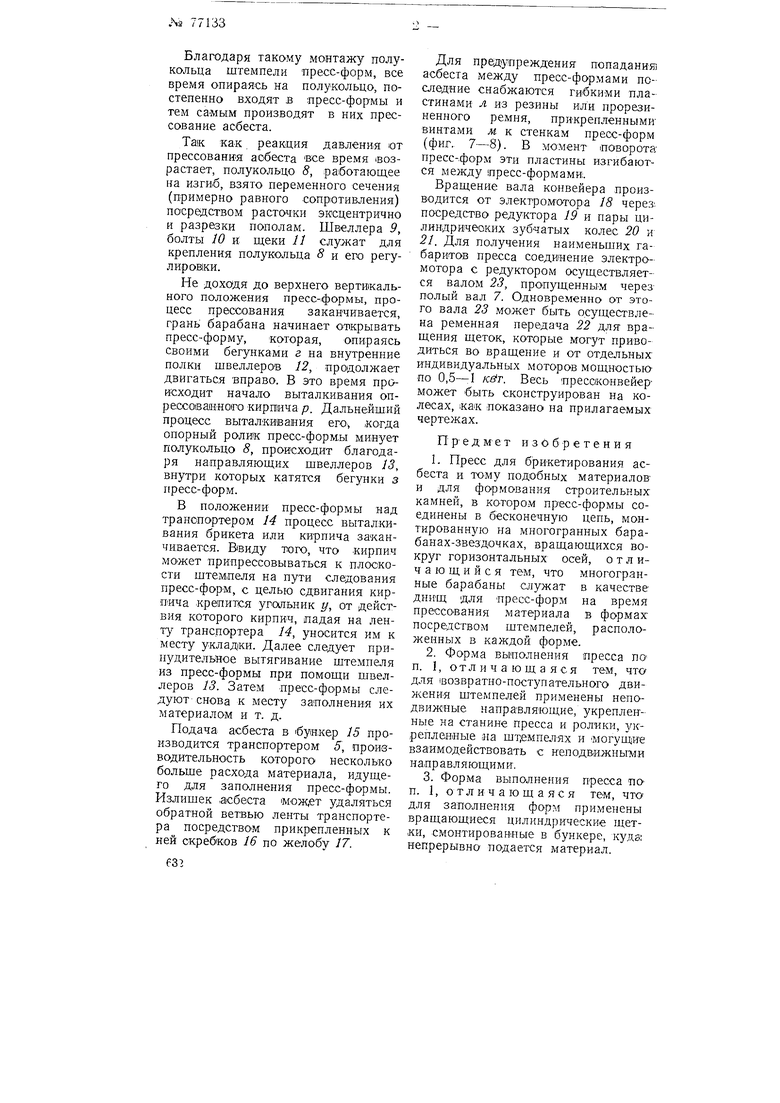
Предлагаемый, согласно изобретеяию, пресс для брикетирования асбеста и формования строительных камней (фиг. 1-8) састоит из пресс-форм /, соединенных между собой в беаконечную цепь благодаря проушинам а и б (фиг. 5-7) и осей .в, сна бжвмных бегунками г :и роликами д, из которых последние входят в .зубцы ведущих звездочек .конвейера.
Каждая пресс-форма снабжена .пустотелым штемпелем с мощным опорным роликом ок (на 5-6 роликоподшилниках). Ось этого ролика имеет бегунки з и сухари и для направления движения штемпеля в направляющих к пресс-ф.орм.
Соединенные между собой пресс.формы двигаются но направлению стрелки, указанной на фит. 1, двумя вращающимися звездочками 2, отлитыми в одно целое с барабанами 3 (восьмигранником).
При движении бегунки г прессформ катятся внутри двух швеллеров 4, образуя замкнутую цепь.
