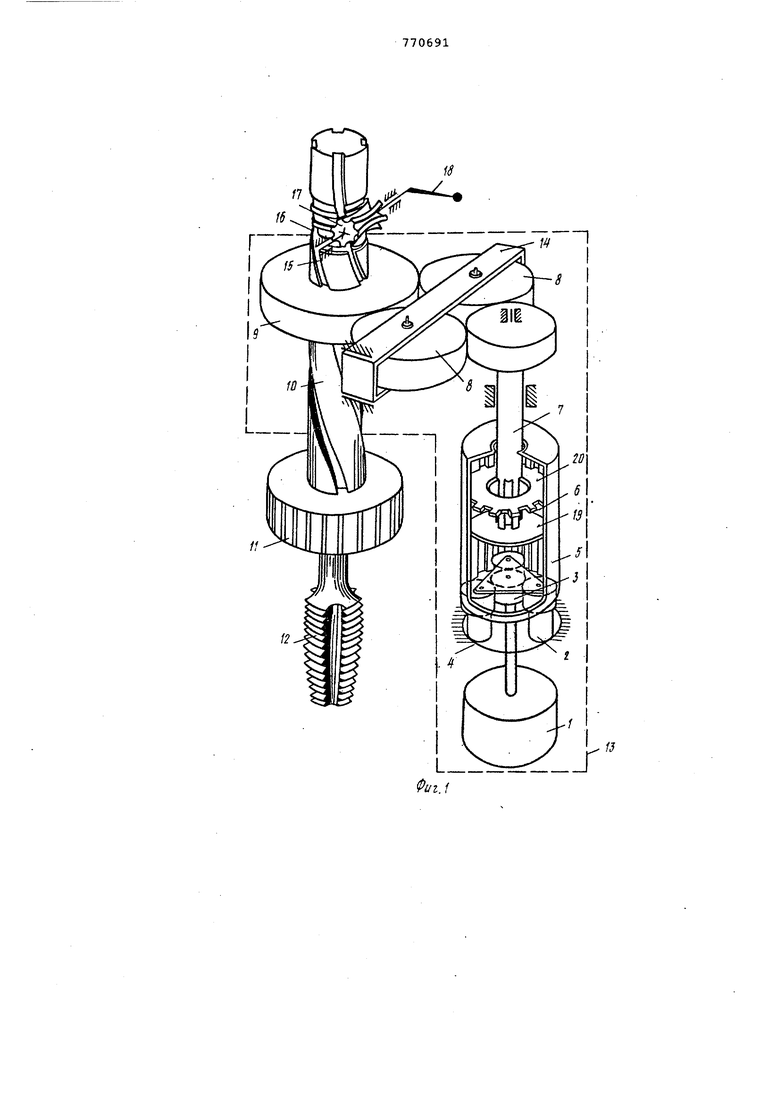
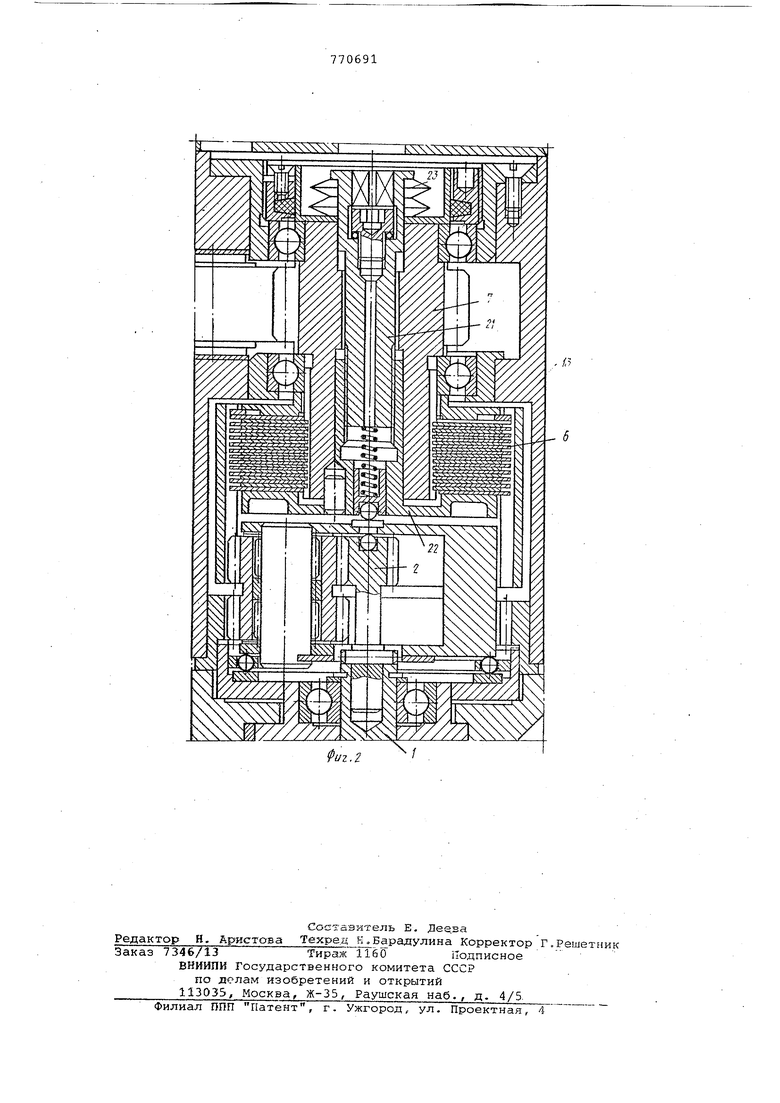
Изобретение относится к Ьбласти машиностроения, а именно к переносному металлорежущему оборудованию для нарезания резьбы в отверстиях п крепежные детали в металлических фундаментах из высокопрочных сталей и сплавов в монтажных условиях, и может быть использовано в судострое нии и судоремонте, химической и дру гих отраслях промышленности. -Известен переносной станок для нарезания .резьбы в корпусе которого размещены привод вращения шпинделя и привод его осевого перемещения с шестерней подачи, закрепленной на корпусе, а также предохранительная муфта и расположенный параллельно шпинделю промежуточный вал l. Однако известное устройство имеет большие габариты. Целью изобретения является сокра щение габаритов переносного станка. Поставленная цель обеспечивается тем, что переносной станок снабжен ползуном, кинематически связывающим шпиндель с промежуточным валом, на котором установлена предохранительная муфта, причем Механизм подачи в полнен в виде размещенной на шпинделе кольцевой рейки, контактирующей с шестерней подачи, а на шпинделе выполнен винтовой паз, угол наклона которого равен или больше угла трения. На фиг. 1 изображена кинематическая схема переносного резьбонарезного станка; на фиг. 2 -, предохранительная фрикционная муфта.. Переносный станок для нарезания резьбы состоит из реверсивного пневмодвигателя 1, планетарного трехсателлитового двухвенцового реду тора 2, связанного через ьаестерню 3 с пневмодвигателем 1 и входящего в зацепление с неподвижным колесом 4 и подвижным корпусом 5 предохрани- тельной фрикционной муфты 6. Последняя расположена на промежуточном валу 7, связанном через две промежуточные шестерни. 