Изобретение относится к области литейного производства, а именно к составам комплексных противопригарно-противоужиминных материалов, используемых при изготовлении песчано-глинистых смесей для производства чугунных отливок в разовых литейных формах.
В современном литейном производстве при приготовлении формовочных смесей для изготовления чугунных отливок широко используются комплексные формовочные материалы (добавки), включающие молотый (измельченный) уголь, бентонит, различные пеки, битум, природный и искусственный асфальтит (асфальт) (Giesserei, 72, 1985 г., №4, стр.99-100). При нагреве расплавленным металлом рабочей поверхности формы содержащиеся в формовочной смеси углеродсодержащие материалы подвергаются термическому разложению, в результате чего в полости формы создается восстановительная атмосфера, на поверхности кварцевого песка и поступающего в форму металла образуются пленки пиролитического (блестящего) углерода, а между зернами песка - частицы кокса. Эти процессы препятствуют проникновению металла в поры формы и тем самым образованию на отливках пригара.
Выгорание и размягчение (пластификация) углеродсодержащих ингредиентов формовочной смеси способствуют снижению величины термических напряжений в поверхностных слоях формы и благодаря этому уменьшается их склонность к образованию ужимин.
Вследствие более высокого, чем у молотого каменного угля, выхода блестящего углерода из ряда комплексных материалов (добавок) их «активное» содержание в формовочной смеси, требуемое для предотвращения пригара, сокращается, качество поверхности отливок улучшается (уменьшается их шероховатость, вероятность образования ужимин).
Недостатком большинства известных комплексных противопригарных материалов является относительно высокое содержание в них токсичных, а также дорогостоящих и дефицитных компонентов - пеков, хрупкого битума, природного или искусственного асфальтита. Так, применение нефтяного и угольного пека в литейном производстве в европейских странах запрещено из-за высокой токсичности выделяющихся при их пиролизе газов. Производство древесного пека в нашей стране в настоящее время практически прекращено, хрупкий битум с температурой размягчения 125-135°С дефицитен, производство и добыча искусственного и природного асфальтита (гильсонита) отсутствует.
Известен формовочный материал (добавка) для литейных формовочных смесей, представляющая собой измельченную до размера менее 0,3 мм нефтеполимерную смолу с минимальным выходом блестящего углерода 40%. Материал вводится в формовочную смесь в количестве от 0,15 до 3,0% в сухом состоянии или в смеси с бентонитом, в том числе в составе водной суспензии. Тип (класс) предлагаемой нефтеполимерной смолы в заявке не указан (Заявка Германии, №2064700, МПК 31 b1, 1/14, опубл. 27.07.1972 г.).
Недостатком этого материала является невысокий противоужиминный и противопригарный эффект при производстве средних и более крупных машиностроительных отливок. Материал расплавляется при температуре ниже 100°С и сгорает. В результате термические напряжения в смеси при увеличении времени заливки формы существенно не снижаются и на отливках могут возникнуть ужимины.
Недостаточный противопригарный эффект этого материала при производстве средних и более крупных машиностроительных отливок связан с отсутствием в нем молотого каменного угля и, соответственно, незначительным количеством образующегося при термическом разложении кокса, необходимого для заполнения пор между зернами формовочной смеси.
Усиление противопригарного эффекта при применении такой добавки может быть достигнуто только при увеличении (не менее 3 мас.%) ее содержания в формовочной смеси, что приводит к повышению газотворности и возможности возникновения дефектов отливок типа складчатости (включений блестящего углерода в материале отливки).
С целью удешевления и упрощения процесса смесеприготовления предложен способ приготовления формовочных смесей для нужд литейного производства, в соответствии с которым смесь твердых утлеродсодержащих материалов вводится в формовочную смесь полностью или частично в составе водной суспензии. Суспензия содержит от 20 до 80 мас.% твердых углеродсодержащих компонентов, от 0,1 до 10 мас.% бентонита и один из полисахаридов. В качестве углеродсодержащих твердых материалов могут использоваться угольная пыль, нефтеполимерная смола, битум, пек или природный асфальт. В качестве дополнительных источников блестящего углерода в суспензию могут вводиться растительное масло или латексные продукты (Заявка Германии № DE 19643514 А1, МПК В22С 1/02, опубл. 23.04.98 г.).
