(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШЛИФОВАЛЬНОЙ ЛЕНТОЙ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
I
Изобретение относится к шлифованию абразивными лентами внутренних поверхностей тел вращения типа втулок и может быть использовано в металлургической, станкостроительной и др. промышленностях.
Известно устройство для обработки поверхностей, которое содержит стол, узел крепления и вращения изделия, ведущий, ведомый щкивы и узел прижима, выполненный в виде бесконечной промежуточной ленты, установленной на опорных роликах с регулируемым между ними расстоянием. Оно предназначено для обработки наружной поверхности длинномерных труб сложного профиля. Изгиб ленты по форме обрабатываемого изделия обеспечивается за счет регулировки расстояния между прижимными роликами при помощи гидроцилиндра, связанного с гидроследящей системой. В качестве прижимной ленты используется обычная лента прямоугольного профиля 1.
Использование этого рещения вызывает при обработке внутренних поверхностей неравномерный износ щлифовальной ленты, так как прижимной лентой прямоугольного профиля невозможно прижать щлифовальную ленту по всей ее щирине к обрабатываемой поверхности. Следовательно, качественно обработать одной и той же лентой внутренние поверхности с различным радиусом кривизны невозможно.
Цель изобретения - создание устройства,
5 которое позволит обрабатывать одной и той же лентой поверхности с различными радиусами кривизны и таким образом повысить производительность обработки за счет равномерного прижима щлифовальной ленты по всей щирине и ликвидации времени на замену лент.
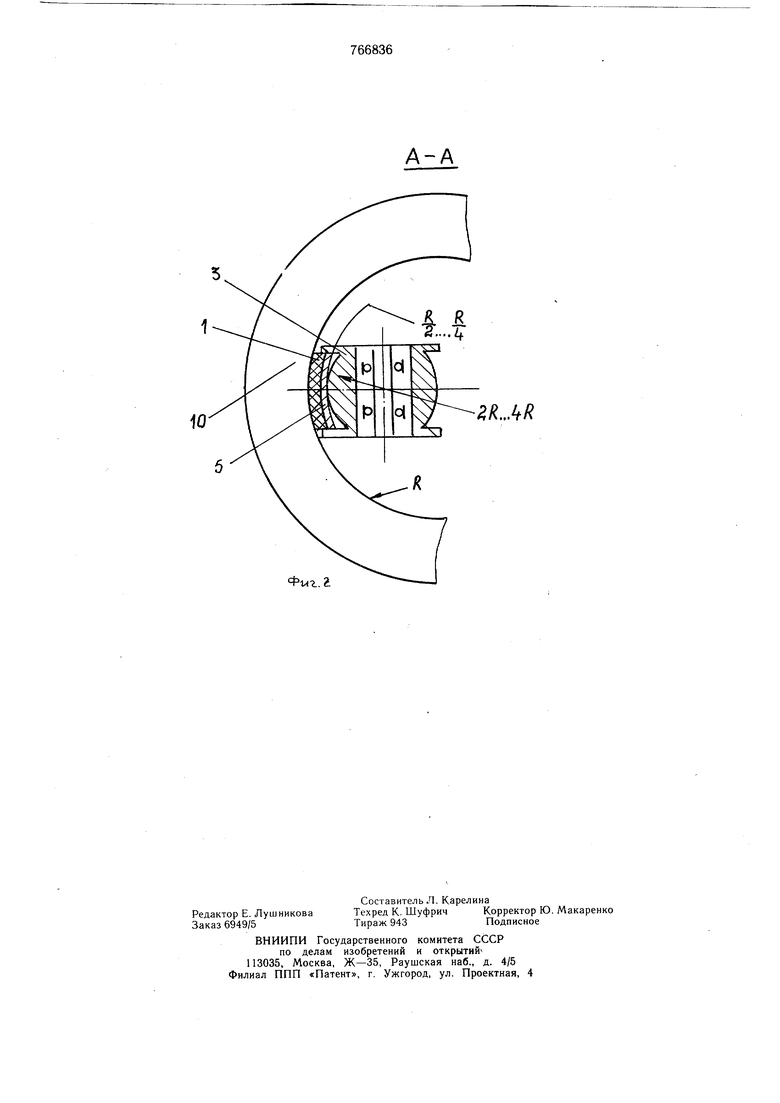
Цель достигается тем, что прижимная лента расположенная параллельно образующей обрабатываемой поверхности, имеет кривизну в 2-4 раза меньше, а прижимные
15 ролики в 2-4 раза больще кривизны обрабатываемой поверхности. Если прижимная лента и прижимные ролики не удовлетворяют этому условию, щлифовальная лента будет контактировать с обрабатываемой 20 поверхностью только определенной своей частью (краями или только центральной поверхностью).