8 с шестерней 9, установленной на шпинделе 10, несущем зажимной патрон 11с инструмен- . том 12. Пневмодвигатель 1, редуктор 2, промежуточный вал 7 и шпиндель 10,размещены в общем корпусе 13. Оси промежуточных шестерен 8, передающих вращение шпинделю 10 от пневмодвигателя 1,закреплены на ползуне 14, установленном с возможноетью перемещения в окнах корпуса 13. Механизм осевой подачи шпинделя 10 включает в себя шестерню 9, соединенную со шпинделем 10 шлицевым или шпоночным соединением. Пазы 15 на шпинделе 10 выполнены наклонными по винтовой линии,направление которой.обратно направлению нарезаеMOfi резьбы. Угол наклона винтовой линии равен или несколько больше угла трения. На свободном конце шпинделя 10 выполнена кольцевая рейка вращения 16, с которой входит в зацепление шестерня подачи 17, закрепленная на корпусе 13. Шестерня подачи 17 соединена с включаемой рукояткой 18. Шестерня подачи 17 выполнена глобоидной формы с радиусом образующей,, равным или близким радиусу шпинделя 10 для увеличения площади контакта шестерни подачи 17 с рейкой вращения 16. Предохранительная фрикционная муфта б предназначена для настройки на требуемый крутящий момент, установлена соосно с пневмодвигателем 1 на промежуточном валу 7, расположенном параллельно шпинделю 10, и состоит из набора фрикционных дисков 19 и 20. Диски 19 входят в зацепление с промежуточным валом 7, а диски 20 - с подвижным корпусом 5. Внутри промежуточного вала 7 размещен винт 21, соединенный с помощью резьбы с тарелкой 22, воздействующей на диски 19, 20 через тарельчатые пружины 23 Предлагаемый станок работает следующим образом.