В соответствии с приведенными в этой заявке примерами (варианты А, В) компоненты материала, вводимого в формовочную смесь в составе водной суспензии (в пересчете на твердое вещество), взяты в следующем соотношении, мас.%:
Основным недостатком этого материала (композиции) является использование алифатических нефтеполимерных смол с выходом блестящего углерода не более 45-55%, расплавляющихся при температуре 80-90°С. Для обеспечения оптимального выхода блестящего углерода и, соответственно, противопригарных свойств предлагаемые комплексные материалы содержат повышенное количество дефицитных компонентов - природного асфальта и алифатической нефтеполимерной смолы, синтезируемой путем полимеризации алифатических непредельных углеводородов, содержащихся во фракции C5 жидких продуктов пиролиза нефтяного сырья. Это повышает газотворность формовочных смесей. Из-за низкой температуры размягчения алифатические нефтеполимерные смолы склонны к комкованию и слеживаемости при изготовлении, транспортировке и хранении формовочного материала. В России такие формовочные материалы не производятся.
Наличие в этой композиции (формовочном материале) целлюлозы, латексов и растительного масла может привести к уменьшению прочности в зоне конденсации влаги формовочных смесей. Кроме того, способ введения формовочных материалов в смеситель в составе водной суспензии в современных смесеприготовительных системах практически не используется из-за невозможности управлять влажностью формовочной смеси.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является предложение по применению в качестве добавки формовочного материала, состоящего из измельченного до размера частиц менее 1,0 мм угля (антрацита или тощего) с выходом летучих составляющих от 0,5 до 10,0%, и кристаллических углеродсодержащих продуктов. В качестве кристаллических углеродсодержащих продуктов может использоваться графит природный, искусственный или полученный в восстановительной атмосфере из углеводородов при температуре 650-1000°С (технический углерод) (Патент Германии № DE 3246324 С3, МПК В22С 1/04, опубл. 25.04.85 г.).
Основным недостатком предлагаемых в этом патенте комплексных добавок является их невысокий противопригарный и противоужиминный эффект.Из используемых в них углей с выходом летучих составляющих до 10% (антрацита и тощего) блестящий углерод практически не образуется, что обуславливает повышенную шероховатость поверхности отливок. Относительно невысокий противопригарный эффект при применении этой добавки достигается главным образом за счет создания в полости формы восстановительной атмосферы, предотвращающей окисление поступающего в форму расплавленного чугуна, и, соответственно, ухудшения условий для смачивания и капиллярного его проникновения в поры формовочной смеси.
Низкий противоужиминный эффект при использовании этого формовочного материала обусловлен отсутствием температурного интервала пластического состояния у входящих в их состав углей с низким выходом летучих составляющих - антрацита или тощего.
Повышенная шероховатость поверхности отливок также обусловлена очень низким выходом блестящего углерода.
Предотвращение пригара на отливках может быть достигнуто лишь при достаточно высоком содержании этой добавки в формовочной смеси, что обуславливает увеличение ее влажности и газотворности, ускорение дезактивации и термического разложения (износа) входящего в состав формовочной смеси бентонита. В связи с этим подобные формовочные материалы (добавки) используются редко.
Технической задачей настоящего изобретения является разработка комплексного формовочного материала на основе недефицитных ингредиентов с повышенным противопригарным и противоужиминным эффектом при минимальном его содержании в формовочной смеси. Материал должен обеспечивать уменьшение газотворности и увеличение эффективности перемешивания формовочных смесей и получение чугунных отливок с низкой шероховатостью поверхности без пригара и ужимин.
Техническим результатом решения задачи является:
- получение чугунных машиностроительных отливок любой сложности без пригара и ужимин с минимальной шероховатостью поверхности;
- снижение газотворности формовочных смесей за счет уменьшения содержания предлагаемого формовочного материала в формовочных смесях при обеспечении высокого качества поверхности чугунных отливок;
- повышение эффективности (скорости перемешивания) формовочных смесей и, соответственно, уменьшение расхода бентонита для их приготовления;
- расширение номенклатуры компонентов, используемых в составе комплексных противопригарно-противоужиминных формовочных материалов.
Необходимый технический результат достигается тем, что формовочный материал, включающий молотый уголь с размером частиц менее 1,0 мм и пылевидный искусственный графит, дополнительно содержит нефтеполимерную сополимерную смолу, получаемую сополимеризацией непредельных углеводородов, содержащихся во фракциях C8-С10 и C5 жидких продуктов пиролиза нефтяного сырья, а пылевидный искусственный графит представляет собой классифицированный по крупности (с размером частиц до 0,09 мм - не менее 60%) аспирационный продукт механической обработки графитовых изделий при следующем соотношении компонентов, мас.%:
Высокий противопригарный эффект при применении предлагаемого материала обусловлен наличием в его составе комбинации нефтеполимерной сополимерной смолы с выходом блестящего углерода 70,0-80,0% и пылевидного искусственного графита, полученного термообработкой при температуре 2800-3000°С углеродистых материалов - кокса, пека и др. (ТУ 48-4802-20-90) при оптимальном количестве молотого каменного угля.
