Изобретение относится к области неразрушающего контроля сплошности клеевых соединений разнородных деталей (систем «керамика-клеевой слой - полимерный композитный материал (ПКМ) - клеевой слой-металл») на наличие дефектов – «непроклеев» в клеевом соединении и служит для увеличения точности результатов неразрушающего контроля с целью повышения надежности составных элементов конструкций летательных аппаратов.
Известен способ обнаружения дефектов клеевого соединения в виде непроклея резонансным ультразвуковым методом (Клюев В.В. Справочник.
т 7. Ультразвуковой контроль. - М. Машиностроение, 2004-864с.).
При наличии непроклея изменяется резонанс всей радиопрозрачной оболочечной конструкции. Идентифицировать точное местоположение непроклея и его размер таким способом невозможно.
Известен ультразвуковой способ контроля качества соединений в многослойных клеенных конструкциях (А. с. № 819688, М. Кл. G 01 N 29/04, опубл. 07.04.1981 Бюл. №13). Контроль проводят эхо-методом со спектральным анализом принятых сигналов. Находят корреляционные связи прочности клеевого соединения со спектром принятых сигналов. Недостаток указанного изобретения заключается в невозможности проводить такой контроль эхо-методом в изделиях с высоким затуханием и рассеиванием ультразвука.
Известен способ неразрушающего контроля клеевого соединения монолитных листов из полимерных композиционных материалов (патент РФ № 2627 539 С1, МПК G01N 29/36, опубл. 08.08.2017 Бюл. №22).
Сущность изобретения заключается в том, что осуществляют ввод ультразвуковых колебаний в материал одного из соединяемых листов и регистрацию сигналов, отраженных от дефектов, поверхностей раздела «лист-клеевой слой», «клеевой слой-лист» с помощью ультразвукового дефектоскопа, снабженного прямым совмещенным пьезоэлектрическим широкополосным преобразователем, при этом наличие дефектов в клеевом слое определяется по величине амплитуды ультразвукового сигнала, отраженного от клеевого слоя в месте расположения дефекта, относительно положения строба на экране дефектоскопа.
Недостатками данного изобретения является невозможность контроля тонких клеевых соединений (менее 0,7 мм, из-за наложения ультразвуковых сигналов), а также невозможность контроля клеевого соединения в материалах с высоким затуханием ультразвука.
Наиболее близким по технической сущности (прототипом) является способ обнаружения дефектов в клеевых соединениях и устройство для его осуществления (патент РФ № 2451289, МПК G01N 29/04, опубл. 20.05.2012 Бюл. №14), включающий способ обнаружения дефектов в клеевых соединениях, при котором импульсы ультразвуковых колебаний посредством раздельно-совмещенного преобразователя вводят в изделие, принимают
и преобразуют отраженные импульсы ультразвуковых сигналов
в эхо-сигналы, осуществляют анализ распространения эхо-сигналов
на экране ультразвукового дефектоскопа, определяют закономерность изменения амплитуды эхо-сигналов от толщины неметаллического слоя при нормативных параметрах приклеивания неметаллического слоя
к металлическому на образцах, причем предварительно калибруют прибор
по образцам, имитирующим соединение «стекло - клеевой слой - металл»
с искусственно созданными дефектами, при этом производят корректировку
амплитуды эхо-сигналов на объекте контроля до уровня эхо-сигналов
на образце, далее излучают в клеевое соединение импульс ультразвуковых колебаний, принимают эхо-сигналы, отраженные от границ раздела
«стекло-клей» и полный эхо-сигнал от границы раздела «клей-металл», затем корректируют диапазон развертки так, чтобы все эхо-сигналы находились
в пределах экрана дефектоскопа, далее анализируют диапазон развертки всех эхо-сигналов и делают заключение по признаку наличия одного эхо-сигнала свидетельствующего о дефекте -непроклей.
Недостатками указанного способа, взятого в качестве прототипа являются невозможность контроля тонких клеевых соединений (менее
0,7 мм, из-за наложения ультразвуковых сигналов), отсутствие возможности точного определения границ и размеров обнаруживаемых дефектов в виде непроклеев. Непроклей в клеевом соединении является дефектом при превышении его размеров предельно допустимой площади, не позволяющей надежно эксплуатировать летательные аппараты.