Станок закрепляется на обрабатываемом фундаменте (на чертеже не показан), регулируется на определенный крутящий момент в зависимости от прочности обрабатываемого материала, диаметра отверстия предохранительная фрикционная муфта 6. Для этого поворачивают винт 21, перемещая тарелки 22, воздействующие на диски 19, 20. Пружины 23 сжимаются до определенного усилия. Включается пневмодвигатель 1. Вращение через редуктор 2 передается на подвижный корпус 5 предохранительной фрикционной муфты 6, через диски 19, 20 предохранительной муфты 6 промежуточному валу 7, зате двум промежуточным шестерням 8,
шестерне 9 и шпинделю 10. Расположение шестерен 8 на подвижном ползуне 14 обеспечивает одновременный ввод в зацепление промежуточных шестерен 8, равномерную передачу нагрузки во время работы и уменьшение габаритов шпиндельного узла. Затем осевым перемещением шпинделя 10 шлицами, подводят инструмент 12 к обрабатываемому отверстию. После этого нажимают на рукоятку 18 и через шестерню подачи 17, входящую в зацепление с кольцевой рейкой вращения 16, перемещают шпиндель 10 в осевом направ лении, осуществляя первоначальное врезание инструмента 12 в обрабатываемое отверстие (на чертеже не показано) . Расположение кольцевой рейки вращения 16 на шпинделе 10 уменьшает усилие на рукоятке 18 для осуществления первоначального врезания,
0 уменьшает габариты шпиндельного узла и обеспечивает обработку отверстий как малых, так и больших диаметров. Дальнейшее нарезание резьбы осуществляется самозатягиванием.
Формула изобретения
Переносной станок для нарезания резьбы, в корпусе которого размещены привод вращения шпинделя и привод его осевого перемещения с. шестерней подачи, закрепленной на корпусе, а также предохранительная муфта и расположенный параллельно шпинделю промежуточный вал, отличающийся тем, что, с целью сокращения габаритов переносного станка, последний снабжен ползуном, кинематически связывающим шпиндель
0 с промежуточном валом, на котором установлена предохранительная муфта, причем механизм подачи выполнен в виде размещенной на шпинделе кольцевой рейки, контактируюшей с шестерней
подачи, а на шпинделе выполнен винтовой паз, угол наклона которого не меньше угла трения.
Источники информации, принятые во внимание при экспертизе
- 1, Симкин Б.Л. Механизация и автоматизация судостроительного производства, Л. , Судостроение, т.2, с. 123-124. .
/;
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной сверлильно-резьбонарезной станок | 1982 |
|
SU1060362A1 |
| Переносной станок для нарезания резьбы | 1979 |
|
SU874286A2 |
| Переносной станок для нарезания резьбы | 1981 |
|
SU1039659A1 |
| Шпиндельный узел сверлильного станка | 1982 |
|
SU1093427A1 |
| Металлорежущий станок | 1983 |
|
SU1214337A1 |
| Переносной станок для обработки отверстий в труднодоступных местах | 1984 |
|
SU1371794A1 |
| ПЕРЕНОСНОЙ СВЕРЛИЛЬНЫЙ СТАНОК | 1990 |
|
RU2035269C1 |
| Резьбонарезной станок | 1950 |
|
SU93564A1 |
| Станок для нарезания резьбы | 1990 |
|
SU1804977A1 |
| Шпиндельный узел сверлильного станка | 1989 |
|
SU1645074A1 |