(З) ФЛАНЦЕГИБОЧНАЯ МАШИНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Фланцегибочная машина | 1978 |
|
SU780930A2 |
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
| ФЛАНЦЕГИБОЧНАЯ МАШИНА | 1971 |
|
SU304034A1 |
| Фланцегибочная машина | 1977 |
|
SU737063A1 |
| Фланцегибочная машина | 1983 |
|
SU1199348A1 |
| Устройство для гибки фланцев | 1987 |
|
SU1618482A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| Фланцегибочная машина | 1974 |
|
SU501803A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |

1
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки фланцев, применяемых для соединения трубопроводов и различных аппаратов, работающих под давлением.
По основному авт. св. № 780930 известна фланцегибочная машина, содержащая станину, поворотный стол, на котором установлен сменный шаблон и прижим, а также кронштейн с гибочным роликом 1.
Недостатком этой фланцегибочной машины является отсутствие механизма, обеспечивающего перемещение готового фланца за габариты машины, что снижает ее производительность.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что машина снабжена смонтированным на кронштейне механизмом удаления фланцев, выполненным в виде вертикально установленного пневмотолкателя, на конце штока которого закреплен корпус с направляющими, расположенными в горизонтальной плоскости, и ходовыми винтами, несущими ползушки с захватами, кинематически связанные с приводом, а кронштейн закреплен на станине шарнирно с возможностью поворота в горизонтальной плоскости.
,Q Кроме того, в кронштейне выполнены направляющие, а гибочный ролик установлен с возможностью возвратнопоступательного перемещения в этих направляющи-х.
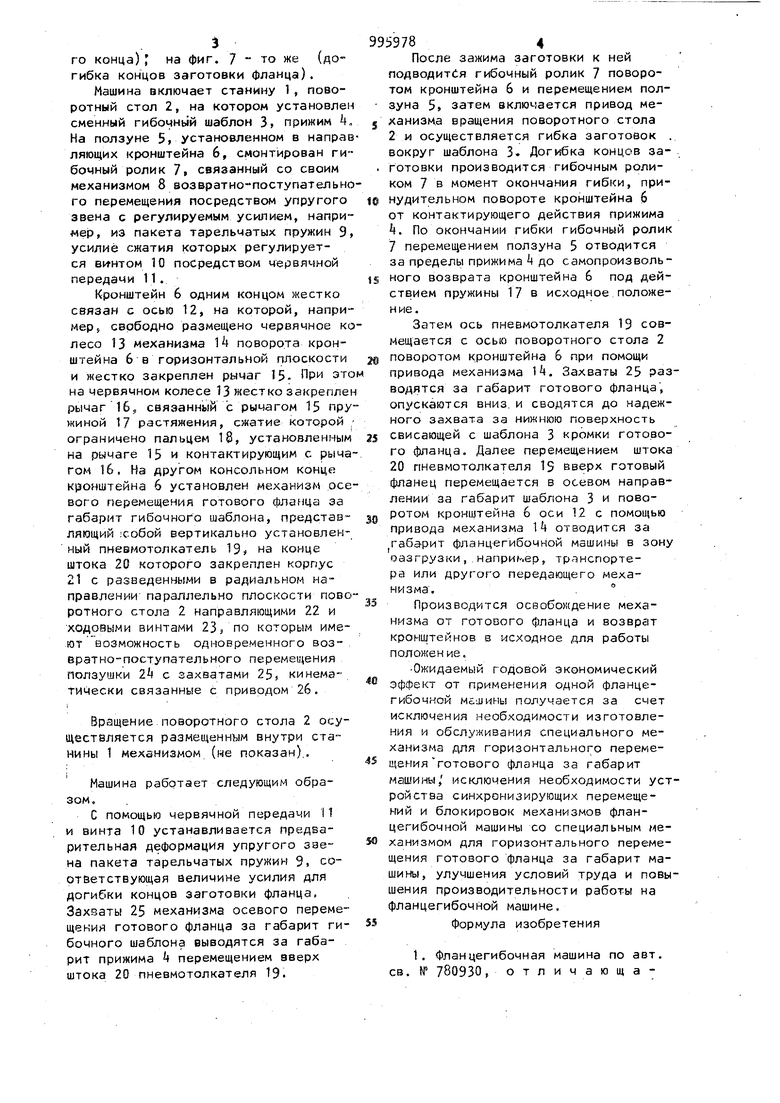
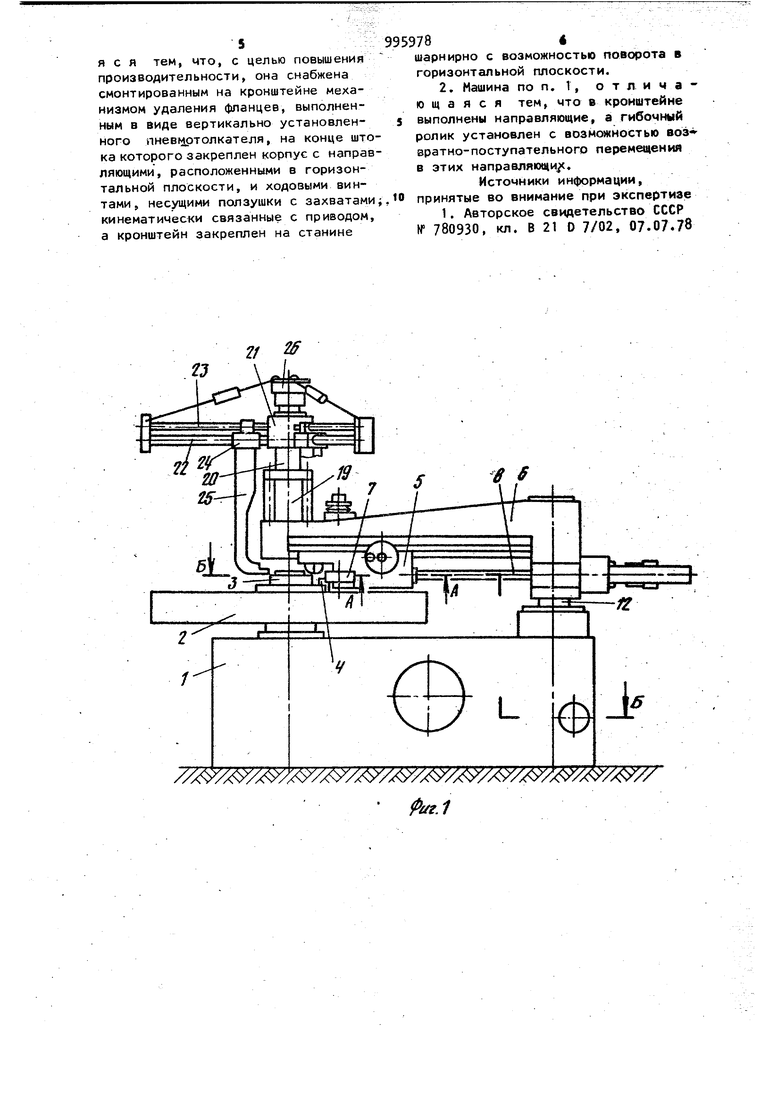
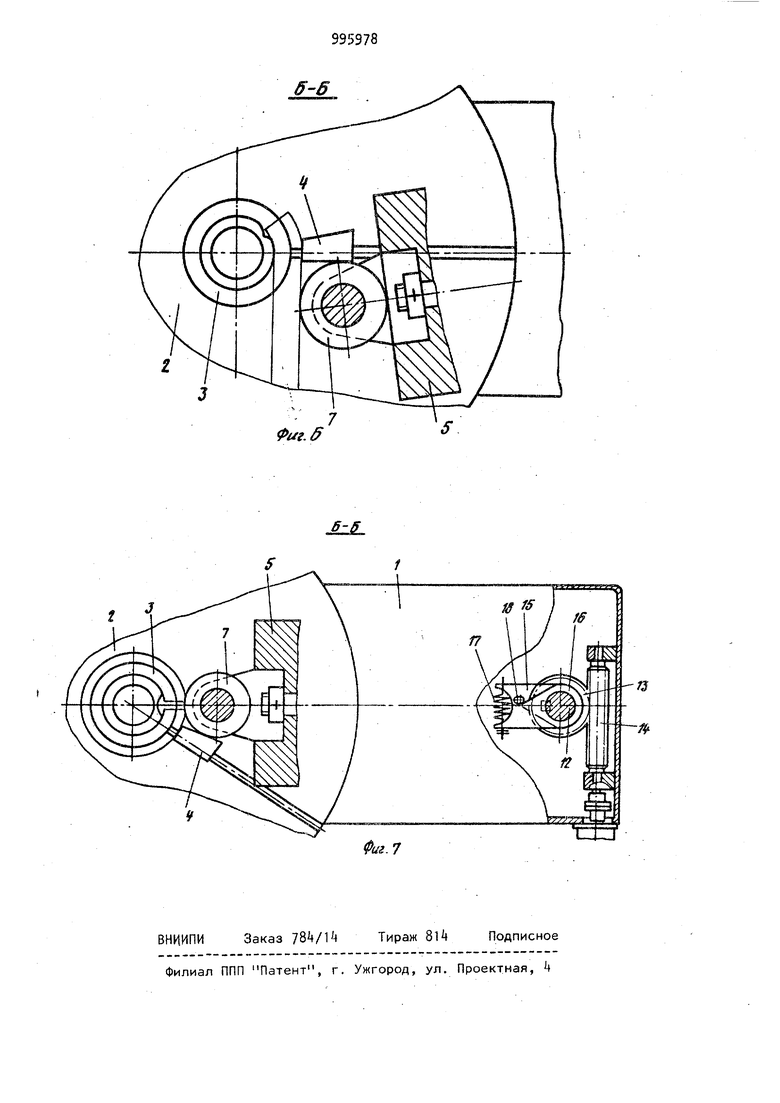
На фиг. 1 изображена фланцегибочная машина, общий вид; на фиг. 2 - . то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1,- на фиг. 4 и 5 20 разрез Б-Б на фиг. Г (положения начала гибки заготовок фланцев разных диаметров); на фиг. 6 - то же (положение перехвата заготовок после предварительной подгибки ее переднеГО конца) , на фиг. 7 то же (догибка концов заготовки фланца). Машина