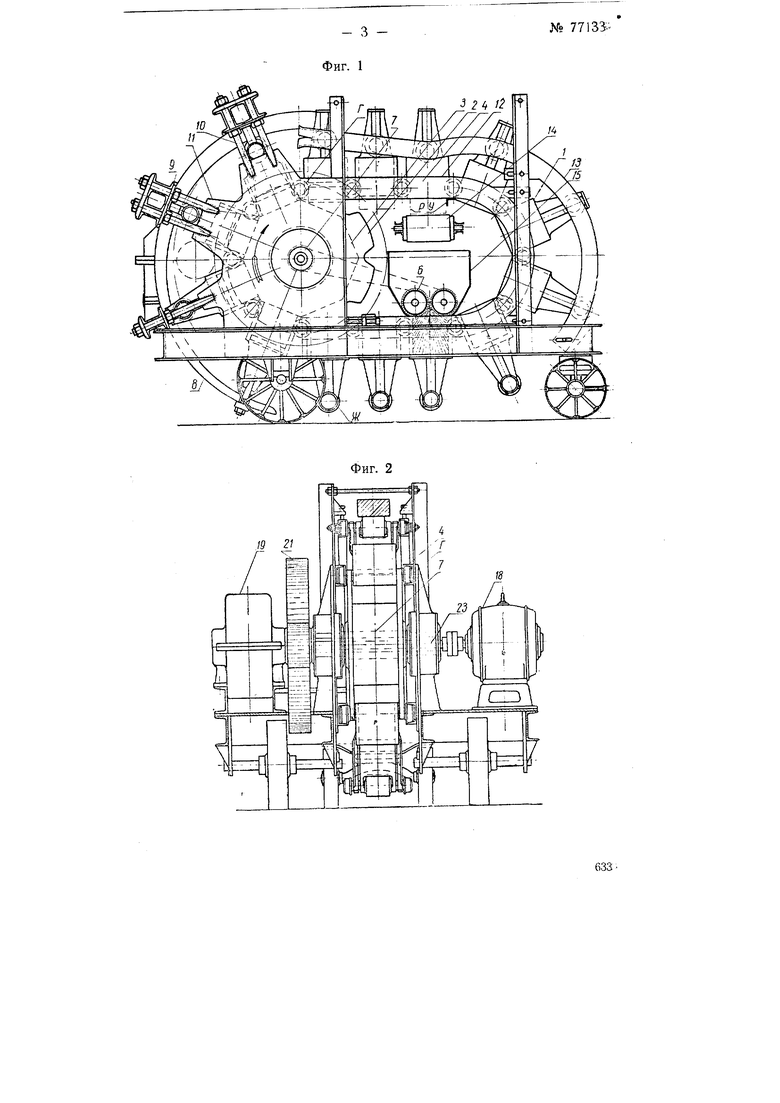
Пижняя ветвь конвейера используется для заполнения пресс-форм .материалом, подача которого производится ленточным транспорте|)0.м
5 (фиг. 3). В случае применения пресс-конвейера для прессования легких сыпучих материалов или для брикетирования, например, асбеста, заполнение пресс-форм должно производиться принудительно при помощи двух быстро вращающихся цилиндрических щеток 6 .(их окружная скорость вращения составляет примерно 12 м/сек.) Благодаря такому устройству асбест под действием центробежных сил будет уплотняться и в пресс-форме превратится в плотно слежзвшуюся массу. Щетка представляет собой барабан, обтянутый кардолентой.
При дальнейшем движении прессформ, заполненных асбестом, происходит закрывание их гранями восьмигранного барабана 3, при этом ролики д пресс-форм в это время входят в зубцы звездочек 2, которые производят в дальнейшем поворот пресс-форм вокруг вала 7 конвейера. В это время опорные ролики ж пресс-форм въезжают на криволинейную поверхность прессового полукольца 5, устанавливаемого эксцентрично по отношению к валу 7.
631
Благодаря такому монтажу полукольца штемпели пресс-форм, все время опираясь на полукольцо, постепенно входят JB пресс-формы и тем самым производят в них прессование асбеста.
Так как реакция давления от прессования асбеста Все время IBOSрастает, полукольцо 8, :работающее на изгиб, взято переменного сечения (примерно равного сопротивления) посредством расточки эксцентрично и разрезки пополам. Швеллера 9, болты 10 и щеки 11 служат для крепления полукольца 8 и его регулировки.
Не доходя до верхнего вертикального положения пресс-формы, процесс прессования заканчивается, грань барабана начинает от1крывать пресс-форму, которая, опираясь своими бегунками г на внутренние полки швеллеров 12, продолжает двигаться вправо. В это время происходит начало выталкивания опpecCiOiBaiHHOiro киршича р. Дальнейший процесс выталкивания его, .когда опорный ролик пресс-формы минует полукольцо 8, происходит благодаря направляющих швеллеров 13, внутри которых катятся бегунки з пресс-форм.
В положении пресс-формы над транспортером 14 процесс выталкивания брикета или кирпича заканчивается. В1виду того, что кирпич может припрессовываться к плоскости штемпеля на пути следования пресс-форм, с целью сдвигания кирпича крепится угольник г/, от действия которого кирпич, падая на ленту транспортера 14, уносится им к месту укладки. Далее следует принудительное вытягивание штемпеля из пресс-формы при помощи швеллеров 13. Затем пресс-формы следуют снова к месту заполнения их материалам и т. д.
