I1 Изобретение относится к обрйботке металлов давлением, а именно к л(исто вой штамповке, и может быть использовано при изготовлении деталей из тонкостенных оболочек. Известен штамп для раздачи нагре той конической.обечайки взрывом, cor держащий жесткую матрицу с нагревательным элементом, эластичный пуансон выполненный в виде резиновой оболочки, заполненной жидкостью, и защитный кожух из асбеста. 8 штампе можно производить раздачу тонкостенных обечаек с нагревом. Необходимое давление может создаваться энергией взрыва или с помощью универсального прессового оборудования.
Недбстатком известного устройства является то, что при деформировании заготовки разрушается защитный кожух и он не может быть использован повторно, а также то, что при нагреве заготовки возможен перегрев и разрушение поверхностных слоев эластичной оболочки, что в конечном итоге увеличивает себестоимость изготовления деталей.
Цель изобретения - повышение его стойкости, у
Указанная цель достигается теЯ, что штамп для раздачи оболочек с на гревом, содержащий жесткую матрицу с нагревательным элементом, смонтированный на толкателе эластичный пуансон и. защитный кожух, из термостойкого материала снабжен натяжным уст ройстаом, закрепленным на толкателе и связанным с защитным кожухом, который выполнен в виде отдельных установленных с перекрытием полос, расположенных вдоль пуансона, и размещен с зазором относительно него, а в пуансоне и толкателе выполнены осевые и радиальные каналы для подачи хладагента в упомянутый зазор.
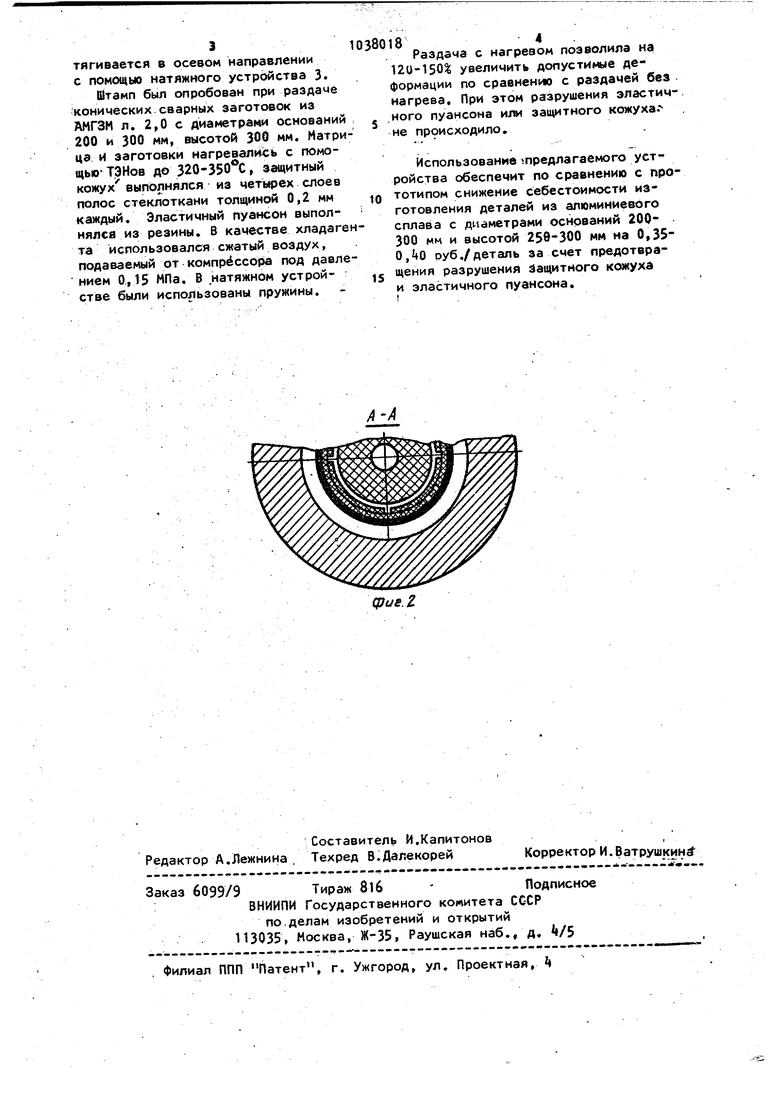
На фиг. i показан предлагаемый . штамп, продольный разрезу на фиг,2сечениё А-А на фиг. 1.
