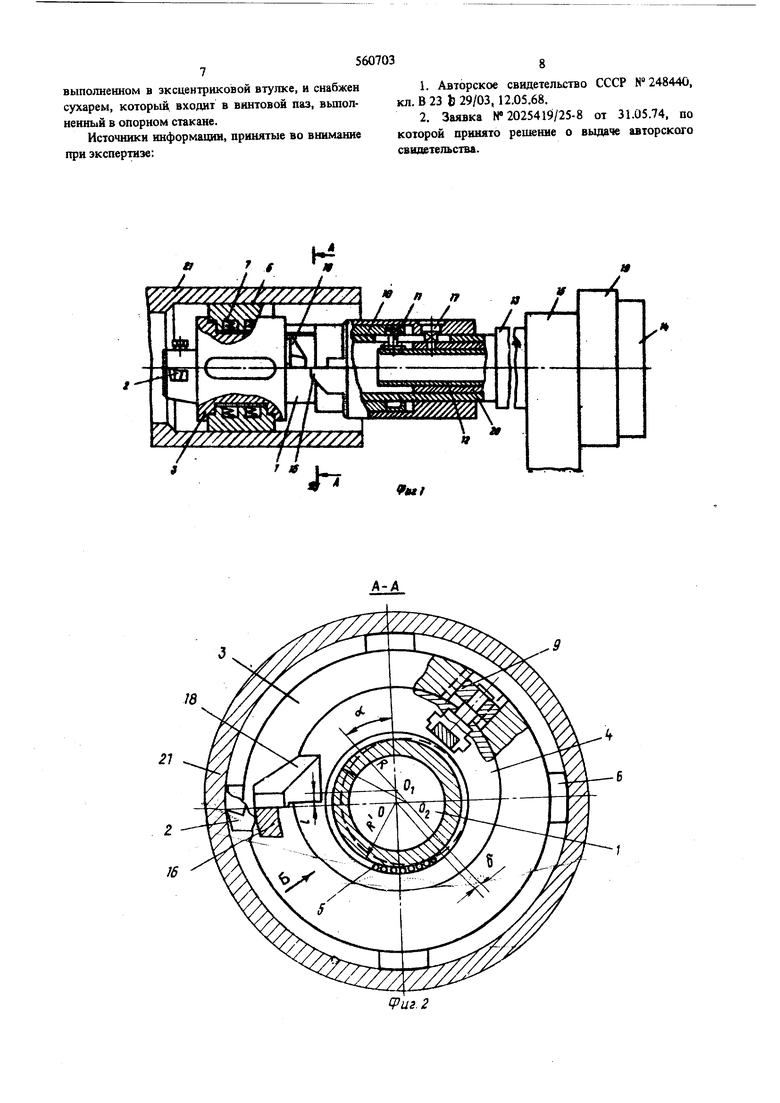
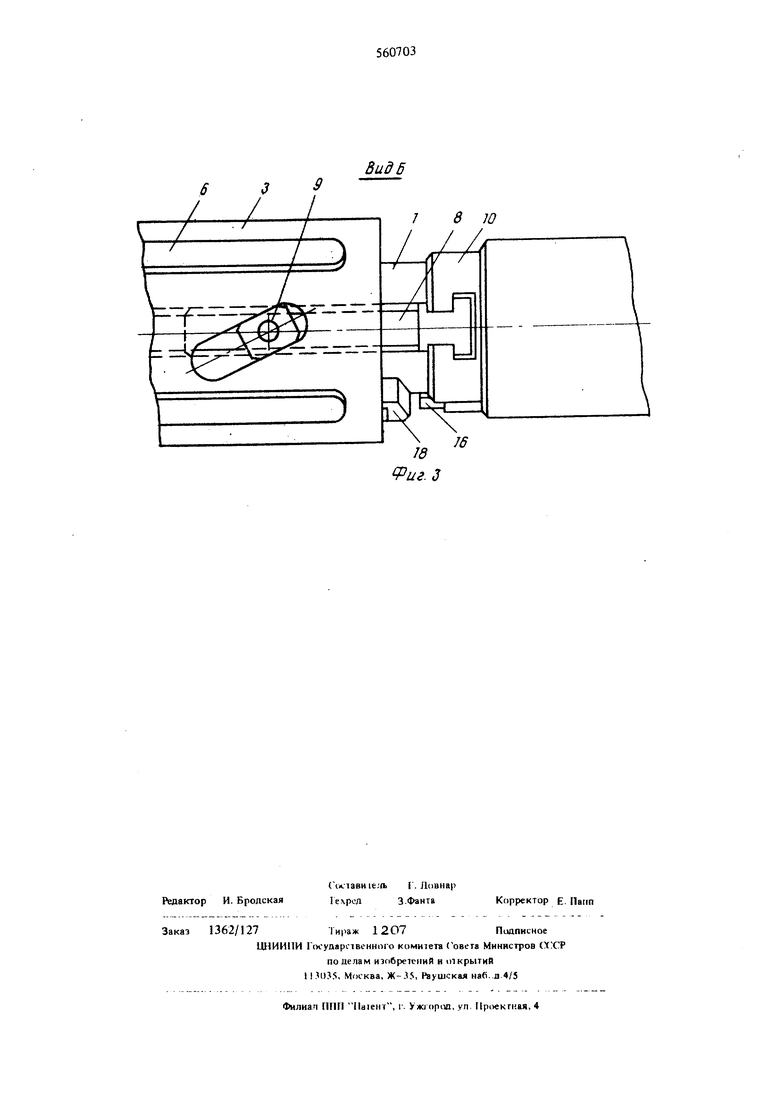
На фиг. 1 изображена предлагаемая оправка, общий вид; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - ввд Б фиг. 2 (
Расточная оправка включает в себя резцовую головку 1 с резцами 2, которая снабжена опорным стаканом 3 и входящей в механизм коррекции эксцентриковой втулкой. Эксцентриситет эксцентриковой втулки 4 равен е, опорная поверхность ее контактирует через иглы качения 5 с щейкой резцовой головки 1. Направляющие планки 6 расточной оправки располагаются в радиальных пазах опорного стакана 3. Они подпружинены пружинами 7 и при поджатом до упора положении этих планок их опорные поверхности лежат на окружности, эксцентричной внутренней поверхности опорного стакана на величину е. Эта окружность является базовой для инструмента в процессе обработки, так как жесткость пружин такова, что планки 6 свободно поджимаются до упора силами резания. В исходном положении указаиные эксцентриситеты направлены в противоположные стороны, поэтому базовая поверхность, образованная направляющими планками 6, и внутреняя поверхность эксцентриковой втулки 4 концентричиы, т.е. их оси совпадают и проектируются в точку О. Такое их расположение позволяет поворотом опорного стакана 3 относительно эксцентриковой втулки 4 по поверхности их контакта на угол от (вместить центр вращения резцовой головки 1 по дуге раллусом OOi С в точку Oi. При большой величине t в пределах малых изменений угла а
ожно считать перемещение центра О прямолинейым и направленным перпендикулярно оси симметии эксцентриковой втулки 4 и опорного стакана 3.
Диаметр базовой поверхности меньше диаметра
обрабатываемого отверстия на величину ее максимально возможного эксцентриситета относительно внутренней поверхности эксцентриковой втулки, определяемого максимально возможным углом
поворота опорного стакана 3 относительно эксцентриковой втулки 4, Это обеспечивает свободное прохождение расточной оправки через зону коррекции, исключая при этом возможный проворот опорного стакана 3 относительно изделия, так как
пружины 7 создают момент трения, по величине больший момента трения качения опорного стакаш по обработанной поверхности, возникающего при диаметре опорного стакана меньшем диаметра обрабатываемого отверстия.