включает станину 1, поворотный стол 2, на котором установле сменный гибочный шаблон 3, прижим k На ползуне 5, установленном в напра ляющих кронштейна 6, смонтирован ги бочный ролик 7, связанный со своим механизмом 8 возвратно-поступательно го перемещения посредством упругого звена с регулируемым усилием, например, из пакета тарельчатых пружин 9 усилие сжатия которых регулируется BVfHTOM 10 посредством червячной передачи 11. Кронштейн 6 одним концом жестко связан с осью 12, на которой, например } свободно размещено червячное ко лесо 13 механизма 14 поворота кронштейна 6 в горизонтальной плоскости и жестко закреплен рычаг 15- При это на червячном колесе 13 жестко закрепле рычаг 165 связанный с рычагом 15 пру жиной 17 растяжения, сжатие которой ограничено пальцем 18, установленным на рычаге 15 и контактирующим с рыча гом 1б. На другом консольном конце кронштейна 6 установлен механизм осе вого перемещения готового фланца за габарит гибочного шаблона, представляющий юобой вертикально установленный пневмотолкатель 19 на конце штока 20 которого закреплен корпус 21 с разведенными в радиальном направлении параллельно плоскости пово ротного стола 2 направляющими 22 и ХОДОВЫМИ винтами 23/по которым име,ют возможность одновременного воз- вратно-поступательного перемещения ползушки 2 с захватами 25, кинематически связанные с приводом 26. Вращение.поворотного стола 2 осуществляется размещенным внутри станины 1 механизмом (не показан).. Машина работает следующим образом. С помощью червячной передачи I1 и винта 10 устанавливается предварительная деформация упругого заена пакета тарельчатых пружин 9, соответствующая величине усилия для догибки концов заготовки фланца, Захваты 25 механизма осевого перемещения готового фланца за габарит гибочного шаблона выводятся за габарит прижима k перемещением аверх штока 20 пневмотолкателя 19. 59784 После зажима заготовки к ней подводится гибочный ролик 7 поворотом кронштейна 6 и перемещением ползуна 5, затем включается привод механизма вращения поворотного стола 2 и осуществляется гибка заготовок . вокруг шаблона 3. Догибка концов заготовки производится гибочным роликом 7 в момент окончания гибки, принудительном