Техническим результатом предлагаемого изобретения является повышение качества ультразвукового контроля клеевых соединений между разнородными деталями многослойных соединений «керамика - клеевое соединение-ПКМ - клеевое соединение - металл» летательных аппаратов на наличие непроклеев в клеевых соединениях с возможностью определения границ и размеров непроклеев для их количественной оценки.
Указанный технический результат достигается тем, что предложен способ контроля сплошности в многослойных клеевых соединениях элементов конструкций летательных аппаратов из разнородных материалов, при котором импульсы ультразвуковых (УЗ) колебаний посредством раздельно-совмещенного преобразователя вводят в изделие, принимают
и преобразуют отраженные импульсы ультразвуковых колебаний
в эхо-сигналы, осуществляют анализ распределения донных эхо-сигналов
на экране ультразвукового дефектоскопа, определяют закономерность изменения амплитуды донных эхо-сигналов от толщины неметаллического слоя при нормативных параметрах приклеивания неметаллического слоя
к металлическому на образцах, причем предварительно калибруют прибор по образцам, отличающийся тем, что ультразвуковые волны вводят посредством прямого совмещенного ультразвукового пьезоэлектрического преобразователя в разнородные детали многослойных соединений «керамика - клеевое соединение - полимерный композитный материал
(ПКМ) - клеевое соединение - металл» летательных аппаратов, затем преобразуют отраженные при наличии дефекта – непроклея ультразвуковые волны в реверберационные колебания поверхности многослойного соединения, осуществляют анализ реверберационных колебаний на экране ультразвукового дефектоскопа, определяют закономерность изменения амплитуды и длительности реверберационных колебаний при нормативных параметрах клеевых соединений на образцах, причем предварительно калибруют ультразвуковой дефектоскоп по образцам, имитирующим многослойное соединение «керамика - клеевое соединение - ПКМ - клеевое соединение - металл» с искусственно созданными дефектами-непроклеями, при этом производят корректировку амплитуды реверберационных колебаний на объекте контроля до уровня реверберационных колебаний на образце, далее излучают в клеевые соединения многослойного соединения ультразвуковые волны, принимают реверберационные колебания при наличии дефекта-непроклея, затем корректируют диапазон развертки так, чтобы реверберационные колебания находились в пределах экрана дефектоскопа, далее анализируют диапазон развертки и делают заключение по признаку наличия реверберационных колебаний свидетельствующих
о дефекте-непроклей многослойного клеевого соединения конструкции летательных аппаратов, кроме того для уточнения размеров найденного реверберационным методом дефекта-непроклея клеевого многослойного соединения применяют амплитудный теневой ультразвуковой метод при котором ультразвуковые волны введенные в многослойное клеевое соединение посредством прямого излучающего ультразвукового пьезоэлектрического преобразователя со стороны керамики фиксируются прямым приемным ультразвуковым пьезоэлектрическим преобразователем расположенным с противоположной стороны многослойного клеевого соединения при отсутствии дефекта-непроклея, либо не фиксируются при наличии дефекта-непроклея из-за их затенения расположенным на пути распространения ультразвуковых волн дефектом-непроклеем, при этом ультразвуковые волны формируется в диапазоне частот от 2,25 МГц
до 3,5 МГц, а несоосность прямых излучающего и приемного ультразвуковых пьезоэлектрических преобразователей не должна превышать половину диаметра их пьезоэлементов.
Пример реализации предлагаемого способа иллюстрируется на фиг.1, 2, 3 и 4.