Опорный стакан 3 и эксцентриковая втулка 4
соединены устройствам их относительного поворота, состоящим из ползуна 8, расположенного в продольном назу зксцентриковой втулки 4, и сухаря 9, закрепляемого на ползуне 8 и входящего
в винтовой паз опорного стакана 3. Угол наклона винтового паза В1 5олняется по величине меньшим угла трения для устранения проворота опорного стакана 3 относительно эксцентриковой втулки 4 при воздействии тангенциальных сил, XBOctoBHK
ползуна 8 вставлен в Т-образный паз толкателя 10, в кольцевую выточку которого входит поводок 11, закрепленный на тяге 12. Поводок 11 при этбм пропущен через продольный паз корпуса резцовой головки 1, тяга 12 проходит внутри стебля 13
расточной оправки и соединена с приводом 14 осевых перемещений ползуна, закрепленным на стеблевой бабке 15.
Для обеспечения требуемого направления коррекции служит хомутик с упором 16, зафиксированный от поворота на корпусе резцовой головки 1 скользящей щпонкой 17, пропущенной через продольный паз головки. Для того, чтобы упор хомутика 16 не препятствовал вращению эксцентриковой втулки 4, из которой выступает ползун 8 упор хомутика 16 удален от оси оправки на расстояние, большее расстояния между этой осью и наружной плоскостью ползуна 8. Хомутик с упором 16 в крайнем левом своем положении входит в зацепление с выступом 18, расположер{ным на торце эксцентриковой втупки4. Смещается хомутик 16 в это положение приводом 19 через тягу 20.
Устройство снабжено датчиком, который контролирует положение расточной оправки (на чертежах не показан). Оправка работает следующим образом.
При растачиваний отверстия в заготовке 21
резцовая головка 1 направляется планками 6 по
обработанному участку отверстия. Корпус резцовой
головки I при этом поддерживается опорным
стаканом 3, который вращается вг.1есте с заготовкой и вращает при этом эксцентриковую втулку 4, ведя ее через сухарь 9 и ползун 8.
Базовая поверхность опорного стакана 3, образованная направляющими планками 6 в поджатом до упора положении, имеет эксцентриситет относительно его внутренней поверхности, по величине равный, и противоположный по направлению зксцентриситету зксцентриковой втулки 4. Вследствие этого эксцентриситет базовой поверхности и внутренней поверхности эксцентриковой втулки равен нулю, что обеспечивает обработку отверстия, соосного поверхности, на которую опираются направляющие планки.
При поступлении сигнала от датчика об отклонении оси обрабатываемого отверстия включается механизм коррекции. Для обеспечения смещения оси отверстия в сторону, противоположную выявленному датчиком ожлонению, необходимо выставить опорный стакан 3 и эксцентриковую втулку 4 относительно заготовкн в положение, при котором ось симметрии опорного стакана 3 и эксцентрнковой втулки 4 расположится перпендикулярно направлению необходимого смещения обрабатываемой поверхности.
С этой целью привод 19 через тягу 20 смещает хомутик с упором 16 влево и упор входит в зацепление с торцовым выступом 18 эксцентриковой втулки 4. Вращение опорного стакана 3 и эксцентриковой втулки 4 прекращается, но при этом продолжает обрабатываться отверстие с той же осью, различие лищь в том, что ранее направляющие планки 6 работали поочередно, а сейчас постоянно работают две из них.
При фиксации датчиком положения заготовки, когда смещение оси отверстия в данный момент времени направлено по горизонтали влево (фиг. 2) хомутик с упором 16 резко отводится приводом 19 через тягу 20, освобождая эксцентриковую втулку 4 с опорным стаканом 3. После этого опорный стакан 3 и эксцентриковая втулка 4 снова вращаются совместно с изделием 21.
