1
Изобретение относится к области обработки металлов давлением, в частности, к гибочным машинам для гибки фланцев.
Известна фланцегибочная машина, содержащая гибочный меха-низм и поворотный стол с гибочным шаблоном и прижимом.
Недостаток известной конструкции заключается в необходимости изгибать заготовку за несколько переходов с остановкой стола, что снижает производительность машины.
С целью устранения указанного недостатка машина снабжена размещенными на столе диаметрально противоположно двумя каретками, на которых расположены приводные клинья и оси, несущие ловоротные трехплечие рычаги, при этом на одном из плеч каждого рычага расположен прижим, а два других -плеча снабжены роликами, взаимодействующими с приводными клиньями.
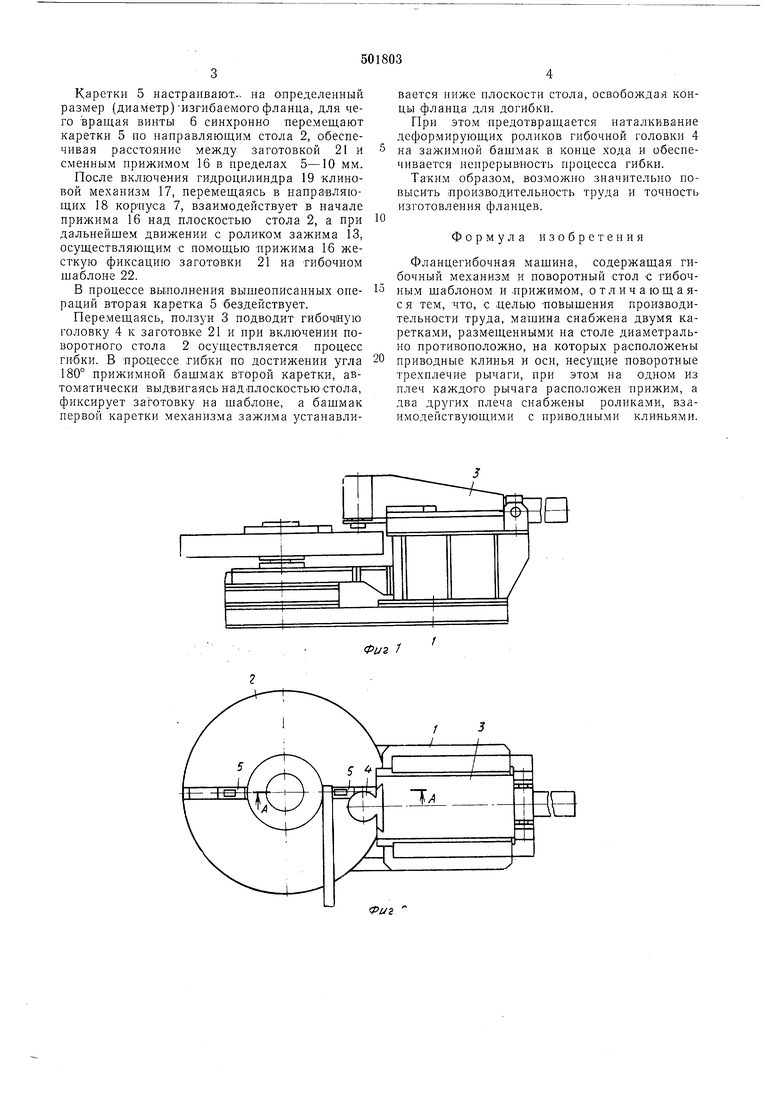
На фиг. 1 изображена фланцегибочная машина, общий вид; на фиг. 2-вид машины в плане; на фиг. 3 - разрез по А - А на фиг. 2; ма фиг. 4 - положение механизма -при зажиме заготовки; на фиг. 5 - вид по стрелке Б на фиг. 4.
Фланцегибочная мащина содержит станину 1, поворотный стол 2, ползун 3 с гибочной головкой 4.
На столе 2 смонтированы каретки 5 с возможностью синхронного перемещения при помощи винтов 6.
Каретка 5 содержит корпус 7, в вертикальных на.правляющих 8 которого подвижно смонтированы ползушки 9, несущие жестко укрепленную на них ось 10, со свободно посаженным на ней зажимом бащмаком 11. Бащмак 11 вынолнен в виде трехнлечего рычага, на нижнем плече которого на оси 12 подвижно закрсплен ролик зажима 13, а на боковом нлече на оси 14 подвижно закреплен ролик подъема 15. На верхнем плече башмака 11 жестко закреплен сменный прижим 16.
Зажимной башмак посредством роликов 13 и 15 взаимодействует с взаимно перпендикулярными поверхностями клинового механизма 17, подвижно смонтированного в направляющих 18, укренленных на корлусе 8.
Нривод клинового механизма осуществляется гидроцилиндром 19, жестко укрепленным с внешней стороны корпуса.
Утапливание прижима 16 за плоскость стола 2 (возврат в исходное ноложение) осуществляется с помощью пружин 20 при обратном ходе цилиндра 19. Фланцегибочная машина работает следующим образом.
Поворотный стол 2 устанавливается в исходное положение таким образом, что одна из кареток 5 зажимно(го механизма располагается в зоне гибки (в зоне деформирующих роликов).