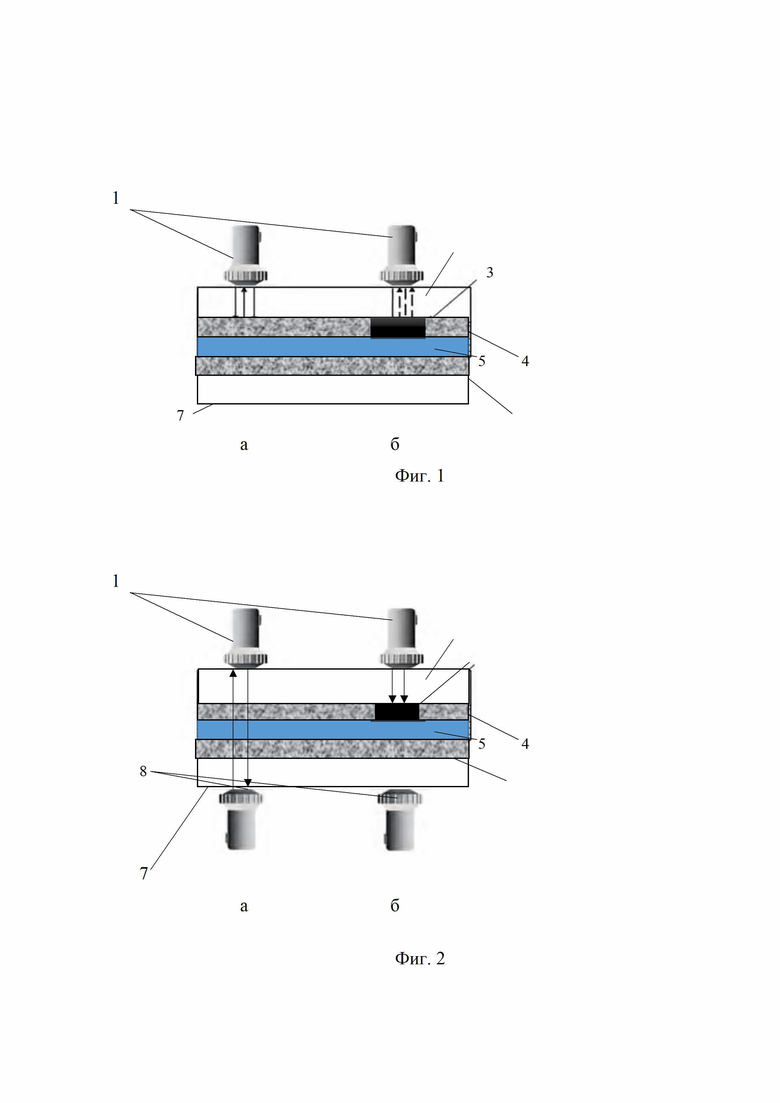
На фиг. 1 показана функциональная схема контроля реверберационным ультразвуковым методом многослойных клеевых соединений летательных аппаратов без дефекта-непроклея клеевых слоев (а) и с дефектом-непроклеем клеевых слоев (б).
На фиг. 2 показана функциональная схема амплитудного теневого ультразвукового метода контроля многослойных клеевых соединений летательных аппаратов без дефекта-непроклея клеевых слоев (а) и с дефектом-непроклеем клеевых слоев (б).
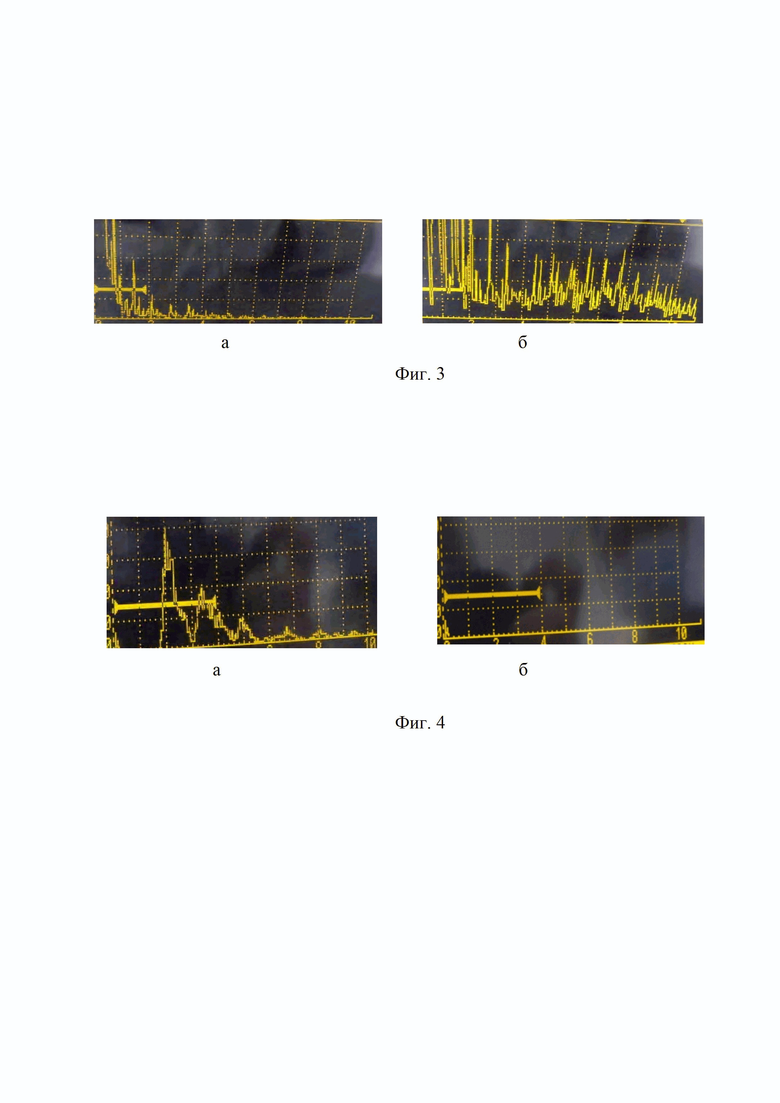
На фиг. 3. показан вид экрана ультразвукового дефектоскопа при контроле реверберационным методом многослойных клеевых соединений летательных аппаратов без дефекта-непроклея клеевых слоев (а) и с дефектом-непроклеем клеевых слоев (б).
На фиг. 4. показан вид экрана ультразвукового дефектоскопа при контроле амплитудным теневым ультразвуковым методом многослойных клеевых соединений летательных аппаратов без дефекта-непроклея клеевых слоев (а) и с дефектом-непроклеем клеевых слоев (б).
В предложенном способе контроля ультразвуковые волны посредством прямого совмещенного ультразвукового пьезоэлектрического преобразователя 1 (фиг.1, а) вводят в многослойное клеевое соединение «керамика - клеевое соединение-ПКМ - клеевое соединение - металл» со стороны керамики 2, при этом ультразвуковые волны проходят через керамику 2, клеевой слой 4, ПКМ 5, клеевой слой 6 и металл 7. При отсутствии дефекта-непроклея в клеевых слоях 4 и 6 реверберационных колебаний поверхности в многослойном клеевом соединении не возникает (фиг. 3, а). При