Изобретение относится к обработке металлов давлением, в частности к гибочному оборудованию для гибки полосовых заготовок фланцев, змеевиков из труб, а также отбортовки конических и цилиндрических обечаек, и используется в химическом, нефтяном аппаратостроении и других отраслях промышленности. Известны фланцегибочные машины для изготовления заготовок фланцев, содержащие стаиину, поворотный стол с зажимным устройством и нажимное устройство с упругим звеном 1. Недостатком этих машин является образование тарелкообразности фланца при гибке, так как полоса в процессе гибки не поджимается к плоскости планшайбы. Известны станки для изготовления флаицев, содержащие стол с расположенной на нем оправкой для гибки и гибочными головками, установленными с возможностью радиального перемещения и поворота вокруг оправки, подвижной в осевом направлении. Недостатком указанных станков является необходимость поочередной подгибки концов полосы с одновременным отводом встречной гибочной головки, что требует дополнительного времени. Известны фланцегибочные машины, содержащие гибочный механизм и поворотный стол с гибочным шаблоном и прижимами, установленными на поворотном столе диаметрально противоположно 2. Однако эти машины имеют сложную конструкцию зажимов, нормальная работа которых возможна только при расстоянии между заготовкой и сменным прижимом 5-10 мм, соблюдение которого требует дополнительного времени. Кроме того, смеиные прижимы неудобны из-за того, что каждый типоразмер фланца требует своего прижима, на замену которого также нужно время. Для предварительного подвода прижимов винтами дополнительно затрачивается тем больше времени, чем чаще меняется типоразмер фланцев и чем больше разница в их диаметрах. Известны также фланцегибочные машины, содержащие стол с гибочным шаблоном и механизмом зажима, роликовый гибочный механизм, смонтированный на ползуне, и приводы горизонтального и вертикального перемещения исполнительных механизмов 3. Недостатком этих машин является узкая технологическая специализация. В результате того, что производительность фланцегибочных машин большая, а серийность изготовляемой на них продукции на заводах аппаратостроения невелика, коэффициент загрузки их при односменной работе не превышает 0,15-0,2. Кроме того, известная машина неуниверсальна.
Для переналадки зажимного устройства, например, с диаметра фланца 600 мм на фланец диаметром 2400 мм, необходимо враш.ением винта перемещать элемент зажима и выталкиватели на 900 мм, что требует дополнительного времени. В машинах также не предусмотрено упругое компенсируюш;ее звено, необходимое при догибке конца полосы, вследствие чего приводы горизонтального и вертикального перемещения исполнительных механизмов работают с большой перегрузкой.
Цель изобретения - возможность осупдествления операций отбортовки конических и цилиндрических обечаек и сокраш,ение времени на переналадку машины при переходе на изготовление фланцев различных типоразмеров.
Это достигается тем, что на гибочном механизме машины смонтирован кронштейн с роликом, имеюш,им возможность поворота и фиксации относительно горизонтальных осей, размешенных во взаимно педпендикулярных плоскостях, перпендикулярных к плоскости стола, одна из которых проходит через ось симметрии ползуна, при этом ось враш,ения ролика расположена параллельно основанию кронштейна. Механизм зажима выполнен в виде гребенки с переставным кулаком и соединен с пневмогайковертом.