Штамп содержит жесткую матрицу 1с вмонтированными в нее нагреватель ными элементами 2, в качестве которыЯ могут быть использованы ТЭНы, индукторы- и другие известные устройства. Натяжное устройство 3 представляет собой подвижную плиту с закре;пленным на ней защитным кожухом , опирающуюся на пружину, резиновый или пневматический буфер, либо на иное известное устройство и крепитрастягиваются в осевом направлении для предотвращения складкообразования. Эластичный пуансон имеет осевой и радиальные каналы, которые располагаются в нижней его части. Между наружной поверхностью пуансона и защитным кожухом имеется зазор для прохождения хладагента, в качестве которого может быть использован сжатый воздух.
Штамп работает следующим образом.
Заготовка устанавливается в матрицу 1 и выдерживается определенное 5 время для ее нагрева с помощью нагревательного устройства 2. Одновременно опускается ползун пресса с закрепленными на нем толкателем 5 и эластичным пуансоном &, Для предотвращения нагрева эластичного пуансона через толкателя 5 осевой и радиальные каналы пуансона 6, через зазор между пуансоном и защитным кожухом осуществляется подача хладагента. После нагрева заготовки до заданной температуры эластичный пуансон 6 сжимается толкателем 5 и деформирует заготовку. При этом .контакт пуансона с заготовкой непроисходит, так какмежду ними расположен защитный кожух 4. Устройство кожуха н виде отдельных продольных полос позволяет изменять пуансону свои размеры в радиальном направлении без разрушения кожуха. При сжатии пуансона осевой . и радиальные каналы, а также зазор между пуансоном и кожухом перекрываются и движение xлaдafента прекращается. По окончании процесса штамповки пуансон 6 и толкатель 5 поднимаются ползуном пресса, подача хладагента возобновляется, защитный кожух А и пуансон 6 охлаждаются. Для предотвращения складкообразования при осевом и окружном перемещении полос защитного кожуха, а также.для создания плотной оболочки защитный кожух постоянно рас18ся на толкателе 5 в котором выполнены радиальные C9i и осевые б каналы. Второй конец защитного кожуха закреплен на нижнем торце эластичного пуансона 6. С помощью натяжного устройства защитный кожух, представляющий собой полосы термостойкой ткани, расположенные вдоль образующей пуансона и перехлестывающие одна Другую для создания сплошной оболочки. тягивается в осевом направлении с помощью натяжного устройства 3. Штамп был опробован при раздаме конических.