Известны уже прессы барабанного типа, в которых прессование производится одновременно рядом штемпелей, стержни которых монтированы радиально по отношению к валу и получают движение от эксцентрика, укрепленного на валу, одновременно прессуя изделия в ряде форм. В подобных прессах применяют гидравлические регуляторы давления, а выталкивание готовых изделий вверх осуществляется помощью выталкивателя, скользящего по направляющей кривой. Применяют в таких прессах и рычажную систему для передачи на формуемую массу давления, направленного в сторону приводного вала с эксцентриком.
Указанные прессы обладают тем недостатком, что движущиеся части в них слишком тяжеловесны, расходуют много энергии и дают малую производительность.
Предлагаемый пресс имеет целью устранить все указанные недостатки. Он также предназначен для двустороннего горизонтального прессования кирпича одновременно в ряде форм и отличается от известных уже прессов применением центрального вращающегося вала с насаженными на него эксцентриками, предназначенными для воздействия на радиально расположенные пуансоны, входящие в неподвижно установленные формы.
В данном прессе каждая форма снабжена самостоятельным выталкивателем, для привода которого используется привод вертикального вала. Для последовательной загрузки всех форм, на центральный вращающийся вертикальный вал установлен бункер, снабженный течкой с вращающимся в ней загрузочным волчком.
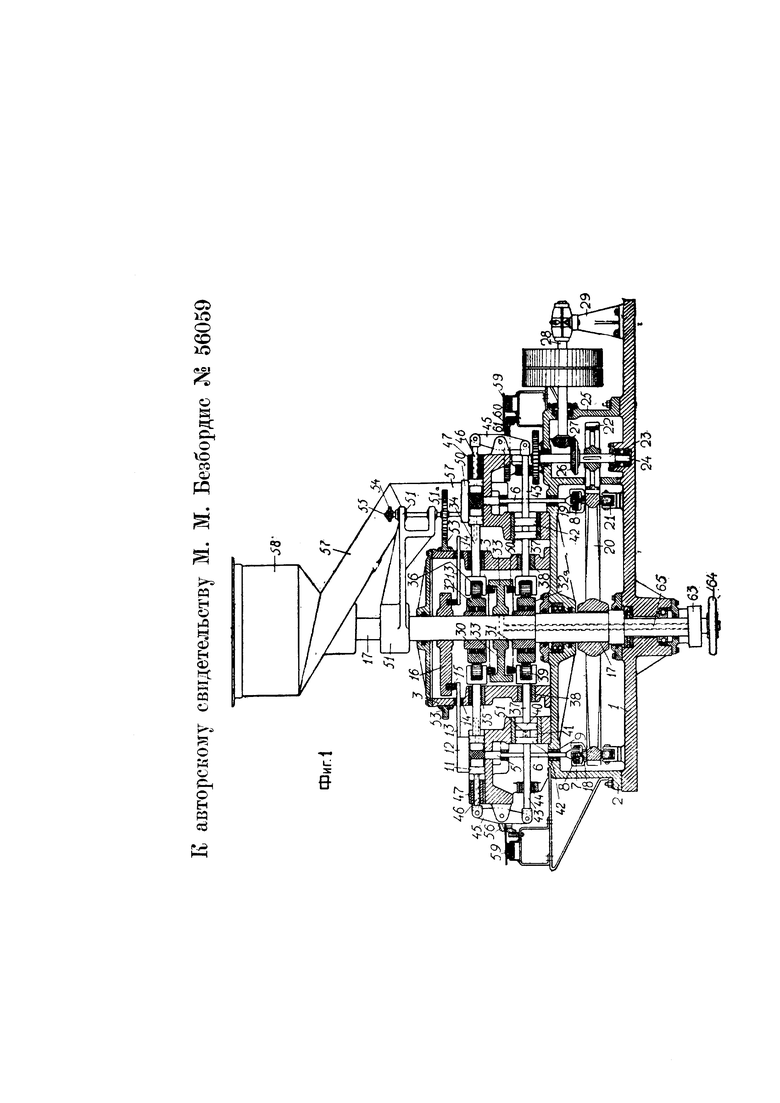
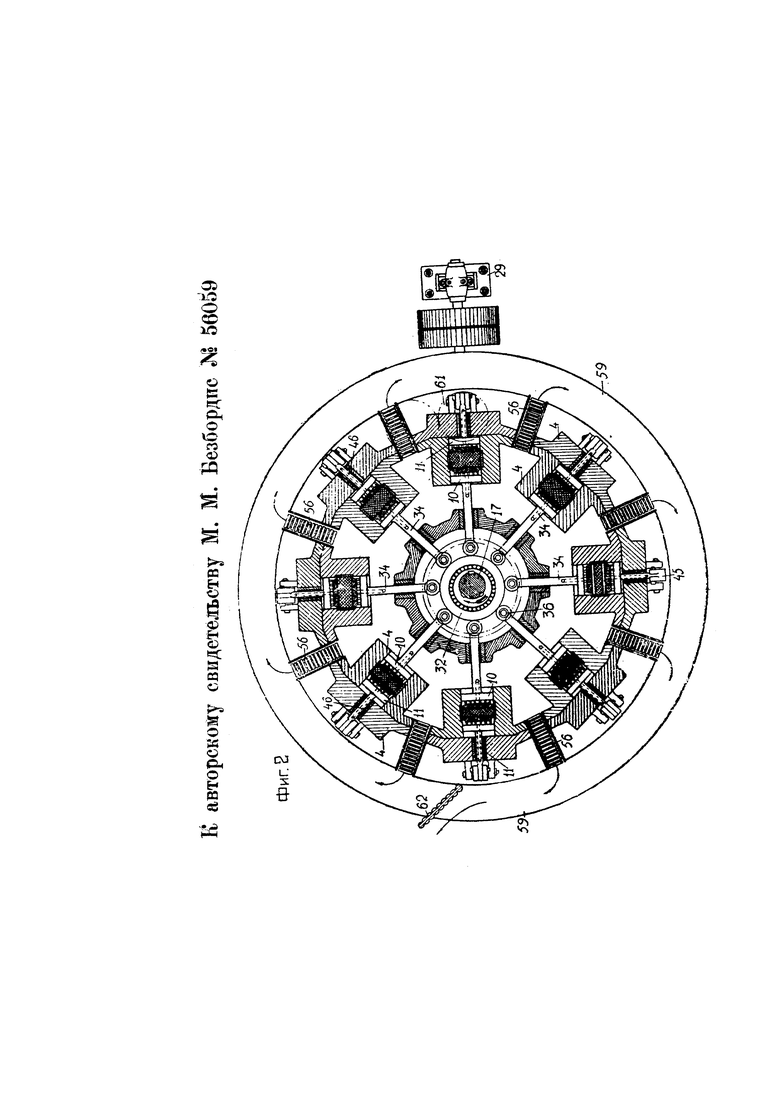
На чертеже фиг. 1 изображает общий вид пресса сбоку в разрезе по оси, фиг. 2 - то же, вид сверху по горизонтальному разрезу.
