Изобретение относится к обработке металлов резанием, в частности к переносному механизированному инструменту для обработки отверстий, и может быть использовано в различных отраслях промышленности при производстве монтажно-сборочных работ.
Известен переносной станок для обработки отверстий, содержащий размещенные в корпусе пневмодвигатель с пусковым краном, механизм вращения и подачи шпинделя, выполненный в виде зубчатых передач, связанных зубчатыми колесами со шлицевым и резьбовым отверстиями для взаимодействия соответственно со шлицевой и резьбовой нарезкой шпинделя, две фрикционные многодисковые муфты вращения и торможения зубчатого колеса с резьбовым отверстием, установленные на одном валу и кинематически связанные с механизмом сжатия дисков, механизм возврата шпинделя с ограничителем хода и систему управления циклом обработки в виде двухкамерного диафрагменного пневмоцилиндра, предназначенного для сжатия дисков фрикционных муфт.
Недостатком этого станка является его относительная конструктивная сложность и возможность использования его системы управления циклом обработки только для станка с приводом от пневматического привода.
Наиболее близким к изобретению является выпускаемая промышленностью рельсосверлилка РСМ 1М, содержащая корпус, внутри которого размещен шпиндель, кинематически связанный с двигателем посредством приводного вала и зубчатых передач, механизм управления циклом обработки, состоящий из рукоятки управления, установленной на корпусе посредством вала, закрепленного на цапфе двуплечего рычага, и зубчатых передач, одна из которых кинематически связана с предохранительной муфтой, а другая содержит шестерню, установленную на приводном валу с возможностью взаимодействия с конусной втулкой и шестерню-гайку, установленную на шпинделе с возможностью взаимодействия с упомянутыми втулками.
К недостаткам рельсосверлилки следует отнести необходимость удержания рукой рукоятки управления в крайнем переднем положении во время ускоренного подвода шпинделя к обрабатываемой детали и отсутствие автоматического отвода шпинделя в исходное положение после окончания обработки отверстия. Это затрудняет обслуживание сверлилки и снижает производительность обработки.
Целью изобретения является повышение производительности путем обеспечения полной автоматизации рабочего цикла станка.
Это обеспечивается тем, что в известном станке, содержащем корпус, внутри которого в гильзе размещен шпиндель, кинематически связанный с двигателем посредством приводного вала и зубчатых передач, механизм управления циклом обработки, состоящий из рукоятки управления, установленной на корпусе посредством вала, закрепленного на цапфе двуплечего рычага и зубчатых передач, одна из которых кинематически связана с предохранительной муфтой, а другая содержит шестерню, установленную на приводном валу с возможностью взаимодействия с конусной втулкой и шестерню-гайку, установленную на шпинделе с возможностью взаимодействия с тормозной втулкой, при этом двуплечий рычаг расположен в корпусе с возможностью взаимодействия с упомянутыми втулками, согласно изобретению механизм управления циклом обработки снабжен фиксирующим элементом, упором, тягами, подпружиненным сухарем и тремя рычагами, один из которых Г-образный, другой трехплечий, а на ступице дополнительного рычага выполнена базовая поверхность. При этом в гильзе выполнено окно, на шпинделе выступ, а в тормозной втулке кольцевая расточка. Подпружиненный сухарь установлен в окне с возможностью перемещения вдоль оси гильзы и взаимодействия с торцовыми поверхностями выступа и кольцевой расточки. Трехплечий и дополнительный рычаги установлены на валу соосно двуплечему рычагу и с возможностью поворота, причем трехплечий рычаг одним плечом связан с корпусом посредством подпружиненной тяги, вторым с дополнительным рычагом посредством тяги, установленной с возможностью ограничения их взаимного поворота, а третье плечо снабжено дополнительно упорным элементом, выполненным с возможностью взаимодействия с фиксирующим элементом, установленным на корпусе с возможностью поворота и взаимодействия с базовой поверхностью дополнительного рычага. Упор установлен на двуплечем рычаге с возможностью взаимодействия с Г-образным рычагом, другой конец которого выполнен с возможностью периодического взаимодействия с торцовой поверхностью шестерни-гайки.
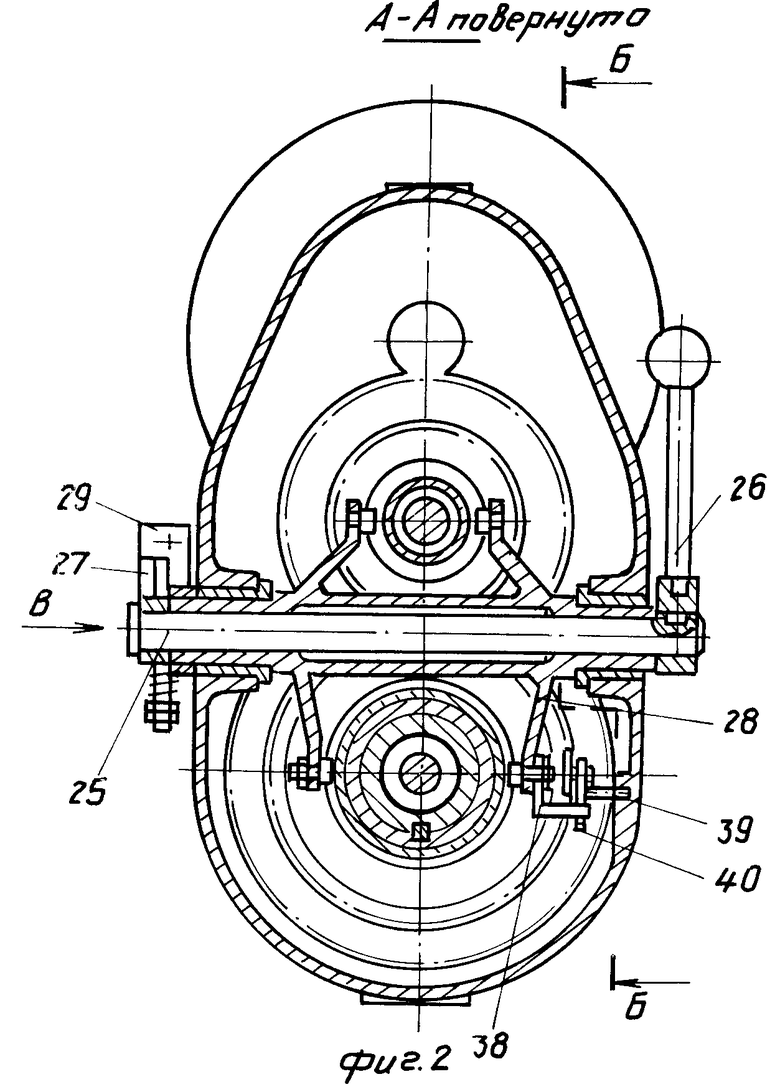
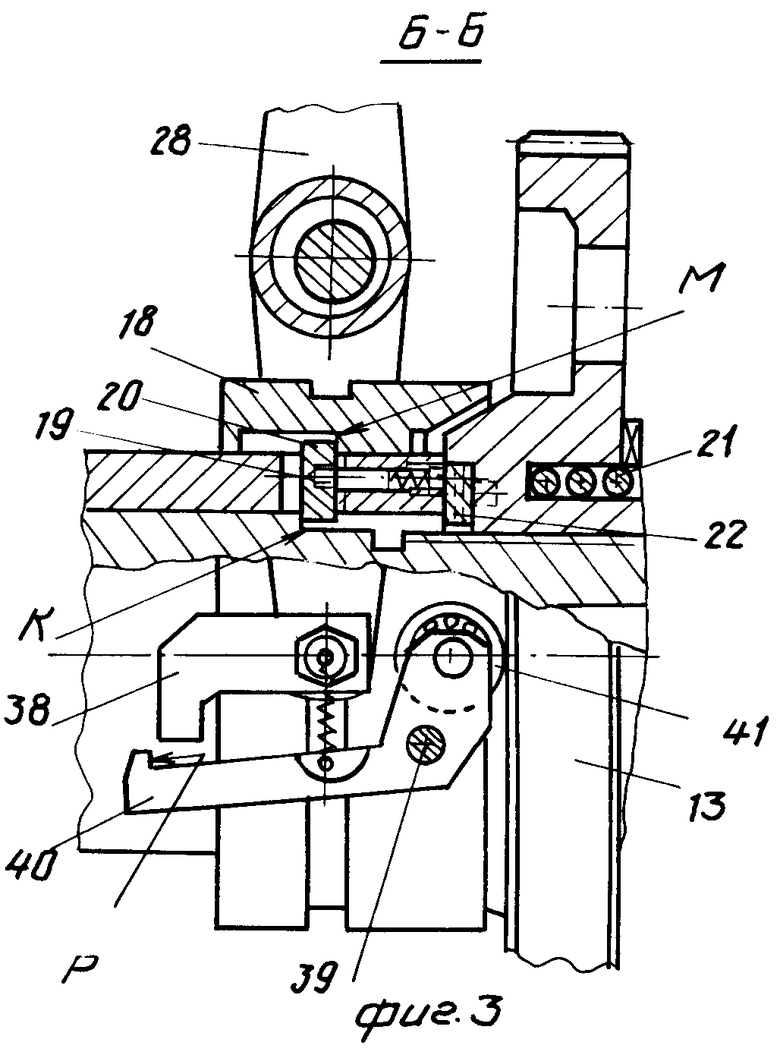
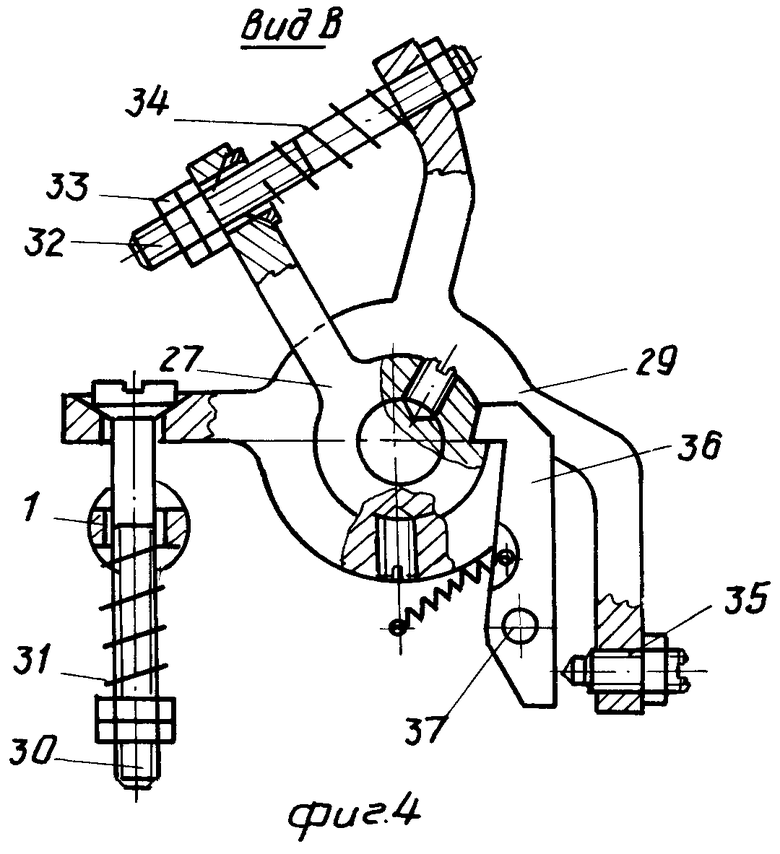
На фиг. 1 изображен предложенный станок, разрез; на фиг.2 разрез А-А на фиг.1; на фиг.3 разрез Б-Б на фиг.2; на фиг.4 вид по стрелке В на фиг.2.
Станок содержит корпус 1, на котором закреплен двигатель 2, несущий шестерню 3, сцепленную с зубчатым колесом 4. Зубчатое колесо закреплено на приводном валу 5 и посредством предохранительной муфты 6 связано с шестерней 7, свободно размещенной на этом же валу и находящейся в зацеплении с зубчатым колесом 8, установленным на свободно вращающейся в подшипниках втулке 9.
На валу 5 также размещены шестерни 10 и 11 и конусная втулка 12 для передачи крутящего момента от вала 5 к шестерне 10 и находящаяся с ней в зацеплении шестерня-гайка 13, установленная на резьбовом участке шпинделя 14. Последний помещен внутри гильзы 15 и связан с ней шпонкой 16, а гильза установлена на подшипниках в корпусе станка и несет закрепленное на ней зубчатое колесо 17, связанное с шестерней 11, и тормозную втулку 18.
В месте установки тормозной втулки 18 в стенке гильзы 15 выполнено окно, в котором на направляющих 19 размещен подпружиненный сухарь 20 с возможностью взаимодействия с выступом К на шпинделе 14 и поверхностью М кольцевой расточки тормозной втулки 18.
Шестерня-гайка 13 подпружинена в осевом направлении пружиной 21, в передней кольцевой расточке шестерни-гайки закреплен упор 22, а на противоположном конце выполнен торцовой зуб для взаимодействия с зубом ограничителя 23, закрепленного на конце шпинделя 14. Внутри шпинделя размещен также подпружиненный выталкиватель 24 для взаимодействия с хвостовиком режущего инструмента.
В корпусе 1 между валом 5 и шпинделем 14 размещен поворотный вал 25 с закрепленной на одном конце рукояткой 26 управления, а на другом дополнительным рычагом 27. Вал 25 размещен в расточке двуплечего рычага 28, на цапфе которого, выходящей за пределы корпуса, закреплен трехплечий рычаг 29, одно плечо которого посредством тяги 30 и пружины 31 подпружинено относительно корпуса таким образом, что двуплечий рычаг 28 усилием пружины 31 стремится сцепить конусными поверхностями втулку 12 и шестерню 10. При этом второе плечо рычага 29 посредством тяги, выполненной в виде шпильки 32 и гаек 33, соединено с плечом рычага 27, а на шпильке 32 между плечами рычагов размещена пружина 34, жесткость которой больше жесткости пружины 31.
На третьем плече рычага 29 размещен регулируемый упор 35 с возможностью периодического взаимодействия с подпружиненным фиксирующим элементом в виде защелки 36, установленной на оси 37 на корпусе 1, зуб которой входит в соответствующий паз, выполненный на ступице дополнительного рычага 27.
На конце двуплечего рычага 28, взаимодействующем с тормозной втулкой 18, закреплен упор 38, а на оси 39 внутри корпуса установлен подпружиненный Г-образный рычаг 40. Один конец рычага 40 посредством размещенного на нем подшипника 41, взаимодействует с торцовой поверхностью шестерни-гайки 13, а другой с упором 38.
Станок работает следующим образом.
До начала обработки станок закрепляется на обрабатываемой детали с помощью специальных приспособлений.
При включении двигателя 2 посредством шестерен 3 и 11 и зубчатых колес 4 и 17 вращение от него передается шпинделю 14 с закрепленным в его конусном отверстии режущим инструментом. При этом шестерня-гайка 13 вращается вместе со шпинделем благодаря наличию трения между торцовой поверхностью шестерни-гайки 13 и гильзы 15, к которой она прижата пружиной 21, и в резьбовом соединении шпинделя 14 с шестерней-гайкой 13. Кроме того, через предохранительную муфту 6 от шестерни 7 получает вращение зубчатое колесо 8. Частота вращения зубчатого колеса 8 отличается от частоты вращения шпинделя 14 и зубчатого колеса 17 за счет разности зубьев у зубчатого колеса 8 и зубчатого колеса 17.
Рукоятка управления 26 подается в сторону переднего конца шпинделя 14. При этом вместе с валом 25 дополнительный рычаг 27 поворачивается относительно корпуса 1 и через пружину 34 передает вращение трехплечему рычагу 29. Последний, сжимая пружину 31, поворачивается одновременно с двуплечим рычагом 28, перемещающим тормозную втулку 18 до тех пор, пока тормозная втулка 18 не упрется в шестерню-гайку 13. После остановки трехплечего рычага 29 дополнительный рычаг 27, преодолевая усилие пружины 34, продолжает поворачиваться вместе с валом 25 до тех пор, пока зуб защелки 36 под действием пружины не войдет в паз на ступице дополнительного рычага 27. Рукоятка 26 опускается и удерживается от поворота защелкой 36.
При упоре тормозной втулки 18 в шестерню-гайку 13 последняя тормозится и за счет разности частоты вращения шпинделя 14 и шестерни-гайки 13 шпиндель с инструментом получает ускоренное перемещение к обрабатываемой детали. Упираясь в поверхность обрабатываемой детали, инструмент останавливает осевое перемещение шпинделя, но при этом получает осевое перемещение в противоположном направлении шестерня-гайка 13, сжимая пружину 21.
Во время перемещения шестерни-гайки 13 она отходит от Г-образного рычага 40 и тот под действием пружины входит в сцепление с упором 38. Одновременно с шестерней-гайкой в том же направлении под действием пружины 34 получает перемещение тормозная втулка 18, сохраняя с ней постоянный контакт до сцепления шестерни-гайки 13 посредством торцовых зубьев с зубчатым колесом 8. При этом трехплечий рычаг 29, поворачиваясь одновременно с двуплечим рычагом 28, посредством закрепленного на нем упора 35 поворачивает защелку 36 относительно оси 37 и освобождает рычаг 27.
Под действием пружины 34 рычаг 27 поворачивается относительно трехплечего рычага 29, а затем пружиной 31 рычаги 27, 28 и 29, а также вал 25 с рукояткой 26 управления вместе поворачиваются относительно корпуса, осуществляя при этом отвод тормозной втулки 18 от шестерни-гайки 13 до тех пор, пока упор 38 не упрется в поверхность Р Г-образного рычага 40.
Шестерня-гайка 13, получая вращение от зубчатого колеса 8 с частотой, незначительно отличающейся от частоты вращения шпинделя 14, осуществляет рабочую подачу последнего в направлении обрабатываемой детали. В момент выхода инструмента из обрабатываемой детали (окончание процесса сверления, растачивания и т. п.) на шпиндель 14 прекращается действие осевой силы сопротивления со стороны обрабатываемой детали, и он под действием пружины 21 вместе с шестерней-гайкой 13 подается в сторону обрабатываемой детали, выводя шестерню-гайку 13 из зацепления с зубчатым колесом 8. Рабочая подача при этом прекращается, так как шестерня-гайка 13 начинает вращаться с той же частотой, что и шпиндель 14.
Переместившись до упора в торец гильзы 15, шестерня-гайка 13 своей торцовой поверхностью входит в контакт с подшипником 41 и поворачивает Г-образный рычаг 40, освобождая упор 38, а вместе с ним и двуплечий рычаг 28. Последний, поворачиваясь под действием пружины 31, перемещает конусную втулку 12 до сцепления с шестерней 10. При этом шестерня 10 получает вращение от втулки 12 и заставляет вращаться шестерню-гайку 13 с частотой, значительно отличающейся от частоты вращения шпинделя 14. Происходит ускоренный отвод шпинделя с инструментом от обрабатываемой детали.
При перемещении шпинделя в крайнее заднее положение конец шпонки 16 входит в переднюю расточку шестерни-гайки 13 и сцепляется с упором 22, в результате чего шестерня-гайка начинает вращаться с одной частотой со шпинделем 14. Отвод шпинделя от обрабатываемой детали прекращается. При этом шпиндель выступом К смещает подпружиненный сухарь 20, который, воздействуя на поверхность М тормозной втулки 18, смещает ее в сторону шестерни-гайки 13. Одновременно с этим под воздействием рычага 28 конусная втулка 12 расцепляется с шестерней 10. Рабочий цикл заканчивается.
Для остановки шпинделя в крайнем переднем положении предназначен ограничитель 23, зуб которого выступает за пределы винтовой поверхности шпинделя и в его крайнем переднем положении взаимодействует с торцовым зубом шестерни-гайки 13, заставляя последнюю вращаться вместе со шпинделем 14 с одинаковой частотой.