Так как эксцентриковая втулка 4 механизма коррекции соединена с опорным стаканом 3 устройством их относительно поворота, выполненного в виде имеющего привод 14 плавного перемещения ползуна 8, расположенного в продольном пазе эксцентриковой втулки 4 и снабженного сухарем 9, который входит в винтовой паз, выполненный в опорном стакане 3, то при включении этого устройства привод 14 ипзвнр сдвигает ползун 8 влево, последний поворачивает ско:цьзящим до. винтовому пазу сухарем 9 эксцентриковую втулку 4 относительно опорного стакана 3 против часовой стрелки. Вследствие того, что базовая поверхность опорного стакана 3 ил1еет эксцентриситет относительно ею внутренней поверхности, по величине равный эксцентрнсигету уксиентриковой втулки, то нри плавном повороте .жснентриковой втулки 4 относительно опорного стакана 3 нротив
часовой стрелки ценф вращения резцовой головки 1 плавно Смещается из точки О (где он располагается, когда эксцентриситет базовой поверхности опорного стакана был противоположен по направлению эксцентриситету эксцентриковой втулки) -вправо, т.е. в сторону, противоположную отклонению отверстия. Это означает, что ось обрабатываемого отверстия: тоже плавно смещается в ту же сторону, не образуя при этом ступени на обрабатываемой поверхности.
При дальнейшем движении оправка свободно проходит через зону коррекции, не повреждая при этом обработанную поверхность, так как диаметр
базовой поверхности меньще диаметра обрабатываемого отверстия на величину максимально возможного эксцентриситета ее относительно внутренней аоверхности эксцентриковой втулки 4 (на эту же величину уменьщается просвет отверстия при
коррекции).
Когда направляющие пленки 6, перемещаясь по мере осевого движения оправки, подойдут к участку обработанной поверхности, смещенно:(у в результате коррекции, перейдя на который они обеспечат далее расточку по заданному направлению, ползун 8 возвращает опорный стакан 3 и эксцентриковую втулку в исходное положение, т.е. выключает механизм коррекции.
Формула изобретения
1. Расточная оправка для обработки глубоких
отверстий, содержащая резцовую головку, снабженную опорным стаканом с направляющими планками, и механизм коррекции направления оси обрабатываемого отверстия, включающий эксцентриковую втулку, отличающаяся тем, что, с
целью улучщения качества обрабатываемой поверхности, эксцентриковая втулка механизма коррекции соединена с опорным стаканом, который охватывает ее, устройством их относительного поворота, направляющие планки
стакана вьшолнены подпружиненным, а базовая поверхность, образованная им я поджатом до упора положения, имеет зксиентрлснт относительно внутренней поверхности опорного стакана, по величине равный и противоположный по направлю
нию эксцентриситету эксцентриковой втулки, а диамёгр базовой поверхности,меньше диаметра обрабатываемого отверстия на велиадну максимально возможного эксцентриситета ее относительно внутренней поверхности эксцентриковой втулки.
2. Оправка по п. 1 отличающаяся тем, что устройство поворота опорного стакана относительно эксцентриковой втулки выполнено в виде имеющего возможность осевого перемещения ползуна, который расположен в продольном пазу.
выполненном в эксцентриковой втулке, и снабжен сухарем, который входит в винтовой паз, вьшолненнь1Й в опорном стакане.
Источники информация, принятые во внимание при экспертизе:
560703g
1.Авторское свидетельство СССР №248440, КЛ.В23 И 29/03, 12.05.68.
2.Заявка №2025419/25-8 от 31.05.74, по которой принято решение о выдаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1974 |
|
SU529908A1 |
| Шпиндельная головка станка | 1978 |
|
SU745600A1 |
| Способ ориентации шатуна на расточном станке | 1991 |
|
SU1816561A1 |
| Переносной механизированный фаскорез | 1973 |
|
SU492352A1 |
| Устройство для растачивания глубоких отверстий | 1977 |
|
SU742107A1 |
| Устройство для обработки глубоких отверстий | 1982 |
|
SU1034871A1 |
| УСТРОЙСТВО для ЗАЧИСТКИ концов ТРУБ под СВАРКУ | 1972 |
|
SU347128A1 |
| Комбинированный инструмент | 1982 |
|
SU1134354A2 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
/ h
Y/7/F777A «л /у / / . /
/в
- -йЙЙ
i Wxx/yy X/xv: х WVSWWvXWVV JVVNVVN
,,
tf
м/
аг.2