Пресс имеет восемь форм, смонтированных на неподвижно установленной станине, по центру которой проходит вертикальный вал пресса. На фундаментной плите 1 монтируется нижняя часть станины 2. На ней установлена верхняя часть 3, имеющая форму коробки.
По окружности на верхней части нижней станины расположены формовочные коробки 4 П-образной формы. Дном формовочной коробки является выталкиватель 5, сидящий на штоке 6, снабженном в нижней своей части опорным роликом 7 и роликами обратного действия 5. Шток сидит в направляющей втулке 9.
Торцовыми частями формовочной коробки являются штампы 10 и 11. Сверху формовочные коробки автоматически закрываются во время прессования задвижками 12, сидящими своими салазками в пазах формовочной коробки. Движение задвижек периодическое, через посредство тяг 13, сидящих в направляющих втулках 14; тяги снабжены роликами 15, входящими в паз кулисы 16, сидящей на вертикальном вращающемся валу 17.
Выталкивание кирпича из формовой коробки производится выталкивателем, который поднимается и опускается, катясь по рельсам 18 и 19, смонтированным на ободе шестерни 20, сидящей на центральном вертикальном валу пресса.
Снизу шестерня поддерживается роликами, укрепленными на стойках 21. Шестерня 20 приводится во вращение от другой цилиндрической шестерни 22, сидящей на промежуточном вертикальном валу 23, установленном в подшипниках 24 редукторной коробки 25. Промежуточный вал приводится во вращение парой концентрических шестерен 26 и 27 от приводного горизонтального вала 28, помещенного в подшипнике 29 и снабженного холостым и рабочим шкивами.
На центральном вертикальном валу смонтированы два эксцентриковых кулака 30 и 31, снабженные обоймами 32, а также кулиса обратного действия 33.