повороте кронштейна 6 от контактирующего действия прижима Ц, По окончании гибки гибочный ролик 7 перемещением ползуна 5 отводится за пределы прижима k до самопроизвольного возврата кронштейна 6 под действием пружины 17 в исходное положение. Затем ось пневмотолкателя 19 совмещается с осью поворотного стола 2 поворотом кронштейна 6 лри помощи привода механизма 1. Захваты 25 разводятся за габарит готового фланца, опускаются вниз, и сводятся до надежного захвата за нижнюю поверхность свисающей с шаблона 3 кромки готового фланца. Далее перемещением штока 20 пневмотолкателя IS вверх готовый фланец перемещается в осевом направлении за габарит шаблона 3 и поворотом кронштейна 6 оси 12 с помощью привода механизма 14 отводится за габарит фланцегибочной машины в зону оазгрузки,.например, транспортера или другого передающего механизма.. ° Производится освобождение механизма от готового фланца и возврат кронштейнов в исходное для работы положен ие. Ожидаемый годовой экономический эффект от применения одной фланцегибочкой мешины получается за счет исключения необходимости изготовления и обслуживания специального механизма для горизонтального перемещения готового фланца за габарит , исключения необходимости устройства синхронизирующих перемещений и блокировок механизмов фланцегибочной машины со специальным механизмом для горизонтального перемещения готового фланца за габарит машины, улучшения условий труда и повышения производительности работы на фланцегибочной машине. Формула изобретения 1. Фланцегибочная машина по авт. св. № 780930, отличающая с я тем, что, с целью повышения производительности, она снабжена смонтированным на кронштейне механизмом удаления фланцев, выполненным в виде вертикально установленного пневмртолкателя, на конце штока которого закреплен корпус с неправ ЛЯЮ1ДИМИ, расположенными в горизонтальной плоскости, и ходовыми винтами , несущими ползушки с захватами кинематически связанные с приводом, а кронштейн закреплен на станине 21 .
995978«
шарнирно с возможностью поворота в горизонтальной плоскости.
Источники информации, ;.О принятые во внимание при экспертизе
rf QffC/fO/ /nfa,t/jfe/ /fe/feda tft/
a/fffft/i/
eXQ/f /3
Фиг.З б-б
6-6
иг,