наличии дефекта-непроклея 3 в клеевых соединениях 4 или 6, из-за нарушения их сплошности возникают реверберационные колебания поверхности (фиг.3, б) которые фиксируются этим же прямым совмещенным ультразвуковым пьезоэлектрическим преобразователем 1 (фиг. 1, б). Затем осуществляют анализ реверберационных колебаний на экране ультразвукового дефектоскопа по амплитуде и длительности этих колебаний. Для этого предварительно калибруют ультразвуковой дефектоскоп
по образцам, имитирующим многослойное соединение «керамика - клеевое соединение-ПКМ - клеевое соединение - металл» с искусственно созданными дефектами-непроклеями. Производят корректировку амплитуды реверберационных колебаний на объекте контроля до уровня реверберационных колебаний на образце, далее излучают в клеевые соединения многослойного соединения ультразвуковые волны, принимают реверберационные колебания при наличии дефекта-непроклея, затем корректируют диапазон развертки так, чтобы реверберационные колебания находились в пределах экрана дефектоскопа, далее анализируют диапазон развертки и делают заключение по признаку наличия реверберационных колебаний свидетельствующих о дефекте-непроклей многослойного клеевого соединения конструкции летательных аппаратов. Размеры дефекта-
непроклея определяются по перемещению прямого совмещенного ультразвукового пьезоэлектрического преобразователя 1 (фиг.1, б) по поверхности керамики 2 вдоль области с реверберационным колебаниями. Анализируя и размечая границы появления и исчезновения реверберационных колебаний определяют примерную площадь дефекта-непроклея.