Подача асбеста в буккер 15 производится транспортером 5, производительность которого несколько больше расхода материала, идущего для заполнения пресс-формы. Излищек -асбеста |мож,ет удаляться обратной ветвью ленты транспортера посредством прикрепленных к ней скребков 16 по желобу 17.
632
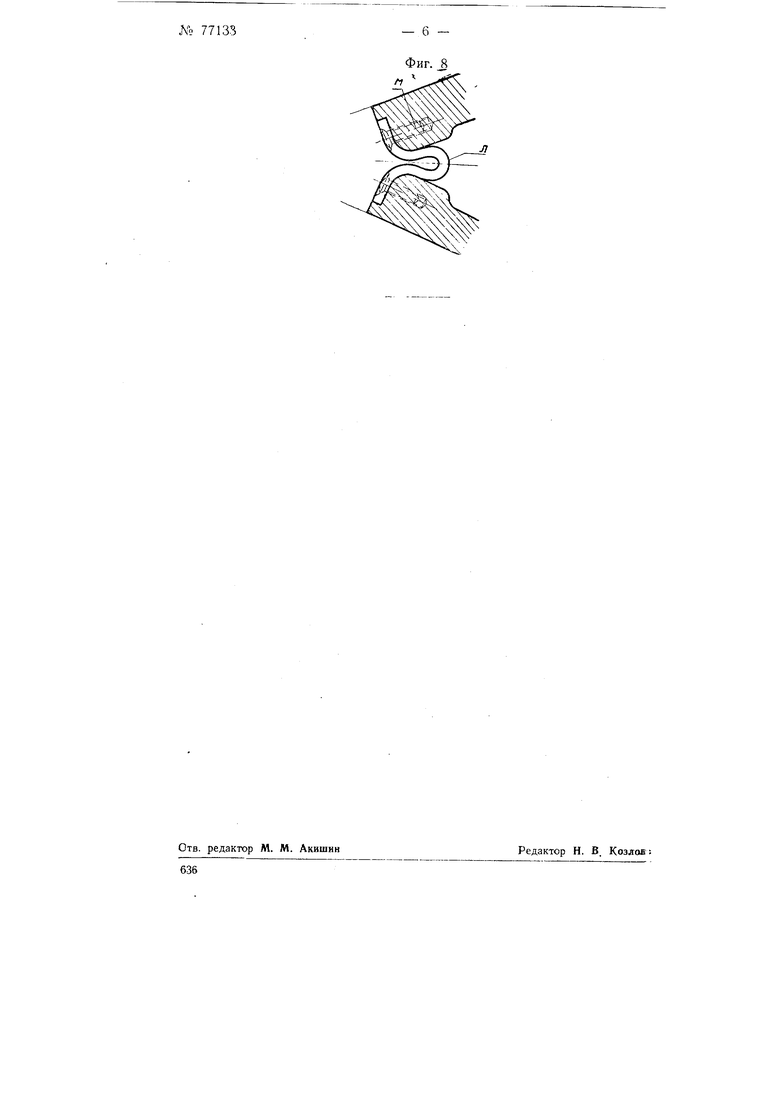
Для предупреждения попадания асбеста между пресс-формами последние снабжаются гибкими пластинами л из резины или прорезиненного ремня, при-крепленными винтами м к стенкам пресс-форм (фиг. 7-8). В момент поворота пресс-.форм эти пластины изгибаются между пресс-формами.
