(54) ШТАМП ДЛЯ РАЗДАЧИ ТОНКОСТЕННЫХ ОБОЛОЧЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раздачи тонкостенных конических оболочек | 1978 |
|
SU735358A1 |
| Штамп для раздачи тонкостенных труб | 1983 |
|
SU1131577A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| Штамп для раздачи оболочек с нагревом | 1982 |
|
SU1038018A1 |
| Штамп для изготовления полых деталей | 1986 |
|
SU1324724A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМЫ | 2013 |
|
RU2548867C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2012 |
|
RU2493928C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ФОРМОВКИ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ | 2014 |
|
RU2580269C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
1
Изобретение относится к обработке металлов давлением, а именно к листовой штамповке, и может быть использовано при изготовлении деталей из тонкостенных оболочек с замкнутым конту- 5 ром.
Известно устройство для раздачи тонкостенных оболочек, позволяющее деформировать заготовку жестким пуансоном tl Недостатком устройства является наличие больших осевых сжимающих напряжений, приводящих при раздаче тонкостенных оболочек к потере устойчивости заготовки при небольших степе- 5 нях формоизменения.
Известен также разжимной пуансон для деформирования полых заготовок, позволяющий производить раздачу оболочек разжимными секторами, не соз- 20 дающими осевых усилий f2j.
Недостатком устройства является то, что в процессе раздачи деформации в окружном направлении распреде--ляются неравномерно и это приводит к 25 преждевременному разрушению заготовки.
Наиболее близким по технической сущности и достигаемым результатам к предлагаемому является штамп для фор- . мообразования деталей из пространст- 30
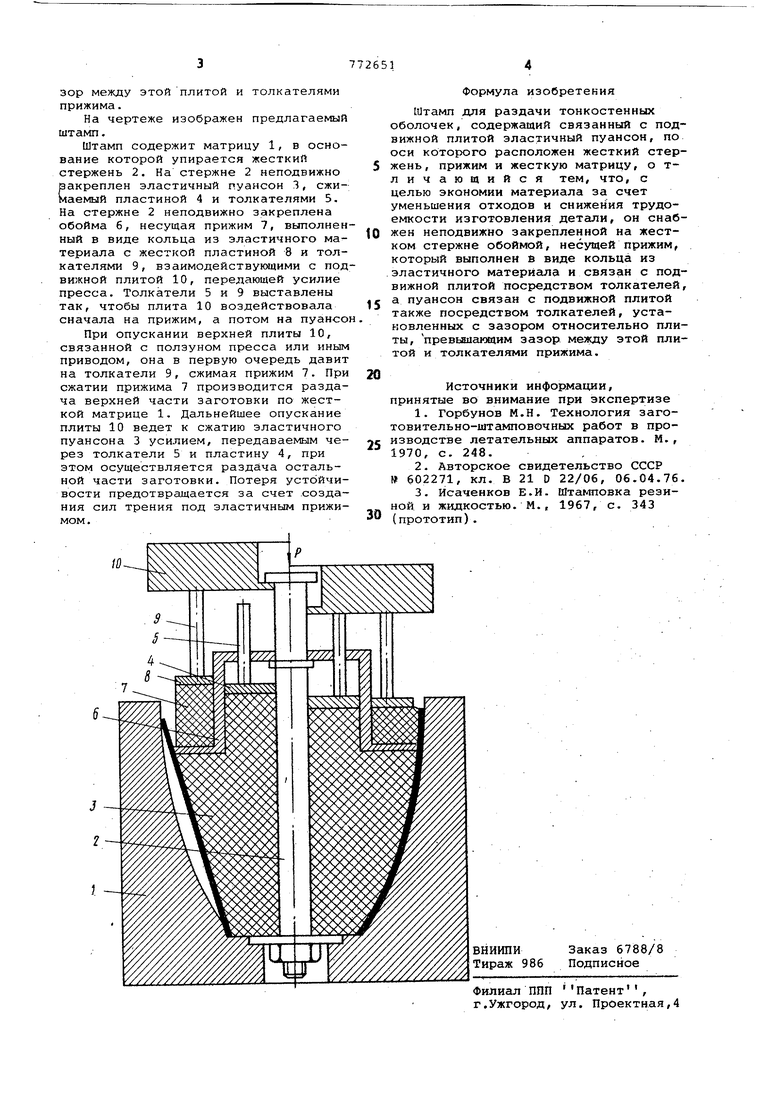
венных замкнутых заготовок, который позволяет деформировать тонкостенную оболочку по жесткой матрице давлением эластичного пуансона на внутреннюю поверхность заготовки. Для предотвращения потери устойчивости в штампе предусмотрен жесткий прижим З Недостатком данного устройства является то, что для защемления верхней кромки заготовки необходим припуск, идущий затем в отход. Кроме того, процесс разбортовки кромки может вызвать образование трещин, распространяющихся на рабочую зону заготовки и приводящих к созданию брака.
Цель изобретения - уменьшение количества отходов материала и снижение трудоемкости изготовления деталей из тонкостенных заготовок.
Указанная цель достигается тем, что штамп снабжен неподвижно закрепленной на жестком стержне обоймой, несущей прижим, который выполнен в виде кольца из эластичного материала и связан с подвижной плитой посред- . ством толкателей, а пуансон связан с подвижной плитой также посредством толкателей, установленных с зазором относительно плиты, превышающим за
