Изобретение относится к обработке металлов давлением и может быть использовано в авиационной и смежных отраслях промышленности при изготовлении полых деталей в виде оболочек сложной формы.
Целью изобретения является повышение качества изделий за счет увеличения степени деформации формоизменения при изготовлении деталей из тонкостенных цилиндрических заготовок обжатием с двух сторон.
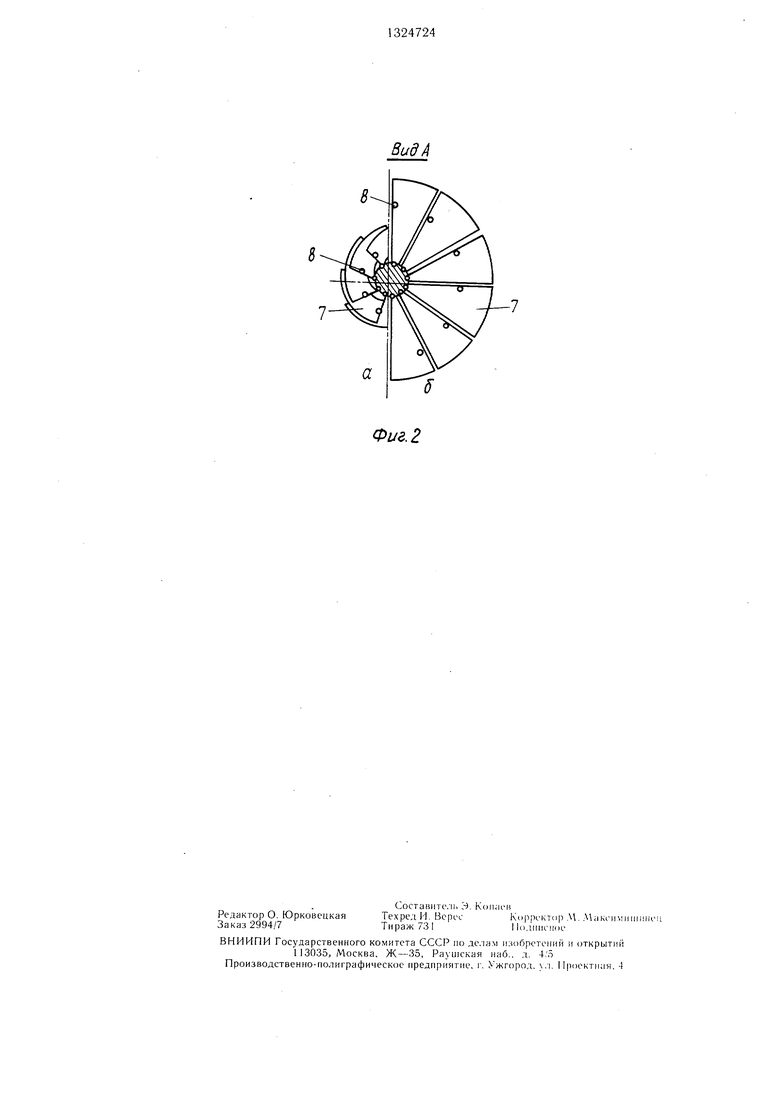
На фиг. 1 показана схема штампа (а - в исходном положении с установленной предварительно обжатой с одной стороны заготовкой и прижимом в нерабочем положении; б - с отштампованной деталью и прижимом в рабочем положении); на фиг. 2- положение секторов прижима вид сверху (а - в нерабочем положении; б - в рабочем положении).
Штамп состоит из матрицы 1 с установленной на ней наружной обоймой 2. В обойна заготовку усилием Р. По очагу деформации заготовки прижимом поддерживается усилие Q, что предотвращает потерю устойчивости заготовки (гофрообразование) и поз, воляет проводить операцию обжима до предельных степеней формоизменения.
По окончании штамповки толкатель 4 отходит в начальное верхнее положение, увлекая за собой цилиндрический элемент 5 и втулку 6 прижима. Секторы 7 возвраща10 ются в исходное положение под действием тяг 9, закрепленных на втулке 6 при помощи шарниров 8. Пуансон 3 совместно с прижимом выводится из штампа. С матрицы 1 снимается обойма 2. Отштампованная деталь извлекается из штампа.