В результате в процессе заливки в полости формы очень быстро создается восстановительная атмосфера, происходит отложение пленок блестящего углерода и накопление частиц кокса, благодаря чему предотвращается смачивание поверхности формы расплавленным чугуном и его проникновение в поры формы (пригар), обеспечивается низкая шероховатость поверхности отливок. Эффект проявляется при существенно меньшем содержании предлагаемого материала в формовочной смеси, чем при использовании других известных материалов и добавок. Это обуславливает снижение газотворности смеси, интенсивности процесса дезактивации бентонита, его термоизноса и, соответственно, расхода.
Противоужиминный эффект при применении предлагаемого формовочного материала обусловлен уменьшением величины термических напряжений в изготовляемых с его использованием формовочных смесях вследствие увеличенного температурного интервала пластического состояния композиции угля и нефтеполимерной сополимерной смолы с оптимальной для этого процесса температурой размягчения 85-110°С.
Нефтеполимерная сополимерная смола с более высокой, чем у алифатической, температурой размягчения обеспечивает отсутствие комкования и слеживания при изготовлении и транспортировке комплексного формовочного материала.
Нефтеполимерные сополимерные смолы недефицитны, при их применении обеспечивается безопасный уровень концентрации вредных веществ в воздухе рабочей зоны. Они производятся и широко используются в отечественной промышленности (Ю.В.Думский. Нефтеполимерные смолы. - М.: Химия, 1988 г., стр.3-6).
В качестве молотого угля предпочтительно использование каменного угля марок Г (газовый), Д (длиннопламенный), Ж (жирный) и их смесей с выходом летучих составляющих по ГОСТ 6382-2001 не ниже 30%.
В пределах предлагаемого содержания в формовочном материале нефтеполимерной сополимерной смолы обеспечивается отсутствие пригара, ужимин и минимальная шероховатость поверхности при производстве различных машиностроительных отливок, невысокая газотворность формовочных смесей.
Увеличение содержания нефтеполимерной сополимерной смолы в составе формовочного материала выше верхнего предела нецелесообразно из-за отсутствия дополнительного противопригарного и противоужиминного эффектов и повышения газотворности формовочной смеси.
Уменьшение содержания нефтеполимерной сополимерной смолы в составе формовочного материала ниже нижнего предела снижает его противопригарный и противоужиминный эффект.
В пределах предлагаемого содержания в формовочном материале пылевидного искусственного графита обеспечивается дополнительный противопригарный эффект за счет заполнения им пор формовочной смеси. Достигается высокая эффективность перемешивания формовочной смеси благодаря ускорению процесса поглощения воды частицами бентонита и их скольжения по поверхности песка.
Увеличение содержания пылевидного искусственного графита в составе формовочного материала выше верхнего предела нецелесообразно из-за отсутствия дополнительных эффектов по предотвращению пригара и повышению физико-механических и технологических свойств формовочной смеси.
Уменьшение содержания пылевидного искусственного графита в составе формовочного материала ниже нижнего предела уменьшает противопригарный эффект и эффективность перемешивания формовочных смесей.
Использование в качестве противопригарного средства предлагаемого формовочного материала в количестве 0,5-1,5% в составе смесей достаточно для обеспечения их высоких физико-механических и технологических свойств и получения отливок без пригара и ужимин.
Процесс изготовления предлагаемого материала является обычным в технологии изготовления углеродсодержащих композиций и позволяет использовать для измельчения всех компонентов известное размольное оборудование, например шаровые и молотковые мельницы.
При использовании предлагаемого формовочного материала для изготовления песчано-глинистых формовочных смесей он может вводиться в смеситель самостоятельно или в смеси с другими материалами, как в сухом виде, так и в составе водной суспензии. Время перемешивания формовочной смеси может быть сокращено в процессе внедрения предлагаемого формовочного материала в производство.