Для уточнения размеров найденного реверберационным методом дефекта-непроклея клеевого многослойного соединения применяют амплитудный теневой ультразвуковой метод (фиг. 2). Амплитудный теневой ультразвуковой метод основан на регистрации уменьшения или исчезновения амплитуды прошедшей волны под влиянием дефекта-непроклея, затрудняющего ее прохождение и создающего звуковую тень. Информативный параметр амплитудного теневого ультразвукового метода –
амплитуда прошедшего сигнала. При амплитудном теневом методе контроля ультразвуковые волны, введенные в многослойное клеевое соединение посредством прямого излучающего ультразвукового пьезоэлектрического преобразователя 1 со стороны керамики 2 распространяются в керамике 2, клеевом слое 4, ПКМ 5, клеевом слое 6, металле 7 и фиксируются приемным ультразвуковым пьезоэлектрическим преобразователем 8 расположенным
с противоположной стороны многослойного клеевого соединения
при отсутствии дефекта-непроклея 3 (фиг. 4, а). Далее соосно перемещают излучающий 1 (фиг. 2) и приемный 8 пьезоэлектрические преобразователи
по керамической и металлической поверхностям контролируемого изделия. При обнаружении области с дефектом-непроклеем клеевых многослойных соединений конструкций летательных аппаратов по отсутствию или уменьшению амплитуды прошедшей ультразвуковой волны (фиг. 4, б) уточняют границы области с дефектом-непроклеем соосно перемещая прямые излучающий и приемный пьезоэлектрические преобразователи
по поверхностям контролируемого изделия до момента появления прошедшей через многослойные клеевые соединения ультразвуковой волны (фиг. 4, а). Анализируют диапазон перемещения и делают заключение
о площади дефекта-непроклея в многослойном клеевом соединении.
При реверберационном и амплитудном теневом ультразвуковых методах контроля ультразвуковые волны формируется в диапазоне частот от 2,25 МГц до 3,5 МГц, а несоосность излучающего и приемного ультразвуковых пьезоэлектрических преобразователей не должна превышать половину диаметра их пьезоэлементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразрушающего контроля полимерного композиционного материала в многослойных конструкциях | 2023 |
|
RU2816684C1 |
| Настроечный образец для ультразвуковой дефектоскопии многослойных изделий | 2022 |
|
RU2791171C1 |
| Способ неразрушающего контроля клеевого соединения монолитных листов из полимерных композиционных материалов | 2016 |
|
RU2627539C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686488C1 |
| Способ неразрушающего контроля монолитного листа совместно с клеевым слоем в многослойных конструкциях из полимерных композиционных материалов | 2018 |
|
RU2701204C1 |
| Способ ультразвукового контроля затесненных участков изделий из стеклопластика | 2023 |
|
RU2816862C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ В КЛЕЕВЫХ СОЕДИНЕНИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2451289C2 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ ЗАВОДСКОГО НАНЕСЕНИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 1999 |
|
RU2188414C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ФОРМЫ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2526518C2 |
| Способ ультразвукового контроля изделий переменной толщины из полимерных композиционных материалов | 2023 |
|
RU2797337C1 |
Использование: для неразрушающего контроля качества клеевых соединений разнородных деталей. Сущность изобретения заключается в том, что калибруют ультразвуковой дефектоскоп по образцам, имитирующим многослойное соединение «керамика - клеевое соединение – ПКМ (полимерный композитный материал) - клеевое соединение - металл» с искусственно созданными дефектами-непроклеями, при этом производят корректировку амплитуды реверберационных колебаний на объекте контроля до уровня реверберационных колебаний на образце, далее излучают в клеевые соединения многослойного соединения ультразвуковые волны, принимают реверберационные колебания при наличии дефекта-непроклея, затем корректируют диапазон развертки так, чтобы реверберационные колебания находились в пределах экрана дефектоскопа, далее анализируют диапазон развертки и делают заключение по признаку наличия реверберационных колебаний свидетельствующих о дефекте-непроклей многослойного клеевого соединения конструкции летательных аппаратов, кроме того для уточнения размеров найденного реверберационным методом дефекта-непроклея клеевого многослойного соединения применяют амплитудный теневой ультразвуковой метод при котором ультразвуковые волны введенные в многослойное клеевое соединение посредством прямого излучающего ультразвукового пьезоэлектрического преобразователя со стороны керамики фиксируются прямым приемным ультразвуковым пьезоэлектрическим преобразователем расположенным с противоположной стороны многослойного клеевого соединения при отсутствии дефекта-непроклея, либо не фиксируются при наличии дефекта-непроклея из-за их затенения расположенным на пути распространения ультразвуковых волн дефектом-непроклеем, при этом ультразвуковые волны формируется в диапазоне частот от 2,25 МГц
до 3,5 МГц, а несоосность прямых излучающего и приемного ультразвуковых пьезоэлектрических преобразователей не должна превышать половину диаметра их пьезоэлементов. Технический результат: повышение качества ультразвукового контроля клеевых соединений между разнородными деталями. 4 ил.