Применение штампа предлагаемой конструкции позволит увеличить степень формоизменения деталей, обжимаемых с двух сторон, на 20-25% путем использования прижима, обеспечивающего подпор по всему
15
му 2 введен профилированный пуансон 3 сJQ очагу деформации заготовки по ходу проотверстием. Через отверстие пуансона 3 про-цесса штамповки, при снижении усилия
ходит подпружиненный толкатель 4, контак-деформирования регулированием усилия притирующий посредством полого цилиндричес-жима, кого элемента 5, имеющего внутренние бурты, с втулкой 6 прижима штампа. Прижим вьиюлнен в виде отдельных упругих секторов 7, соединенных при помощи шарниров 8 и тяг 9 с осью 10 прижима и втулкой 6.
Штамп работает следующим образом.
Заготовка предварительно обжимается с одной стороны в указанном штампе, только в этом случае под пуансон на торец заготовки помещается плоское кольцо с целью передачи усилия от пуансона, который имеет профилированную поверхность, на кромку заготовки без ее смятия кромкой пуансона.
25
30
Формула изобретения
Штамп для изготовления полых деталей, содержащий матрицу с полостью по форме профиля изделия, соосно установленные с матрицей в виде стакана с цилиндрической внутренней полостью, размещенный в ней с возможностью возвратно-поступательного перемещения пуансон с рабочей поверхностью и расположенный в полости матрицы прижим, отличающийся тем, что, с целью повышения качества изделий за счет увеличения степени дефорI ЭСГГ
После этого в штамп устанавливается мации формоизменения при изготовлении де- заготовка, обжатая с одной стороны, цент- талей из тонкостенных оболочек, он снабжен установленным соосно с матрицей в сквозном цилиндрическом отверстии пуансона с возможностью перемещения в направрируется необжатой кромкой по цилиндрическому пояску матрицы 1. Через отверстие с обжатого торца заготовки при опускании
пуансона 3 во внутреннюю полость заготов- дО лении перемещения пуансона цилиндрически вводится прижим в нерабочем положении. Секторы 7 прижима сжаты и заходят один на другой (фиг. 1а, 2а) так, что прижим может свободно проходить через отверстие на обжатом торце детали. Затем перемещением
КИМ элементом в виде пустотелого стакана с буртом в его внутренней полости, размещенным во внутренней полости элемента и подпружиненным относительно его бурта толкателем, при этом прижим выполнен в виде
толкателя 4 от воздействия пресса цилинд- 45 оси с установленной на ней с возможрический элемент 5 перемещается вниз до контакта с втулкой 6. Последняя при дальней П1ем перемещении толкателя 4 раскрывает секторы 7 через щарниры 8 и тяги 9 до контакта секторов с кромкой заготовки. При этом толкателем 4 обеспечивается усилие прижима Q.
После приведения прижима штампа в рабочее положение начинается этап деформирования заготовки. Пуансон 3 воздействует
50
ностью перемещения относительно этой оси втулкой, шарнирно закрепленных на оси упругих секторов, которые с помощью тяг шарнирно связаны с втулкой, втулка установлена во внутренней полости цилиндрического элемента с возможностью осевого перемещения и взаимодействия своим торцом с внутренним буртом элемента, а рабочая поверхность пуансона выполнена по профилю внутренней полости матрицы.
на заготовку усилием Р. По очагу деформации заготовки прижимом поддерживается усилие Q, что предотвращает потерю устойчивости заготовки (гофрообразование) и позволяет проводить операцию обжима до предельных степеней формоизменения.
По окончании штамповки толкатель 4 отходит в начальное верхнее положение, увлекая за собой цилиндрический элемент 5 и втулку 6 прижима. Секторы 7 возвращаются в исходное положение под действием тяг 9, закрепленных на втулке 6 при помощи шарниров 8. Пуансон 3 совместно с прижимом выводится из штампа. С матрицы 1 снимается обойма 2. Отштампованная деталь извлекается из штампа.