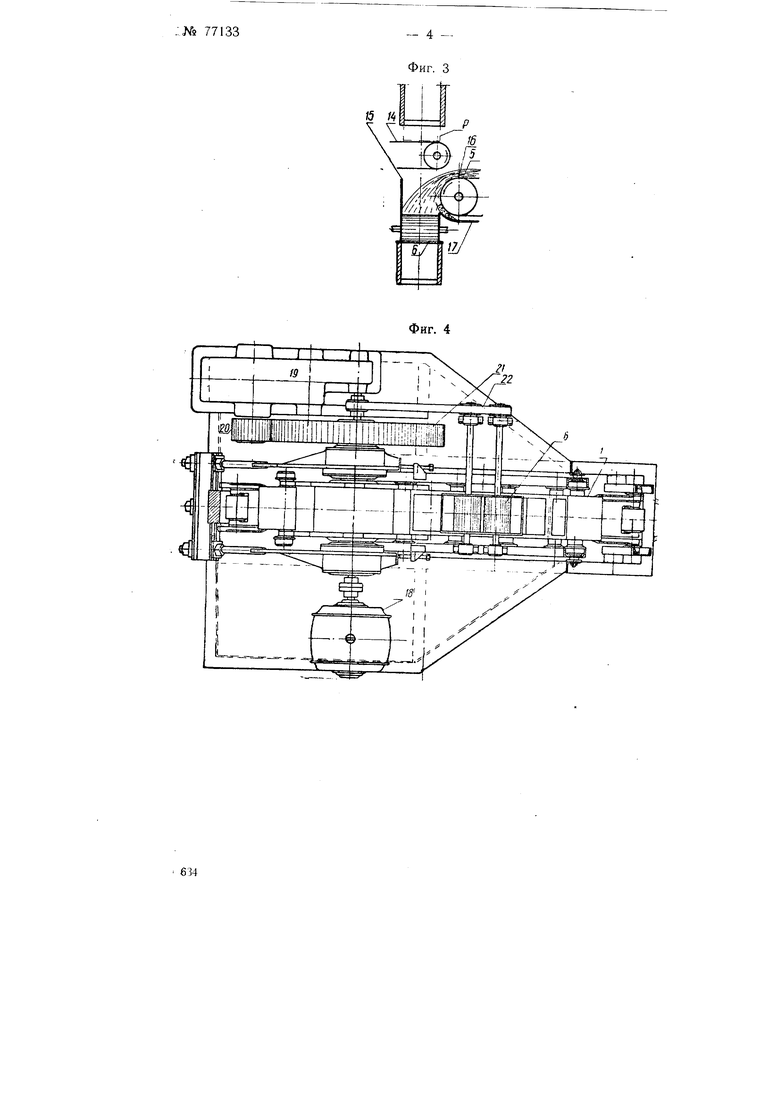
Вращение вала конвейера производится от электромотора 18 через посредство редуктора 19 и пары цилиндричеоких зубчатых колес 20 и 21. Для получения наименьших габаритов пресса соединение электромотора с редуктором осуществляется валом 23, пропущенным через полый вал 7. Одновременно от этого вала 23 может быть осуществлена ременная передача 22 для вращения щеток, которые могут приводиться во вращение и от отдельных индивидуальных моторов мощностью по 0,5-: . Весь пресокопвейерможет быть сконструирован на колесах, как показано на прилагаемых чертежах.
Пр-едмет изобретения
1.Пресс для брикетирования асбеста и тому подобных материалови для формования строительных камней, в котором пресс-формы соединены в бесконечную цепь, монтированную на многогранных барабанах-звездочках, вращающихся вокруг горизонтальных осей, отличающийся тем, что многогранные барабаны служат в качестве днищ для пресс-форм на время прессования материала в формах посредством штемпелей, расположенных в каждой форме.
2.Форма выполнения пресса по п. 1, отличающаяся тем, что для 1возвратно-поступательного движения штемпелей применены неподвижные направляющие, укрепленные на станине пресса и ролики, укреплевные на шт,емпелях и могущие взаимодействовать с неподвижными направляющими.
3.Форма выполнения пресса по п. 1, отличающаяся тем, что для заполнения форм применены вращающиеся цилиндрические щетки, смонтированные в бункере, куда непрерывно подается материал.
Фиг. 1
№ 77135.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления волнистых асбесто-цементных листов | 1947 |
|
SU86072A1 |
| ПРЕСС ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ГЛИНЫ, НАГРЕТОЙ ДО ТЕМПЕРАТУРЫ СПЕКАНИЯ | 1949 |
|
SU79862A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АСБО-БАКЕЛИТОВЫХ ТОРМОЗНЫХ ЛЕНТ И ДРУГИХ ИЗДЕЛИЙ ИЗ ПЛАСТИЧЕСКИХ МАСС | 1933 |
|
SU36006A1 |
| Кирпичеделательный пресс | 1930 |
|
SU26955A1 |
| Способ изготовления тормозных прессованных лент для автотракторной промышленности | 1935 |
|
SU45403A1 |
| Машина для изготовления волнистых асбоцементных листов | 1953 |
|
SU102698A1 |
| Машина для изготовления волнистых асбесто-цементных листов | 1953 |
|
SU104529A1 |
| ЭКСЦЕНТРИКОВЫЙ ПРЕСС ДЛЯ ДВУСТОРОННЕГО ГОРИЗОНТАЛЬНОГО ПРЕССОВАНИЯ КИРПИЧА | 1935 |
|
SU56059A1 |
| БРИКЕТНО-ПРЕССОВОЧНАЯ МАШИНА | 1934 |
|
SU43533A1 |
| АВТОМАТИЧЕСКАЯ ПЕРЕДВИЖНАЯ РАССТОЙНАЯ КАМЕРА ПРИ ХЛЕБОПЕКАРНЫХ ПЕЧАХ | 1933 |
|
SU39718A1 |

:№ 77133
Фиг. 4
.Ns 77133