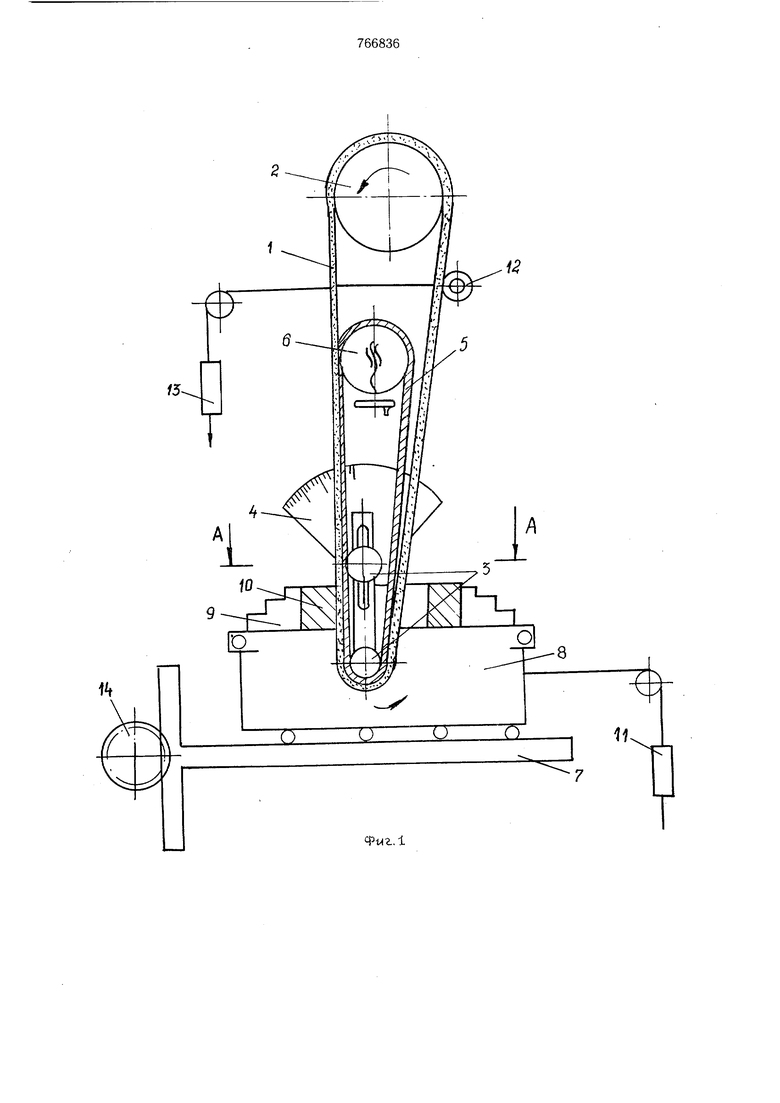
На фиг. 1 схематично изображено устройство для обработки внутренних поверхностей шлифовальной лентой; на фиг. 2 - сечение А-А на фиг. 1.
Устройство содержит шлифовальную ленту 1, установленную на ведущий шкив 2 и прижимные ролики 3, которые закреплень на установочной планке 4, прижимную ленту 5, натянутую на ведомый шкив 6 и прижимные ролики 3, опорную ПЛИТУ 7, на которой установлен стол 8 с узлом крепления в виде трехкулачкового патрона 9, в котором зажимают обрабатываемую деталь 10, груз П, связанный гибкой связью со столом 8, и натяжной ролик 12, осушествляюШ.ИЙ натяжение шлифовальной ленты 1 грузом 13, шестерню 14, связанную с опорной плитой 7.
Устройство работает следующим образом При установке и натяжении прижимной ленты 5 и шлифовальной ленты 1 на соответствующие шкивы и ролики, узел крепления и вращения детали 9 с помощью шестерни 14 и опорной плиты 7 поднимают вместе со столом 8 таким образом, чтобы ролики 3 находились на одинаковом, расстоянии от обрабатываемой детали 10. Включают привод вращения щлифовальной ленты которая за счет трения вращает прижимную и привод вращения детали; с помощью груза 11 осуществляют прижим обрабатываемой детали к шлифовальной ленте. Груз 13 служит для регулировки натяжения щлифовальной ленты. При обработке конусных отверстий угол наклона шлифовальной и прижимной ленты устанавливают с помощью установочной планки 4.
Положительный эффект предлагаемого изобретения заключается в то.м, что применение прижимной ленты, радиус кривизны
которой в 2 раза меньше радиуса кривизны обрабатываемой поверхности, обеспечивает равномерный контакт щлифовальной ленты по всей образующей отверстия независимо от его конусности. Линейный контакт шлифовальной ленты обеспечивает получение меньщей волнистости обрабатываемого отверстия, а износ тыльной стороны щлифовальной ленты будет незначителен.
Предлагаемое устройство обеспечивает обработку щлифовальной лентой деталей
с диаметром отверстий более 25 мм, не меняя прижимной ленты и прижимных роликов
Формула изобретения
Устройство для обработки шлифовальной лентой внутренних поверхностей деталей типа втулок, содержащее лентопротяжный механизм с ведущим и ведомым шкивами и прижимной лентой, натянутой на установочные прижимные ролики, и стол с размещенным на нем узлом крепления и вращения детали, отличающееся тем, что, с целью повышения производительности труда за счет обработки поверхностей с различным радиусом кривизны без замены ленты, прижимная лента и прижимные ролики выполнены с кривизной в поперечном сечении, причем прижимная лента имеет кривизну в 2-4 раза меньше, а прижимные ролики в 2-4 раза больще кривизны обрабатываеg мой поверхности.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 456714, кл. В 24 В 21/12, 25.07.72.
Фмг.1
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU865627A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Шлифовальный станок | 1980 |
|
SU889398A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2004 |
|
RU2278772C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |