Изобретение относится к области обработки металлов резанием и может быть использовано, при нарезании сквозных и глухих резьб в гайках.
Цель изобретения -- повышение производительности станка.
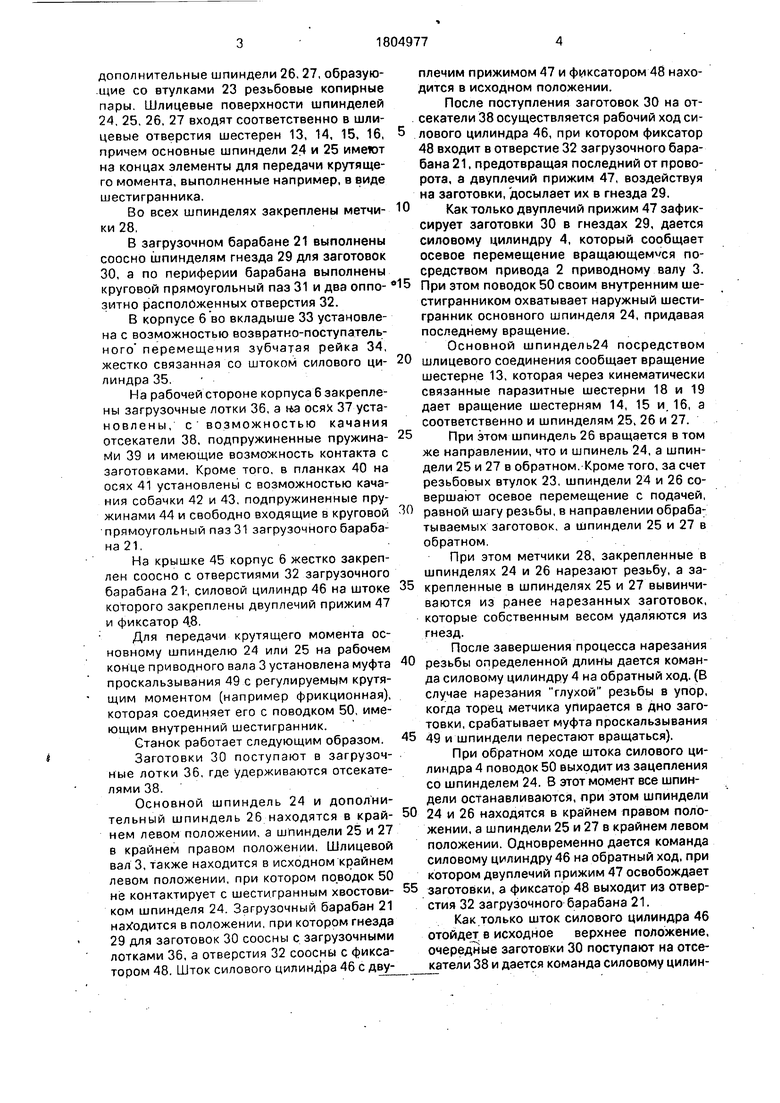
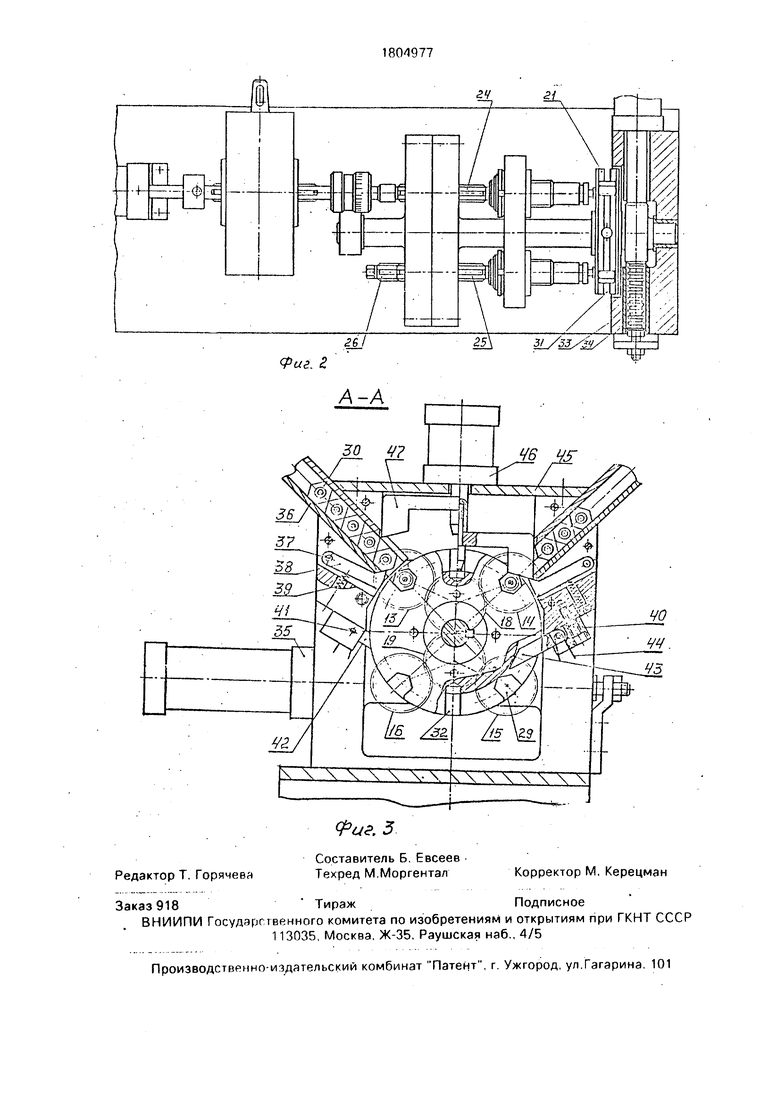
На фиг. 1 изображен станок в конечном рабочем положении, общий вид; на фиг. 2 - станок, вид сверху; на фиг. 3 - разрез А-А на фиг. 1 (с наложенным сечением зубчатого зацепления).
