Изобретение относится к обработке металлов давлением, в частности к гибочному оборудованию для изготовления кольцевых заготовок фланцев из сортового проката.
Целью изобретения является новышение точности изготовления фланцев.
На фиг. 1 изображена предлагаемая машина; на фиг. 2 - то же, план; на фиг. 3 вид А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2.
Фланцегибочная машина содержит станину 1, поворотный стол 2 со сменным кольцевым шаблоном 3, рабочий ручей которого образован цилиндрической 4 и торцовой 5 поверхностями, двигатель 6 с редуктором 7, выходная шестерня 8 которого находится в зацеплении с зубчатым венцом поворотного стола 2.
На станине установлен с возможностью поступательного перемещения подвижный приводной стол 9, гидроцилиндр 10 и стопорное устройство 11 стола 9. В корпусе стола 9 смонтирован гибочно-прижимной механизм, включающий поворотные приводные рычаги 12 и 13, шарнирно соединенные осями с корпусом стола, силовые гидроцилиндры 14, шарнирно закрепленные на столе 9 и шарнирно связанные с проушинами рычагов 12 и 13. В обойме 15 каждого из рычагов 12 и 13 установлена с возможностью перемещения гильза 16, в которой установлена гильза 17 гидроцилиндра, жестко связанная с гильзой 16 посредством фланца 18. Шток 19 гидроцилиндра жестко закреплен в крышке 20 обоймы 15. В гильзе 16 установлена с помощью подшипников и крышки 21 ось 22. На оси 22 рычагов 12 и 13 установлены гибочные ролики 23 и 24.
На нижних плоскостях рычагов 12 и 13 неподвижно закреплены опоры 25 и 26, служащие для поддержки конца полосы, рабочая поверхность которых расположена в плоскости торцовой поверхности 5 шаблона 3. Машина снабжена поворотной платформой 27 с рольгангом для полосы 28. Крепление шаблона 3 на столе 2 осуществляется посредством кольцевых выступов, выполненных на шаблоне, входящих в соответствующие впадины, выполненные на столе. Привод исполнительных гидроцилиндров мащины осуществляется от двух насосных установок 29 и 30. Для изготовления заданного размера кольцевой заготовки на поворотном столе 2 закрепляют необходимый шаблон 3, с помощью гидроцилиндра 10 подводят стол 9 к поворотному столу 2 и фиксируют его относительно стаНИНЫ устройства 11. Полосу сортового проката 28 укладывают на рольганг поворотной платформы 27 и торцовую поверхность 5 шаблона 3 так, чтобы конец полосы вошел под ролик 23. С помощью гильзы 17 гидроцилиндра прижимают роликом 23 конец полосы к торцовой поверхности шаблона, а с помощью гидроцилиндра 14 - к цилиндрической поверхности 4 шаблона 3. G помощью гильзы 17 соответствующего гидроцилиндра ролика 24 выставляют его
опорную поверхность на одном уровне с опорной поверхностью ролика 23. Затем поворотом рычага 13 производят подгибку роликом полосы к щаблону.
Поворотом стола 2 осуществляют гибку заготовки вокруг шаблона. После поворота на заданный угол производят подгибку второго конца заготовки, а затем окончательно гнут заготовку.