Таким образом, в предложенном станке рабочий цикл осуществляется одним поворотом рукоятки управления, что повышает степень автоматизации станка, облегчает и упрощает управление им. При этом повышается производительность станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛИЛЬНАЯ ГОЛОВКА | 1991 |
|
RU2024365C1 |
| ПЕРЕНОСНАЯ СВЕРЛИЛЬНАЯ ГОЛОВКА | 1990 |
|
SU1792014A1 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА | 1991 |
|
SU1823303A1 |
| Патрон для метчиков | 1976 |
|
SU650744A1 |
| Устройство для очистки ленты конвейера | 1983 |
|
SU1093653A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Установка для набрызг-бетонирования | 1986 |
|
SU1384769A1 |
| Крутильно-мотальный механизм | 1972 |
|
SU534532A1 |
| Планшайба | 1986 |
|
SU1371845A1 |
| РУЧНОЙ МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ПОСТАНОВКИ САМОНАРЕЗАЮЩИХ ВИНТОВ | 1969 |
|
SU238436A1 |
Использование: станкостроение, в частности переносной механизированный инструмент для обработки отверстий. Сущность изобретения: посредством шестерен 3 и 11, зубчатых колес 4 и 17 вращение от электродвигателя 2 передается шпинделю (Ш) 14. При этом шестерня-гайка (ШГ) 13 будет вращаться вместе со Ш благодаря трению между ее торцовой поверхностью и гильзой 15. Зубчатое колесо 8 при этом вращается с частотой, отличающейся от частоты вращения шпинделя. При подаче рукоятки в сторону переднего конца Ш вал и дополнительный рычаг /ДР/ поворачиваются относительно корпуса и передают вращение трехплечему рычагу /ТР/. Одновременно поворачивается двухплечий рычаг 2 и перемещает тормозную втулку 18 до упора ее в ШГ. После остановки ТР, Р2 преодолевая усилие пружины, продолжает поварачиваться до тех пор, пока зуб защелки под действием пружины не войдет в паз на ступице ДР. Рукоятка отпускается и удерживается от поворота защелкой. Осуществляется ускоренное перемещение Ш к детали. После остановки Ш начинает осевое перемещение ШГ, сжимая пружину. ШГ отходит от рычага, и он входит в сцепление с упором. Одновременно с ШГ перемещается тормозная втулка 18. Далее ТР через механическую связь поварачивает защелку и освобождает ДР. Затем ДР, ТР, Р2, вал поворачиваются относительно корпуса, а тормозная втулка 18 отводится от ШГ до тех пор, пока упор не упрется в поверхность Р Г-образного рычага. При этом ШГ, получая вращение от зубчатого колеса 8, осуществляет рабочую подачу Ш. По окончании, например, сверления происходит ускоренный отвод Ш от обрабатываемой детали. При перемещении Ш в крайнее заднее положение шпонка 16 входит в кольцевую расточку ШГ и сцепляется с упором, в результате чего ШГ начинает вращаться с одной частотой со Ш. Отвод Ш прекращается. Рабочий цикл заканчивается. 4 ил.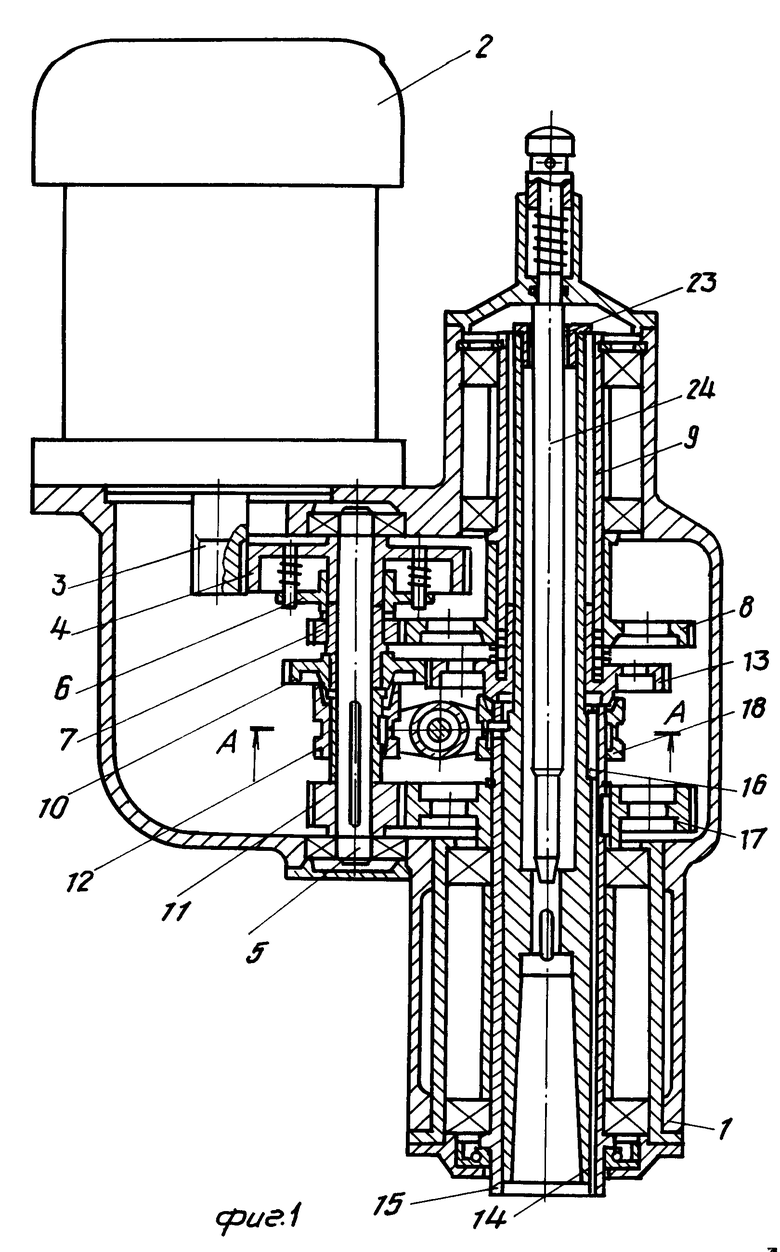