Станок включает в себя станину 1, на которой закреплена бабка привода 2,-в которой посредством шлицев размещен приводной вал 3.
На станине 1 закреплены также силовой цилиндр 4, стойка 5 и корпус 6, причем шток силового цилиндра связан, посредством шариковой муфты 7 с приводным валом 3.
В сквозных соосных отверстиях стойки 5 и корпуса 6 закреплены втулки 8 и 9, в
которых размещен составной вал механизма поворота барабана 10, обе части которого жестко соединены между собой по фланцам, образующим корпус редуктора 11. В корпусе редуктора 1.1 в подшипниках 12 установлены шестерни 13, 14, 15, 16, имеющие шлицевые отверстия, а в подшипниках 17 установлены кинематически связанные паразитные шестерни 18 и 19. При этом шестерни 13 и 14 входят в зацепление с паразитной шестерней 18, ч шестерни 15 и 16 соответственное паразитной шестерней 19.
На валу 10 закреплены посредством шпонок инструментальный диск 20, загрузочный барабан 21 и шестерня 22. В раст-оч- ках инструментального диска 20, выполненных соосно со шлицевыми отверстиями шестерен 13, 14. 15, 16. жестко закреплены резьбовые втулки 23, в которых размещены основные шпиндепи 24. 25 и
iOO 0 Јь Ч vj
:VJ
ополнительные шпиндели 26, 27, образующие со втулками 23 резьбовые копирные пары. Шлицевые поверхности шпинделей 4, 25, 26, 27 входят соответственно в шли- цевые отверстия шестерен 13, 14, 15, 16, 5 причем основные шпиндели 24 и 25 имеют а концах элементы для передачи крутящего момента, выполненные например, в виде шестигранника.
Во всех шпинделях закреплены метчи- 10 ки 28,
В загрузочном барабане 21 выполнены оосно шпинделям гнезда 29 для заготовок 0, а по периферии барабана выполнены круговой прямоугольный паз 31 и два оппо- °15 зитно расположенных отверстия 32.
В корпусе 6 во вкладыше 33 установлена с возможностью возвратно-поступательного перемещения зубчатая рейка 34, жестко связанная со штоком силового ци- 20 линдра 35.
На рабочей стороне корпуса 6 закреплены загрузочные лотки 36, а «а осях 37 уста- новлены, с возможностью качания отсекатели 38, подпружиненные пружина- 25 Ми 39 и имеющие возможность контакта с заготовками. Кроме того, в планках 40 на осях 41 установлены с возможностью качания собачки 42 и 43, подпружиненные пружинами 44 и свободно входящие в круговой 30 прямоугольный паз 31 загрузочного бараба- на21.
На крышке 45 корпус 6 жестко закреплен соосно с отверстиями 32 загрузочного барабана 21-, силовой цилиндр 46 на штоке 35 которого закреплены двуплечий прижим 47 и фиксатор 4.8.
Для передачи крутящего момента основному шпинделю 24 или 25 на рабочем конце приводного вала 3 установлена муфта 40 проскальзывания 49 с регулируемым крутящим моментом (например фрикционная), которая соединяет его с поводком 50, имеющим внутренний шестигранник.
Станок работает следующим образом. 45
Заготовки 30 поступают в загрузочные лотки 36, где удерживаются отсекате- лями 38.