Каретки 5 настраивают... на о-пределенный размер (диаметр) изгибаемого фланца, для чего вращая винты 6 синхронно неремещают каретки 5 ио направляющим стола 2, обеспечивая расстояние между заготовкой 21 и сменным нрижимом 16 в пределах 5-10 мм.
После включения гидроцилиндра 19 клиновой механизм 17, перемещаясь в направляющих 18 корпуса 7, взаимодействует в начале прижима 16 над плоскостью стола 2, а при дальнейшем движении с роликом зажима 13, осуществляющим € помощью прижима 16 жесткую фиксацию заготовки 21 на гибочном шаблоне 22.
В процессе выполнения вышеописанных операций вторая каретка 5 бездействует.
Перемещаясь, ползун 3 подводит гибочную головку 4 к заготовке 21 и при включении поворотного стола 2 осуществляется процесс гибки. В Процессе гибки по достижении угла 180° прижимной башмак второй каретки, автоматически выдвигаясь над,плоскостью стол.а, фиксирует заготовку на шаблоне, а башмак первой каретки механизма зажима устанавливается ниже плоскости стола, освобождая концы фланца для догибки.
При этом предотвращается наталкивание деформирующих роликов гибочной головки 4 на зажимной башмак в конце хода и обеспечивается непрерывность процесса гибки.
Таким образом, возможно значительно повысить производительность труда и точность изготовления фланцев.
Формула изобретения
Фланцегибочная машина, содержащая гибочный механизм и поворотный стол с гибочным щаблоном и прижимом, отличаю щ а яс я тем, что, с делью ПОВыщения производительности труда, машина снабжена двумя каретками, размещенными на столе диаметрально противоположно, на которых расположены приводные клинья и оси, несущие поворотные трехнлечие рычаги, при этом на одном из плеч каждого рычага расположен прижим, а два других плеча снабжены роликами, взаимодействующими с приводными клиньями.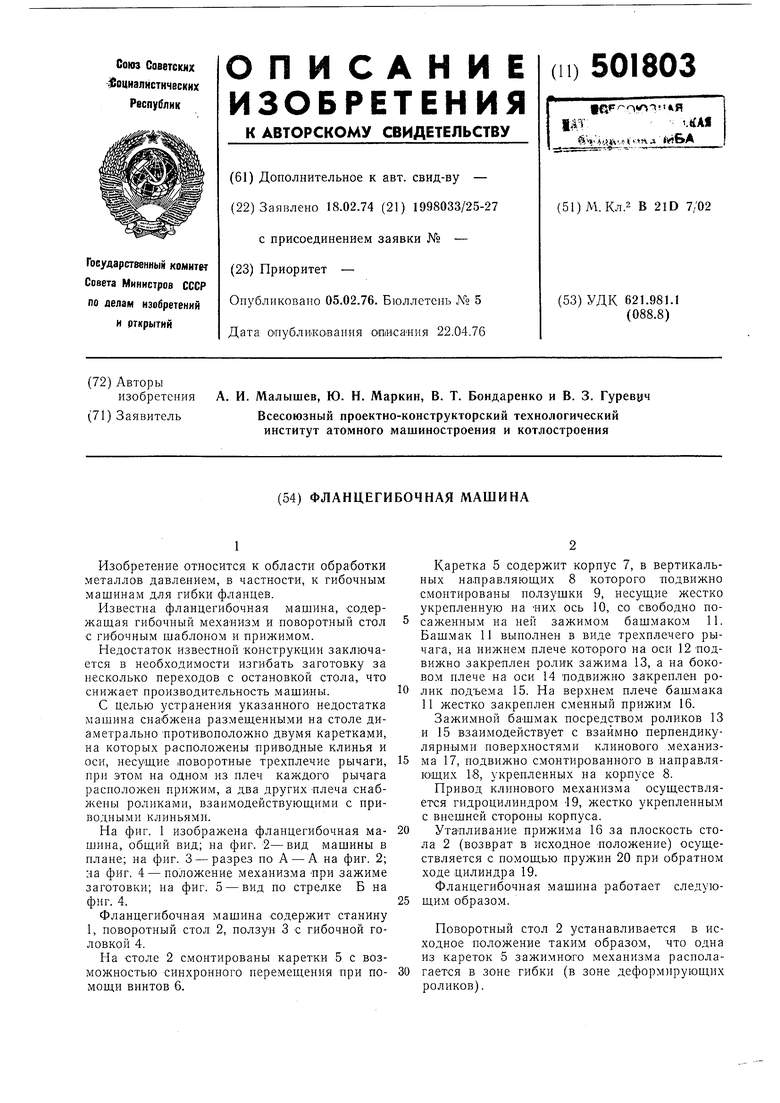
| название | год | авторы | номер документа |
|---|---|---|---|
| Фланцегибочная машина | 1980 |
|
SU925477A1 |
| Фланцегибочная машина | 1978 |
|
SU780930A2 |
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
| Фланцегибочная машина | 1981 |
|
SU995978A2 |
| Полуавтоматический станок для многоплоскостной гибки труб | 1972 |
|
SU548336A1 |
| Трубогибочная машина | 1986 |
|
SU1461559A1 |
| Гибочная машина | 1980 |
|
SU871889A1 |
| ФЛАНЦЕГИБОЧНАЯ МАШИНА | 1971 |
|
SU304034A1 |
| Трубогибочное устройство | 1988 |
|
SU1667986A2 |
| Фланцегибочная машина | 1983 |
|
SU1199348A1 |


13
JI
а
T-t
ав