ПЕРЕНОСНОЙ СВЕРЛИЛЬНЫЙ СТАНОК, содержащий корпус, внутри которого в гильзе размещен шпиндель, кинематически связанный с двигателем посредством приводного вала и зубчатых передач, механизм управления циклом обработки, состоящий из рукоятки управления, установленной на корпусе посредством вала, закрепленного на цапфе двуплечего рычага, и зубчатых передач, одна из которых кинематически связана с предохранительной муфтой, а другая содержит шестерню, установленную на приводном валу с возможностью взаимодействия с конусной втулкой, и шестерню-гайку, установленную на шпинделе с возможностью взаимодействия с тормозной втулкой, при этом двуплечий рычаг расположен в корпусе с возможностью взаимодействия с упомянутыми втулками, отличающийся тем, что, с целью повышения производительности путем обеспечения полной автоматизации рабочего цикла станка, механизм управления циклом обработки снабжен фиксирующим элементом, упором, тягами, подпружиненным сухарем и тремя рычагами, один из которых Г-образный, другой трехплечий, а на ступице дополнительного рычага выполнена базовая поверхность, при этом в гильзе выполнено окно, на шпинделе выступ, а в тормозной втулке кольцевая расточка, подпружиненный сухарь установлен в окне с возможностью перемещения вдоль оси гильзы и взаимодействия с торцевыми поверхностями выступа и кольцевой расточки, при этом трехплечий и дополнительный рычаги установлены на валу соосно с двуплечим рычагом и с возможностью поворота, причем трехплечий рычаг одним плечом связан с корпусом посредством подпружиненной тяги, вторым - с дополнительным рычагом посредством тяги, установленный с возможностью ограничения их взаимного поворота, а третье плечо снабжено дополнительно упорным элементом, выполненным с возможностью взаимодействия с фиксирующим элементом, установленным на корпусе с возможностью поворота и взаимодействия с базовой поверхностью дополнительного рычага, при этом упор установлен на двуплечем рычаге с возможностью взаимодействия с Г-образным рычагом, другой конец которого выполнен с возможностью периодического взаимодействия с торцевой поверхностью шестерни гайки.
| Рельсосверлилка PCM IM | |||
| Техническое описание и инструкция по эксплуатации | |||
| Паспорт | |||
| СССР | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