Основной шпиндель 24 и дополнительный шпиндель 26 находятся в край- 50 нем левом положении, а шпиндели 25 и 27 в крайнем правом положении. Шлицевой вал 3, также находится в исходном крайнем левом положении, при котором поводок 50 не контактирует с шестигранным хвостови- 55 ком шпинделя 24. Загрузочный барабан 21 наводится в положении, при котором гнезда 29 для заготовок 30 соосны с загрузочными лотками 36, а отверстия 32 соосны с фиксатором 48. Шток силового цилиндра 46 с двуплечим прижимом 47 и фиксатором 48 находится в исходном положении.
После поступления заготовок 30 на отсекатели 38 осуществляется рабочий ход силового цилиндра 46, при котором фиксатор
48 входит в отверстие 32 загрузочного барабана 21, предотвращая последний от прово- рота, а двуплечий прижим 47, воздействуя на заготовки, досылает их в гнезда 29.
Как только двуплечий прижим 47 зафиксирует заготовки 30 в гнездах 29, дается силовому цилиндру 4, который сообщает осевое перемещение вращающемуся посредством привода 2 приводному валу 3. При этом поводок 50 своим внутренним шестигранником охватывает наружный шестигранник основного шпинделя 24, придавая последнему вращение.
Основной шпиндель24 посредством шлицевого соединения сообщает вращение шестерне 13, которая через кинематически связанные паразитные шестерни 18 и 19 дает вращение шестерням 14, 15 и. 16, а соответственно и шпинделям 25, 26 и 27.
При этом шпиндель 26 вращается в том же направлении, что и шпинель 24, а шпиндели 25 и 27 в обратном. Кроме того, за счет резьбовых втулок 23, шпиндели 24 и 26 совершают осевое перемещение с подачей, равной шагу резьбы, в направлении обрабатываемых заготовок, а шпиндели 25 и 27 в обратном,
При этом метчики 28, закрепленные в шпинделях 24 и 26 нарезают резьбу, а закрепленные в шпинделях 25 и 27 вывинчиваются из ранее нарезанных заготовок, которые собственным весом удаляются из гнезд.
После завершения процесса нарезания резьбы определенной длины дается команда силовому цилиндру 4 на обратный ход. (В случае нарезания глухой резьбы в упор, когда торец метчика упирается в дно заготовки, срабатывает муфта проскальзывания
49 и шпиндели перестают вращаться).
При обратном ходе штока силового цилиндра 4 поводок 50 выходит из зацепления со шпинделем 24. В этот момент все шпиндели останавливаются, при этом шпиндели 24 и 26 находятся в крайнем правом положении, а шпиндели 25 и 27 в крайнем левом положении. Одновременно дается команда силовому цилиндру 46 на обратный ход, при котором двуплечий прижим 47 освобождает заготовки, а фиксатор 48 выходит из отверстия 32 загрузочного барабана 21.
Как только шток силового цилиндра 46 отойдет в исходное верхнее положение, очередные заготовки 30 поступают на отсекатели 38 и дается команда силовому цилиндру 35, который своим штоком перемещает зубчатую рейку 34, последняя посредством зубчатого колеса 22 поворачивает по часовой стрелке составной вал 10 с закрепленными на нем инструментальным диском 20 и загрузочным барабаном 2.1 на 180°С.
В процессе поворота загрузочного барабана 21 по часовой стрелке собачка 43 отклоняется под воздействием нарезанных заготовок, а собачка 42 счищает прямоугольный паз 31 и свободные гнезда 29 от стружки, а при необходимости удаляет из гнёзд зависшие детали.
После поворота вала 10 на 180° загрузочный барабан 21 занимает положение, при котором свободные гнезда 29 соосны загрузочным лоткам 36, а отверстия 32 соосны с фиксатором 48, соответственно и инструментальный диск 20 занимает положение, при котором основной шпиндель 25, имеющий на конце шестигранник, соосен с поводком 50.
Цикл повторяется.
В следующем цикле составной вал 10 посредством зубчатой рейки 34 и зубчатого колеса 22 совершает, поворот против часовой стрелки и так далее.
Предлагаемый станок за счет много- позиционной обработки и совмещения рабочего и холостого ходов позволяет значительно повысить производительность.