Применение штампа предлагаемой конструкции позволит увеличить степень формоизменения деталей, обжимаемых с двух сторон, на 20-25% путем использования прижима, обеспечивающего подпор по всему
очагу деформации заготовки по ходу про5
0
Формула изобретения
Штамп для изготовления полых деталей, содержащий матрицу с полостью по форме профиля изделия, соосно установленные с матрицей в виде стакана с цилиндрической внутренней полостью, размещенный в ней с возможностью возвратно-поступательного перемещения пуансон с рабочей поверхностью и расположенный в полости матрицы прижим, отличающийся тем, что, с целью повышения качества изделий за счет увеличения степени дефорЭСГГ
J мации формоизменения при изготовлении де- талей из тонкостенных оболочек, он снабжен установленным соосно с матрицей в сквозном цилиндрическом отверстии пуансона с возможностью перемещения в направКИМ элементом в виде пустотелого стакана с буртом в его внутренней полости, размещенным во внутренней полости элемента и подпружиненным относительно его бурта толкателем, при этом прижим выполнен в виде
оси с установленной на ней с возмож0
ностью перемещения относительно этой оси втулкой, шарнирно закрепленных на оси упругих секторов, которые с помощью тяг шарнирно связаны с втулкой, втулка установлена во внутренней полости цилиндрического элемента с возможностью осевого перемещения и взаимодействия своим торцом с внутренним буртом элемента, а рабочая поверхность пуансона выполнена по профилю внутренней полости матрицы.
Редактор О. Юрковсцкая Заказ 2994/7
ВНИИПИ Государствеиного комитета СССР но делам изобретений и открытий
1 13035, Москва, Ж-35, Раушекая иаб.. д. 4, 5 Производственно-полиграфическое мредириятме, г. Ужгород. л. Проектная, -1
Фиг. 2
Составитель Э. Коплен
Те.хрел И. ВересКорректор Л, : aKciiMHiiiiinoi
Тираж 73 1I lo.uuieiioe
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления полых деталей | 1986 |
|
SU1323178A1 |
| Способ изготовления цилиндрических деталей с профильными торцовыми поверхностями и штамп для его осуществления | 1981 |
|
SU997943A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ И ДИФФЕРЕНЦИРОВАННОЕ ПРИЖИМНОЕ УСТРОЙСТВО ШТАМПА ЛИСТОВОЙ ШТАМПОВКИ | 2017 |
|
RU2685624C2 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Штамп для вытяжки полых деталей за два последовательных перехода при одном ходе полузн пресса | 1978 |
|
SU730415A1 |
| Штамп для вытяжки | 1986 |
|
SU1362541A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Штамп для обжима тонкостенных оболочек | 1976 |
|
SU592492A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в различных областях машиностроения при изготовлении полых деталей в виде оболочек сложной формы. Цель изобретения - увеличение степени деформации формоизменения при изготовлении деталей из тонкостенных цилиндрических заготовок путем обжатия с двух сторон. Штамп содержит подпружиненный толкатель 4, контактирующий посредством полого цилиндрического элемента 5, имеющего внутренние бурты, с втулкой 6 прижима (П). Г1ос- ледний выполнен в виде отдельных упругих секторов (С) 7, шарнирно соединенных с осью П и втулкой 6, установленной с возможностью вертикального перемещения по оси П. Пуансон 3 в зоне передачи усилия имеет профиль, соответствующий профилю матрицы 1, и отверстие под толкатель 4. Предварительно обжатая оболочка устанавливается в матрицу 1. В нее вводится П, С 7 которого сведены. Усилием пресса Q С 7 раскрываются до контакта с заготовкой. После этого начинается деформирование, в процессе которого по очагу деформации заготовки П поддерживается усилие Q, предотвращающее потерю устойчивости заготовки. 2 ил. (С сл оэ N5 -д Г Фиг.
| Горбунов М | |||
| Н | |||
| Технология загото- вительно-штамповочных работ в производстве самолетов.--М.: Машиностроение, 1981, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
