(54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПНЕВМАТИЧЕСКИХ ПЛАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных печатных плат | 1980 |
|
SU951766A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2345510C1 |
| Способ изготовления многослойных печатных плат | 1982 |
|
SU1019682A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ, ЩИТОВ, КОНСТРУКЦИЙ | 2010 |
|
RU2444434C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПАЛЫ | 2011 |
|
RU2481430C1 |
| Способ изготовления детали мебели | 2024 |
|
RU2839992C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ ПЕРЕМЫЧЕК, ПРИГОДНЫЙ ДЛЯ МАССОВОГО ПРОИЗВОДСТВА ПО РУЛОННОЙ ТЕХНОЛОГИИ | 2012 |
|
RU2519062C1 |
| Многослойная пневматическая плата | 1985 |
|
SU1252983A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОЙ ПЕЧАТНОЙ ОБМОТКИ | 1994 |
|
RU2054783C1 |
| МНОГОСЛОЙНАЯ ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА СВЧ | 1992 |
|
RU2071646C1 |
Изобретение относится к области пневмоавтоматики и может быть использовано для изготовления многослойных пневматических коммуникацион- с ных плат.. .
Известен способ изготовления многослойных пневматических плат, включающий получение слоев с коммутационными каналами и отверстиями, которые JQ затем герметизируются по плоскостям с помощью резиновых прокладок Ll.
Наиболее близок по технической сущности к изобратению способ изготовления многослойных пневматических плат, включающий получение слоев с коммутационными каналами и отверстиями с последующей герметизацией стыка слоев с помощью склейки 2.
Недостатками этого способа изго-. 20 товления многослойных пневматических плат являются нарушение проводимости каналов вследствие затекания клея в каналы, нарущение герметичности между коммутационными каналами в слоях 25 плат из-за их старения и, в результате, непродолжительный срок службы приборов,
Цель изобретения - повышение срока .службы многослойных пневматических 30
;плат, улучшение герметичности между коммутационными каналами и их проводимости в слоях плат,т.е. улучшение качества плат, что повышает точность qnoco6a.
Указанная цель достигается за счет того, что на склёйваёлйё поверхности заготовок слоев перед склеиванием наносят углубления на участках, свободных от каналов и отверстий.
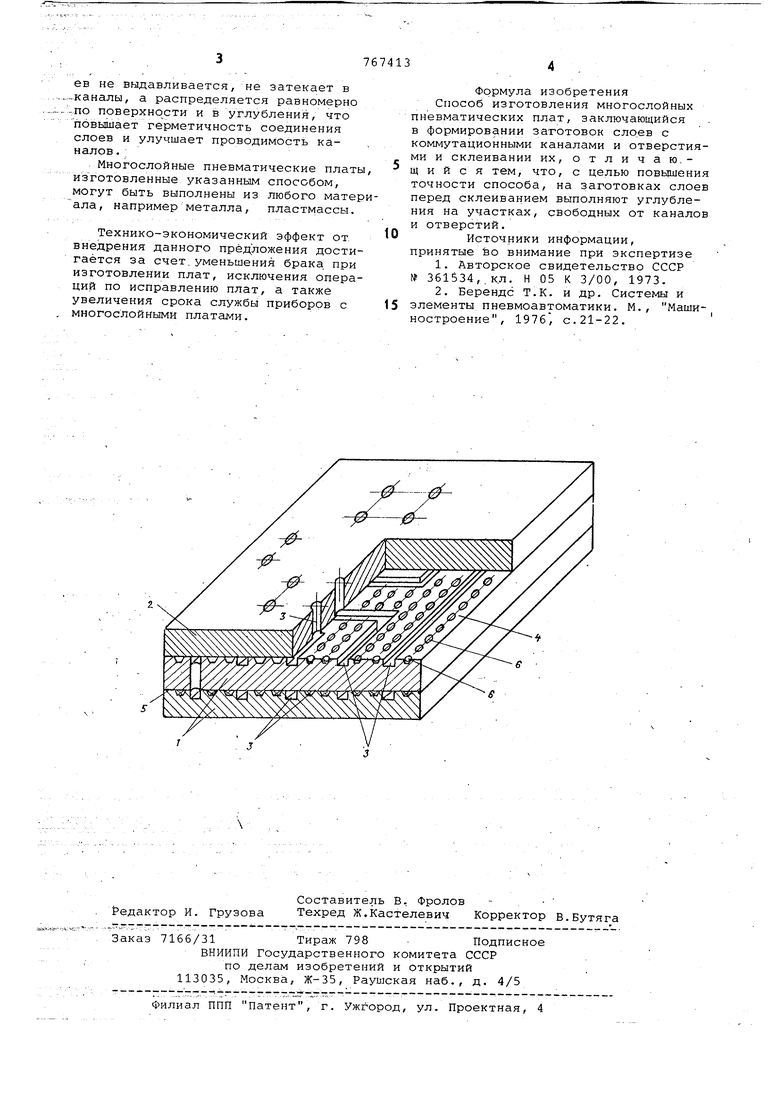
Пример реализации предложенного способа показан на чертеже.
На чертеже приняты следующие обозначения: 1 и 2 - заготовки слоев с коммутационными каналами и отверстиями 3; 4 и 5 - склеиваемые поверхности слоев; 6.- углубления.
Предложенный способ реализуется следующим образом.
На поверхности 4 и 5 слоев 1 и 2. с каналами и отверстиями 3 на места, свободные от каналов и отверстий, наносят углубления б, которые на чертеже имеют форму лунок, но могут иметь и другую форму. Затем на подготовленные поверхности слоев наносит клей, соединяют и подвергают обжатию под прессом и нагреву. Благодаря нанесенным углублениям клейпри обжатии елоев не выдавливается, не затекает в -каналы, а распределяется равномерно -ПО поверхности и в углубления, что повышает герметичность соединения слоев и улучшает проводимость каналов .
Многослойные пневматические платы изготовленные указанным способом, могут быть выполнены из любого матерала, например металла, пластмассы.
Технико-экономический эффект от внедрения данного предложения достигается за счет, уменьшения брака, при изготовлении плат, исключения операций по исправлению плат, а также увеличения срока службы приборов с многослойными платами.
Формула изобретения Способ изготовления многослойных пневматических плат, заключающийся в формировании заготовок с коммутационными каналами и отверстиями и склеивании их, отличаю.щ и и с я тем, что, с целью повьшения точности способа, на заготовках слоев перед склеиванием выполняют углубления на участках, свободных от каналов и отверстий.
Источники информации, принятые 6о внимание при экспертизе