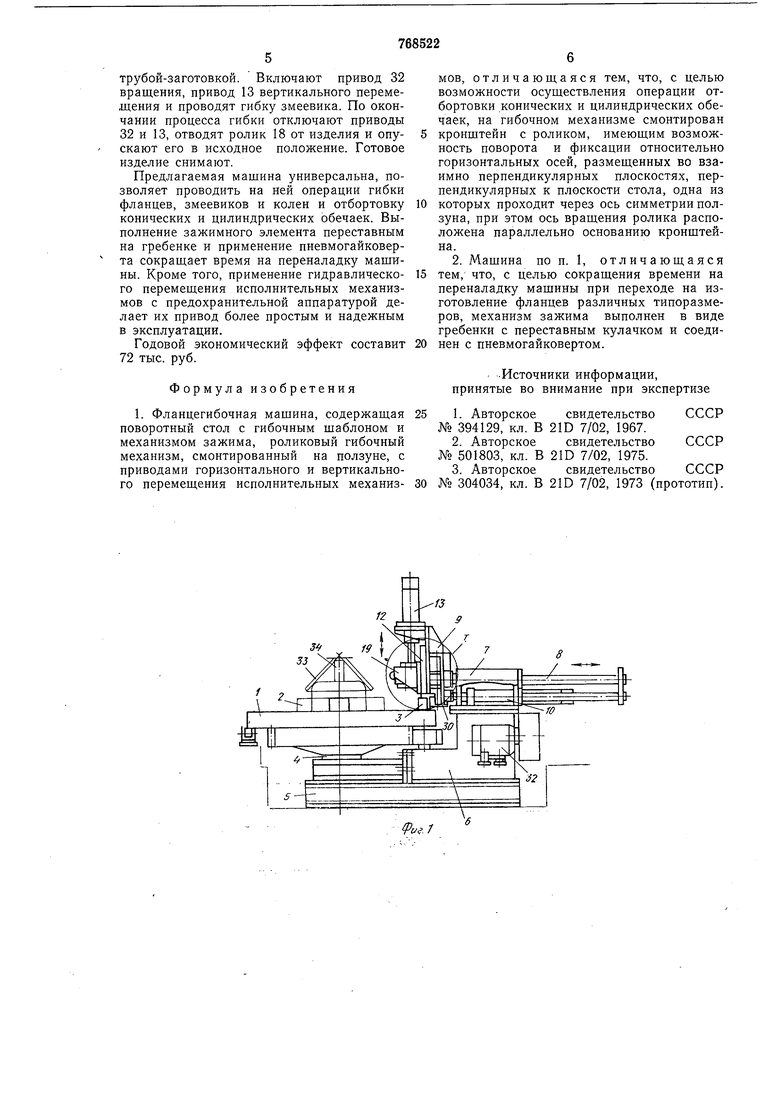
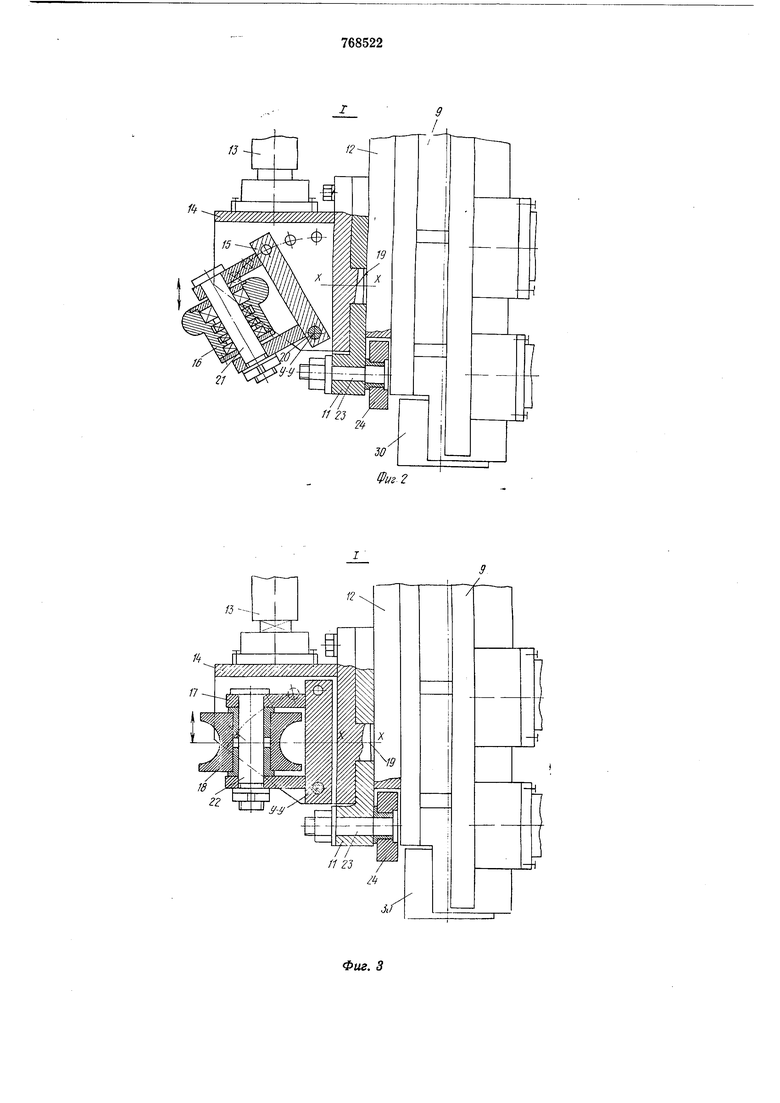
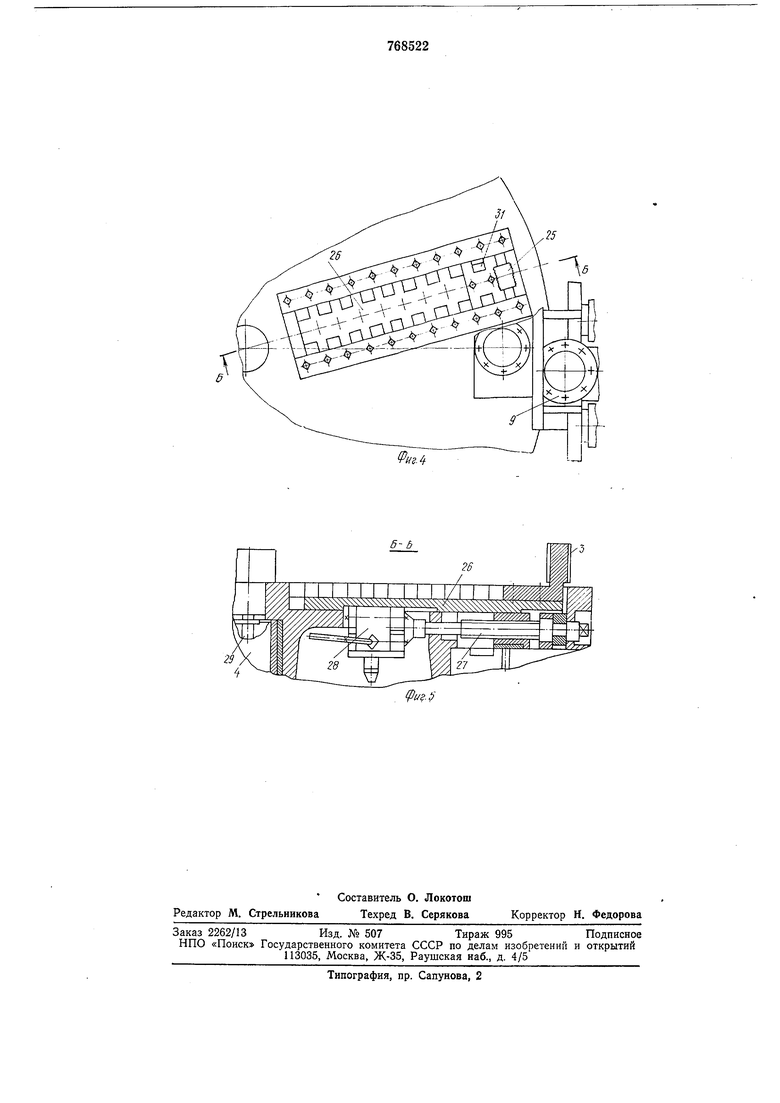
На фиг. 1 изображена фланцегибочная машина, вид сбоку; на фиг. 2 - гибочный ролик и ролик для отбортовки (узел I фиг. 1); на фиг. 3 - гибочный ролик и ролик для гибки змеевиков (узел I фиг. 1); на фиг. 4 - переставной кулачок и гребенка; на фиг. 5 - разрез Б-Б фиг. 4.
Фланцегибочная машина состоит из поворотного стола 1 с гибочным шаблоном 2 и механизмом зажима 3. Поворотный стол йаходится на валу 4, закрепленном в станине 5, на которой смонтирован редуктор 6 с установленным на нем суппортом 7. В направляюших последнего перемеш,ается ползун 8, на котором смонтирован гибочный механизм 9. Ползун 8 соединен с приводом 10 горизонтального перемещения (гидроцилиндром) . Ползун 11 установлен на гибочном механизме 9 с возможностью вертикального перемещения в направляюш,их 12 от привода 13 вертикального перемещения (гидроцилиндра), установленного также на корпусе гибочного механизма 9. На ползуне 11 установлен корпус 14 с кронштейном 15 и роликом 16 для отбортовки конических и цилиндрических обечаек.
При гибке змеевиков в корпусе 14 вместо кронштейна 15 и ролика 16 устанавливают кронщтейн 17 (фиг. 3) и ролик 18.
Корпус 14 смонтирован с возможностью поворота и фиксации относительно горизонтальной оси 19, а установленные в нем Кронштейны 15 с роликом 16 или кронштейн 17 с роликом 18 имеют возможность поворота и фиксации относительно горизонтальной оси 20. Оси 19 и 20 размещены во взаимно перпендикулярных плоскостях X-X и У-Y, перпендикулярных плоскости стола 1. Плоскость Х-Х проходит через ось симметрии ползуна И. Ось 21 вращения ролика 16 и ось 22 вращения ролика 18 расположены параллельно основанию кронштейнов 15 и 17.
В ползуне 11 на оси 23 установлен ролик 24 для правки фланцев в процессе гибки.
Заготовку фланца зажимают механизмом 3, который состоит из переставного кулачка 25, передвигаемого в гребенке 26, винтовой передачи 27 и пневмогайковерта 28. Воздух к последнему подводят через вращающийся подвод 29.