Формула изобретения
Станок для нарезания резьбы, содержащий станину, бабку привода с приводным
валом, установленным в бабке с возможностью осевого перемещения от силового цилиндра, редуктор, два кинематически связанных между собой и установленных в корпусе редуктора шпинделя, барабан с
гнездами для установки заготовок, жестко связанный с валом механизма поворота барабана, механизм загрузки заготовок и механизм фиксации барабана, отличающийся тем, что, с целью повышения производительнрсти ста.нка, он снабжен двумя кинематически связанными между собой и установленными в корпусе редуктора дополнительными шпинделями, двумя установленными в корпусе редуктора паразитными
шестернями, посредством которых осуществляется кинематическая связь между основными и дополнительными шпинделями, и инструментальным диском с копирными втулками, предназначенными для взаимодействия со шпинделями, при этом инструментальный диск и корпус редуктора жестко закреплены на валу механизма поворота барабана, а приводной вал установлен с возможностью поочередного взаимодействия с
одним из.основных шпинделей.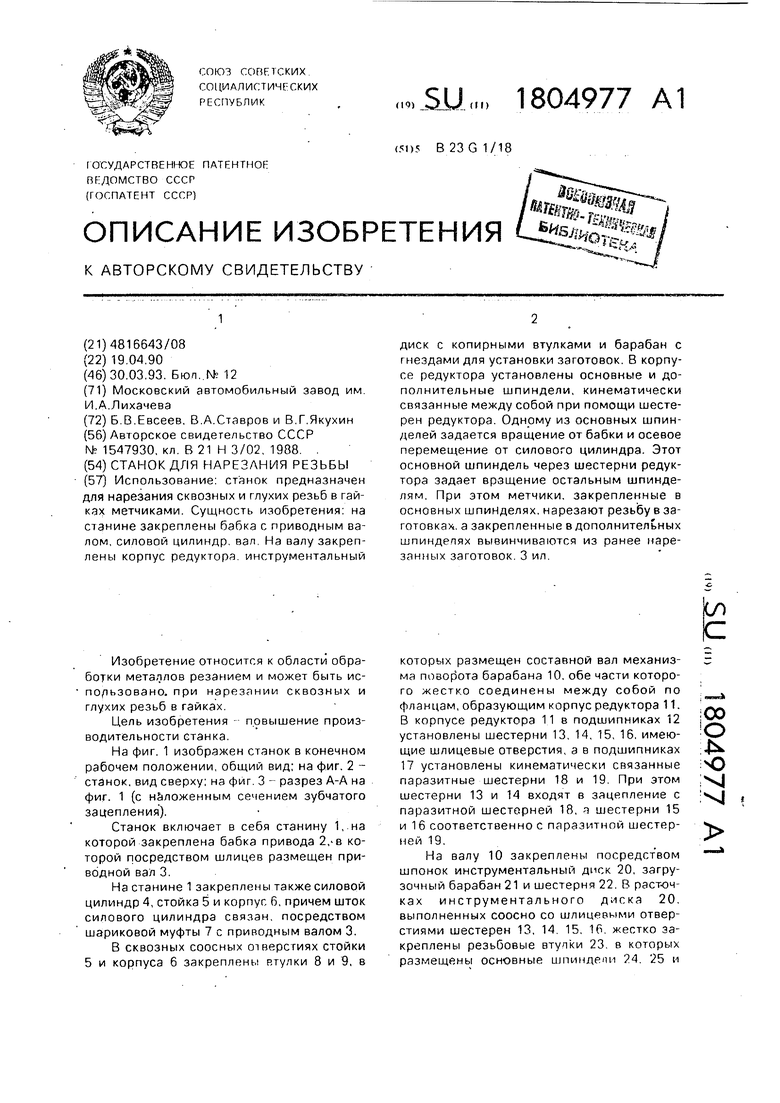

| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный двусторонний автомат для нарезания резьбы метчиками | 1985 |
|
SU1315178A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| Устройство для накатывания резьбы на пустотелых заготовках | 1984 |
|
SU1191159A1 |
| Устройство для автоматического нарезания резьбы метчиками | 1986 |
|
SU1340942A1 |
| Токарный станок для одновременной обработки концов труб и валов | 1990 |
|
SU1798038A1 |
| Автоматический станок для фрезерования шлицев | 1977 |
|
SU677830A1 |
| Станок для абразивной обработки ко-лЕц пОдшипНиКОВ КАчЕНия | 1979 |
|
SU837787A1 |
Использование: станок предназначен для нарезания сквозных и глухих резьб в гайках метчиками. Сущность изобретения: на станине закреплены бабка с приводным валом, силовой цилиндр, вал. На валу закреплены корпус редуктора, инструментальный диск с копирными втулками и барабан с гнездами для установки заготовок. В корпусе редуктора установлены основные и дополнительные шпиндели, кинематически связанные между собой при помощи шестерен редуктора. Одному из основных шпинделей задается вращение от бабки и осевое перемещение от силового цилиндра. Этот основной шпиндель через шестерни редуктора задает вращение остальным шпинделям. При этом метчики, закрепленные в основных шпинделях, нарезают резьбу в заготовка, а закрепленные в дополнительных шпинделях вывинчиваются из ранее нарезанных заготовок.3 ил.
Редактор Т. Горячева
Фиг.З
Составитель Б. Евсеев Техред М.Моргентал
Корректор М, Керецман
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