сварных заготовок из АМГЗМ л. 2,0 с диаметра оснований 200 и 300 мм, высотой 300 мм. Матри ца И заготовки нагревались с помощь - ТЭНов до 320-350С, защитный кожух выполнялся из четырех слоев полос стеклоткани толщиной 0,2 мм каждый. Эластичный пуансон выполНЯЛС0 из резины. В качестве хладаге та использовался сжатый воздух, подаваемый от компрессора под давле нием 0,15 МПа. В .натяжном устройстве были использованы пружины. 184 Раздача с нагревом позволила на 12д-150% увеличить допустимые деформации по cpaBHeHvio с раздачей без нагрева. При этом разрушения эластичного пуансона или защитного кожуха не происходило. Использование .предлагаемого устройства обеспечит по сравнению с прототипом снижение себестоимости изготовления деталей из алюминиевого сплава с диаметрами оснований 200300 мм и высотой 259-300 ми на 0,350,0 руб./деталь за счет предотвращения разрушения Защитного кожуха и эластичного пуансона.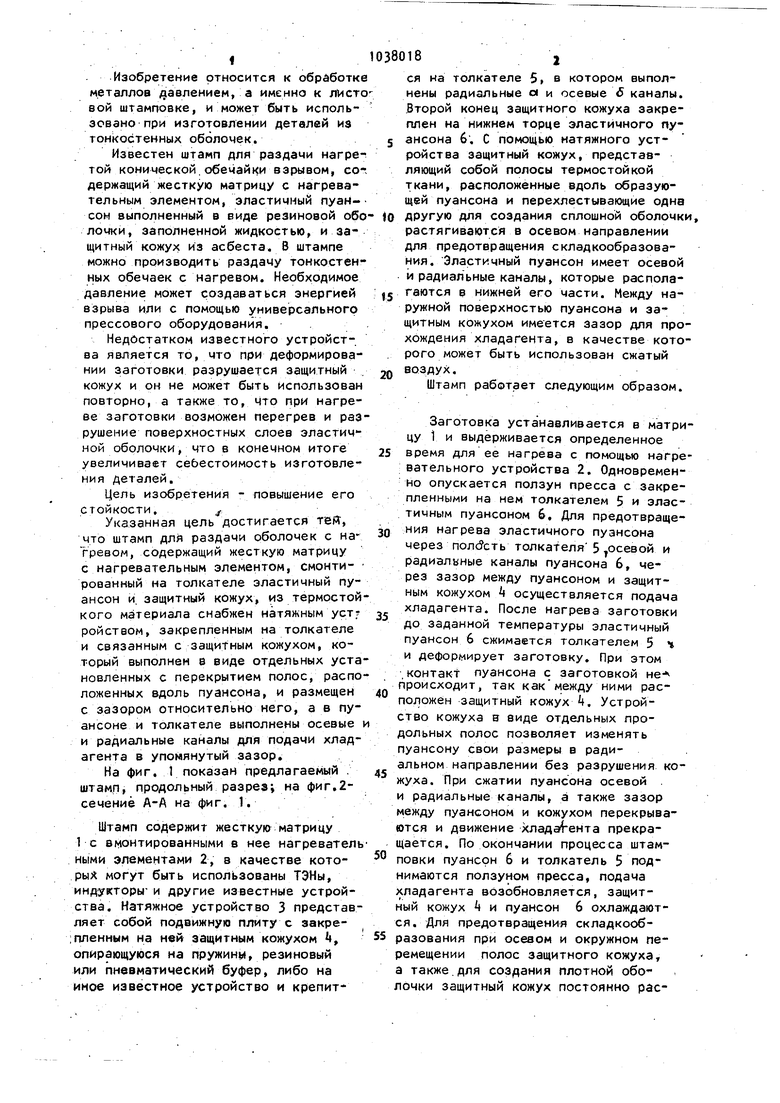
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раздачи трубчатых заготовок | 1982 |
|
SU1063511A1 |
| Устройство для раздачи концов труб с нагревом | 1980 |
|
SU897345A1 |
| Штамп для раздачи тонкостенных оболочек | 1979 |
|
SU772651A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| Устройство для раздачи тонкостенных конических оболочек | 1978 |
|
SU735358A1 |
| Устройство для раздачи трубчатых заготовок | 1983 |
|
SU1143497A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ КОМБИНИРОВАННОЙ ВЫТЯЖКИ | 1993 |
|
RU2042457C1 |
ШТАМП ДЛЯ РАЗДАЧИ ОВОЛОЧЕК С НАГРЕВОМ, содержащий жесткую матрицу с 1нагревательным элементом, смонтированный на толкателе эластичный пуансон и защитный кожух из термостойкого материала, отличающийся тем, что, с целью повышения стойкости, он снабжен натяжным устройством, закрепленным на толкателе и связанным с защитным кожухом, который выполнен в виде отдельных установленных с перекрытием полос, расположенных вдоль пуансона, и размещен с зазором относительно него а в пуансоне и толкателе выполнены . осевые и радиальные каналы для подачц ;хладагента в упомянутый зазор. О9 00 00