Фланцегибочная машина работает следующим образом.
При гибке фланцев на поворотный стол 1 устанавливают гибочный шаблон 2. Зажимной механизм 3 с помошью переставного кулачка 25 и пневмогайковерта 28 устанавливают на наружный диаметр фланца. Гибочный ролик 30 гибочного механизма 9 располагают на определенном расстоянии от шаблона 2. Затем подводят нагретую полосу-заготовку до упора 31, включают пневмогайковерт 28 и прижимают полосу к шаблону 2. Гибка фланцев происходит при вращении поворотного стола 1 за один оборот. Конец фланца догибают после остановки привода 32 вращения стола 1 движением, гибочного ролика 30 с помощью привода 10. По окончании процесса гибки отводят зажимной механизм 3 и изделие снимают.
При отбортовке конических обечаек 33 на поворотный стол 1 устанавливают приспособление для отбортовки (оправку) 34, на котором закрепляют изделие-обечайку 33. При помощи горизонтальной и вертикальной подачи гидроцилиндрами 10 и 13 ролик 16 выставляют по линии касания оправки 34 и изделия 33. Затем включают привод 32 вращения стола 1 и, манипулируя горизонтальной и вертикальной подачей ролика 16, отбортовывают обечайки 33. По окончании процесса отбортовки отключают привод 32, отводят ролик 16 от оправки 34 и готовое изделие снимают.
При гибке змеевиков в корпусе 14 устанавливают кронщтейн 17 с роликом 18. На поворотный стол 1 устанавливают оправку, соответствующую диаметру змеевика, трубу-заготовку закрепляют на столе 1 с помощью механизма зажима 3. Посредством привода 10 горизонтального перемещения ролик 18 подводят до соприкосновения с
трубой-заготовкой. Включают привод 32 вращения, привод 13 вертикального перемещения и проводят гибку змеевика. По окончании процесса гибки отключают приводы 32 и 13, отводят ролик 18 от изделия и опуекают его в исходное положение. Готовое изделие снимают.
Предлагаемая машина универсальна, позволяет проводить на ней операции гибки фланцев, змеевиков и колен и отбортовку конических и цилиндрических обечаек. Выполнение зажимного элемента переставным на гребенке и применение пневмогайковерта сокращает время на переналадку мащины. Кроме того, применение гидравлического перемещения исполнительных механизмов с предохранительной аппаратурой делает их привод более простым и надежным в эксплуатации.
Годовой экономический эффект составит 72 тыс. руб.
Формула изобретения
1. Фланцегибочная мащина, содержащая поворотный стол с гибочным шаблоном и механизмом зажима, роликовый гибочный механизм, смонтированный на ползуне, с приводами горизонтального и вертикального перемещения исполнительных механизмов, отличающаяся тем, что, с целью возможности осуществления операции отбортовки конических и цилиндрических обечаек, на гибочном механизме смонтирован кронщтейн с роликом, имеющим возможность поворота и фиксации относительно горизонтальных осей, размещенных во взаимно перпендикулярных плоскостях, перпендикулярных к плоскости стола, одна из которых проходит через ось симметрии ползуна, при этом ось вращения ролика расположена параллельно основанию кронштейна.
2. Машина по п. 1, отличающаяся тем, что, с целью сокращения времени на переналадку машины при переходе на изготовление фланцев различных типоразмеров, механизм зажима выполнен в виде гребенки с переставным кулачком и соединен с пневмогайковертом.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 394129, кл. В 2ID 7/02, 1967.
2.Авторское свидетельство СССР № 501803, кл. В 21D 7/02, 1975.
3.Авторское свидетельство СССР № 304034, кл. В 21D 7/02, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Фланцегибочная машина | 1978 |
|
SU780930A2 |
| Фланцегибочная машина | 1981 |
|
SU995978A2 |
| Фланцегибочная машина | 1983 |
|
SU1199348A1 |
| Фланцегибочная машина | 1974 |
|
SU501803A1 |
| Фланцегибочная машина | 1982 |
|
SU1031560A1 |
| Устройство для свертывания конических обечаек | 1973 |
|
SU482228A1 |
| Фланцегибочная машина | 1959 |
|
SU129927A1 |
| ФЛАНЦЕГИБОЧНАЯ МАШИНА | 1971 |
|
SU304034A1 |
| Фланцегибочная машина | 1979 |
|
SU884788A1 |
| Фланцегибочная машина | 1978 |
|
SU713636A1 |
13
П
№
Фиг. 3
25
Л
5- b
Ipus-S