Предлагаемая фланцегибочная машина обеспечивает получение заготовок для
фланцевых колец из сортового проката как в холодном, так и в нагретом состоянии с точностью, позволяющей существенно снизить прицуски на механическую обработку фланцев, либо исключить полностью механическую их обработку по несопрягаемым поверхностям. Это достигается тем, что независимое перемещение роликов в горизонтальной и вертикальной плоскостях относительно поворотного стола с гибочными оправками позволяет осуществлять подгибку прямолинейных участков концов
полосы до такого состояния, при котором не требуется исправления геометрической формы фланцевого кольца последующей механической обработкой. Наличие реборд на роликах и оправках образует замкнутый
ручей в зоне гибки кольца, исключающий искажение его формы в плоскости кольца. Наличие жесткой связи кольцевых оправок с поворотным столом в радиальном направлении исключает возможные искажения формы цилиндрических поверхностей кольцевой
заготовки для фланцев, а опоры для конца полосы на рычагах 7 и 8 устраняют возможность отклонений конца полосы в месте стыка от плоскости кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
| Фланцегибочная машина | 1982 |
|
SU1031560A1 |
| Фланцегибочная машина | 1980 |
|
SU925477A1 |
| Фланцегибочная машина | 1974 |
|
SU501803A1 |
| Фланцегибочная машина | 1981 |
|
SU995978A2 |
| Фланцегибочная машина | 1977 |
|
SU737063A1 |
| Фланцегибочная машина | 1978 |
|
SU780930A2 |
| Фланцегибочная машина | 1979 |
|
SU884788A1 |
| Фланцегибочная машина | 1974 |
|
SU508300A2 |
| Ротационная сортогибочная машина | 1980 |
|
SU940914A1 |


1. ФЛАНЦЕГИБОЧНАЯ МАШИНА, содержащая станину, поворотный стол со сменным кольцевым шаблоном, рабочий ручей которого образован цилиндрической и торцовой поверхностями, подвижный приводной стол со смонтированными на нем двумя поворотными приводными рычагами, на каждом из которых установлен гибочный ролик, отличающаяся тем, что, с целью повышения точности изготовления фланцев путем исключения влияния неравномерного износа торцовой поверхности роликов, гибочные ролики установлены с возможностью независимого друг от друга перемещения в осевом направлении. 2.Машина по п. 1, отличающаяся тем, что, с целью повышения точности изготовления фланцев путем иск.пючения прогиба конца заготовки, каждый поворотный рычаг снабжен опорой, рабочая поверхность которой расположена в плоскости торцовой поверхности рабочего ручья сменного кольцевого шаблона. 3.Машина по п. 1, отличающаяся тем, что, с целью повышения точности изготовления фланцев путем повышения жесткости шаблона, на поверхности поворотного стола выполнены кольцевые канавки, а на поверхности сменного кольцевого шаблона - кольцевые выступы, соответствующие коль(Л цевым канавкам поворотного стола. о со 4 00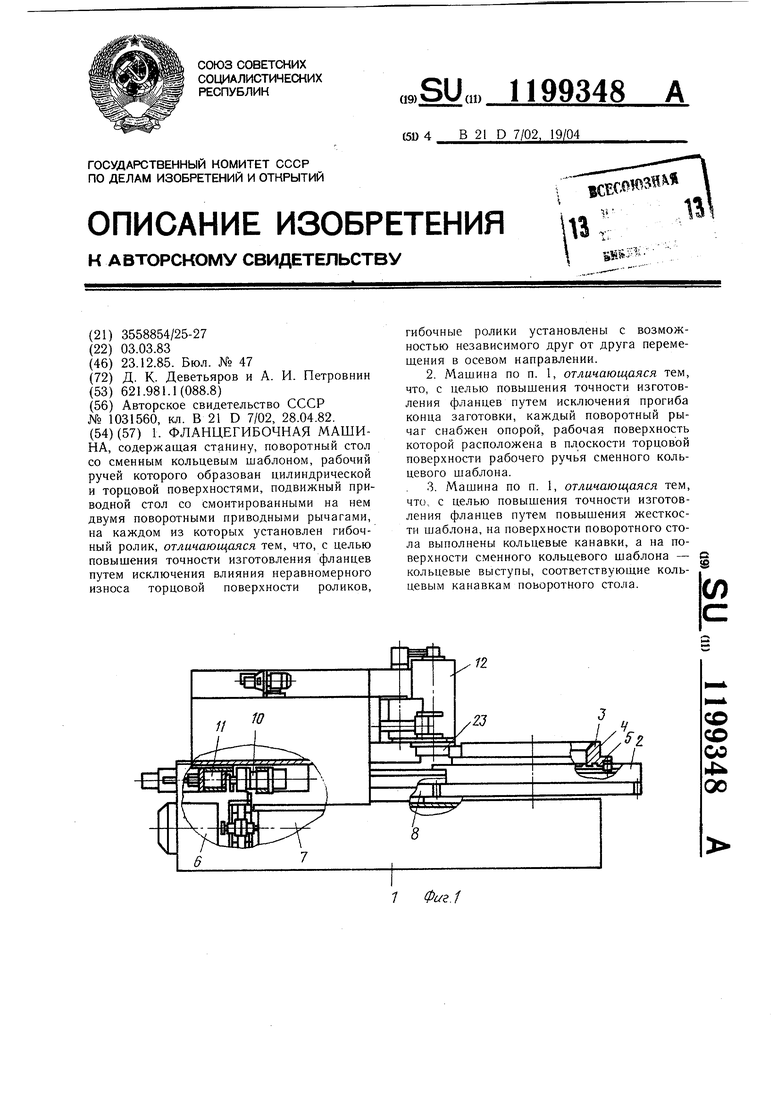
о:
Фи,.д
3--2А
20
Z3
Фиг.
| Фланцегибочная машина | 1982 |
|
SU1031560A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