Способ контроля сплошности в многослойных клеевых соединениях элементов конструкций летательных аппаратов из разнородных материалов, при котором импульсы ультразвуковых (УЗ) колебаний посредством раздельно-совмещенного преобразователя вводят в изделие, принимают и преобразуют отраженные импульсы ультразвуковых колебаний в эхо-сигналы, осуществляют анализ распределения донных эхо-сигналов на экране ультразвукового дефектоскопа, определяют закономерность изменения амплитуды донных эхо-сигналов от толщины неметаллического слоя при нормативных параметрах приклеивания неметаллического слоя к металлическому на образцах, причем предварительно калибруют прибор по образцам, отличающийся тем, что ультразвуковые волны вводят посредством прямого совмещенного ультразвукового пьезоэлектрического преобразователя в разнородные детали многослойных соединений «керамика - клеевое соединение – полимерный композитный материал (ПКМ) - клеевое соединение - металл» летательных аппаратов, затем преобразуют отраженные при наличии дефекта – непроклея ультразвуковые волны в реверберационные колебания поверхности многослойного соединения, осуществляют анализ реверберационных колебаний на экране ультразвукового дефектоскопа, определяют закономерность изменения амплитуды и длительности реверберационных колебаний при нормативных параметрах клеевых соединений на образцах, причем предварительно калибруют ультразвуковой дефектоскоп по образцам, имитирующим многослойное соединение «керамика - клеевое соединение - ПКМ - клеевое соединение - металл» с искусственно созданными дефектами-непроклеями, при этом производят корректировку амплитуды реверберационных колебаний на объекте контроля до уровня реверберационных колебаний на образце, далее излучают в клеевые соединения многослойного соединения ультразвуковые волны, принимают реверберационные колебания при наличии дефекта-непроклея, затем корректируют диапазон развертки так, чтобы реверберационные колебания находились в пределах экрана дефектоскопа, далее анализируют диапазон развертки и делают заключение по признаку наличия реверберационных колебаний свидетельствующих о дефекте-непроклей многослойного клеевого соединения конструкции летательных аппаратов, кроме того, для уточнения размеров найденного реверберационным методом дефекта-непроклея клеевого многослойного соединения применяют амплитудный теневой ультразвуковой метод, при котором ультразвуковые волны введенные в многослойное клеевое соединение посредством прямого излучающего ультразвукового пьезоэлектрического преобразователя со стороны керамики фиксируются прямым приемным ультразвуковым пьезоэлектрическим преобразователем расположенным с противоположной стороны многослойного клеевого соединения при отсутствии дефекта-непроклея, либо не фиксируются при наличии дефекта-непроклея из-за их затенения расположенным на пути распространения ультразвуковых волн дефектом-непроклеем, при этом ультразвуковые волны формируется в диапазоне частот от 2,25 МГц 3,5 МГц, а несоосность прямых излучающего и приемного ультразвуковых пьезоэлектрических преобразователей не должна превышать половину диаметра их пьезоэлементов.
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ В КЛЕЕВЫХ СОЕДИНЕНИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2451289C2 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ ЗАВОДСКОГО НАНЕСЕНИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 1999 |
|
RU2188414C2 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 2005 |
|
RU2278378C1 |
| Способ ультразвукового контроля соединений металлических изделий с неметаллическим покрытием | 1978 |
|
SU771540A1 |
| JP 2001226707 A, 21.08.2001 | |||
| US 2002162395 A1, 07.11.2002. | |||