Штамп 10 получает поступательное движение от штока 34, сидящего в направляющей 35. Шток на другом своем конце снабжен роликом 36. При вращении эксцентрикового кулака 30, через обойму 32 движение передается штампу, причем обойма превращает вращательное движение кулака в поступательное, чем ликвидируются касательные усилия.
При вращении кулака 31 шток 37, сидящий в направляющей 38 и снабженный роликом 39, при посредстве обоймы 32а двигается также вперед. На конце штока имеется поршень 40, сидящий в цилиндре 41; с другой стороны в цилиндр вставлен поршень 42, сидящий на штоке 43, находящемся в направляющей 44. Шток 43 соединен с двуплечим коромыслом - рычагом 45, которое передает движение штоку 46 в направляющей 47. Шток 46 на другом конце имеет штамп 11.
В цилиндре 41 между поршнями залита вода, передающая при надавливании поступательное движение от одного поршня другому. Вода в цилиндре служит одновременно и для регулировки давления, будучи связана трубопроводом с камерой регулировки давления, имеющей клапаны прямого и обратного действия, могущие быть отрегулированными на любое давление.
При чрезмерной запрессовке клапан регулировки давления открывается и вода выходит в общую магистраль в особый бачок, тем самым давая свободный ход поршням; при обратном ходе поршней вода засасывается в цилиндр через клапан обратного действия. Давление в камере регистрируется манометром.
Поршни 40 и 42 соединены между собой тягой 51 с таким расчетом чтобы при обратном движении тяга тянула, а при движении вперед шла свободно. Поршень 42 со штоком 43 оттягивается обратной кулисой 33 при посредстве ролика 50а, также как и штамп 10.
По окончании прессования штампы расходятся. Задвижка 12 открывает форму и кирпич выталкивается наверх выталкивателем 5.
Снятие вытолкнутого кирпича с поверхности стола, а также засыпка материала в формы производится следующим механизмом.
На верхнем конце центрального вала пресса укреплен хобот 51, который вращается совместно с валом. В задней (по ходу вращения) части хобота сидит вертикальный валик, на нижнем конце которого закреплен загрузочный волчок 50. На вал волчка насажена зубчатая шестерня 51а, находящаяся в зацеплении с зубчатым венцом 53, насаженным на верхнюю коробку станины. Таким образом, при вращении хобот вращает и волчок, загружающий формы. На верхнем конце валика волчка сидит звездочка 54, связанная цепью со звездочкой 55, сидящей на верхнем конце другого валика. На нижнем конце данного валика сидит сталкиватель, имеющий специальную конфигурацию. При движении хобота вокруг центра пресса и сталкивателя вокруг своей оси кирпич сталкивается при движении по циклоиде на наклонный рольганг 56.
В волчок масса загружается по рукаву течки 57, идущей от бункера 58, укрепленного на верхнем конце центрального вала пресса.
С наклонного рольганга 56 кирпич сходит на кольцевой конвейер 59, приводимый в движение через венец 60 и шестерню 61. С конвейера кирпич снимается роликовым съемником 62.
Штампы 10 и 11 снабжены электронагревательными элементами, устанавливаемыми для предотвращения прилипания массы к штампам.
Для отсоса воздуха из форм (в период прессования) устанавливается вакуум-установка, соединенная с формами пресса при посредстве коллектора 63 и гибких шлангов, присоединенных штампам 10 и 11.
Регулировка засыпки форм производится путем сближения или раздвижения штампов 10 и 11 за счет поднятия или опускания кулисы обратного действия 33, имеющей наклонные поверхности своих пазов. Подъем и опускание кулисы производится маховиком 64 при посредстве червяка 65.
1. Эксцентриковый пресс для двустороннего горизонтального прессования кирпича одновременно в ряде форм, отличающийся применением центрального вращающегося вала с насаженными на него эксцентриками, предназначенными для воздействия на радиально расположенные пуансоны, входящие в неподвижно установленные формы.
2. Форма выполнения пресса по п. 1, отличающаяся тем, что каждая форма снабжена самостоятельным выталкивателем 5, для привода которого используется привод 20-25 вертикального вала 17.
3. Форма выполнения пресса по п. 1, отличающаяся тем, что, с целью последовательной загрузки всех форм, на центрально вращающийся вертикальный вал 17 установлен бункер 55, снабженный течкой 57 с вращающимся в ней загрузочным волчком 50.