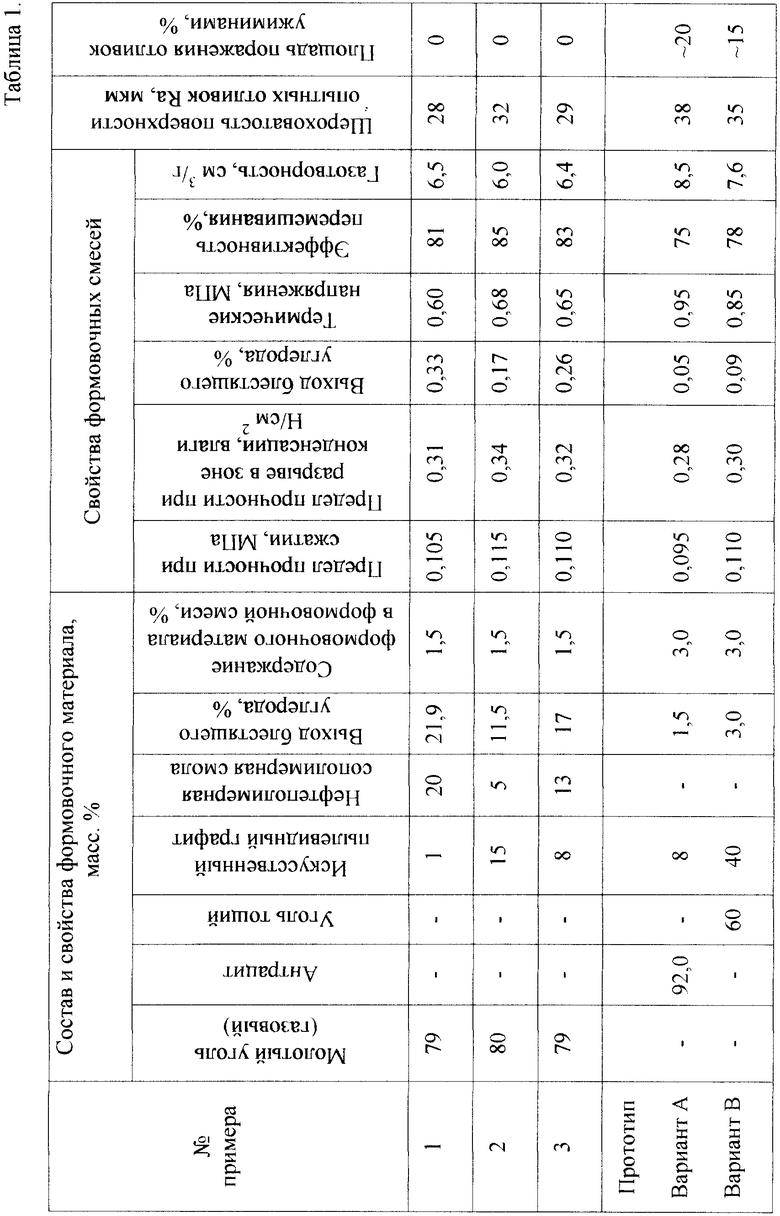
В таблице 1 приведены примеры конкретных составов предлагаемого формовочного материала, прототипа, его основные свойства, свойства формовочных смесей с указанными формовочными материалами и результаты заливки опытных отливок.
Для приготовления исследованных формовочных материалов их ингредиенты смешивались и размалывались в лабораторной шаровой мельнице до получения однородной массы со средним размером зерен 0,12-0,15 мм. Материал использовался далее для приготовления формовочных смесей, проведения требуемых анализов и изготовления опытных отливок.
Физико-механические и технологические свойства формовочных смесей со всеми добавками оценивались в соответствии с требованиями ГОСТ 23409-78. Смеси состояли из 5 мас.% константиновского бентонита и исследуемых формовочных материалов - 1,5% мас. предлагаемого или 3,0% мас. прототипа, остальное кварцевый песок со средним размером зерна 0,2 мм. Относительная влажность всех сравниваемых смесей соответствовала уплотняемости 45,0-47,0%.
Противопригарный эффект формовочных материалов оценивался по выходу из них блестящего углерода по методике Колорца (Рекомендации VDG-P 85, Германия) и по состоянию поверхности опытных отливок.
Величина термических напряжений в формовочных смесях со сравниваемыми добавками определялась с использованием дилатометра системы Г. Дитерта (США).
Предел прочности при сжатии определялся на приборе LRu (Польша), предел прочности при разрыве в зоне конденсации влаги - на приборе конструкции ХФ «ВНИИЛИТМАШ».
Оценка эффективности перемешивания формовочных смесей со сравниваемыми добавками осуществлялась по отношению прочности, достигаемой смесью через 5 мин перемешивания, к максимальной прочности, достигаемой через 20 мин перемешивания в лабораторном смесителе, в %.
Для анализа качества поверхности отливок в формы, изготовленные из смесей со сравниваемыми формовочными материалами, в лабораторных условиях заливались чугунные отливки-плиты толщиной 20 мм. Оценивалась относительная площадь верхней поверхности отливки, пораженная ужиминами, и ее шероховатость (среднее арифметическое отклонение профиля, Ra) с использованием прибора SL-2 (Польша).
Испытания показали отсутствие пригара и ужимин на отливках при применении предлагаемого формовочного материала. При использовании формовочного материала-прототипа поверхность опытных отливок на 15-20% была поражена ужиминами.
Использование предложенного технического решения позволяет достичь высоких физико-механических и технологических свойств формовочных смесей при минимальном содержании в них противопригарно-противоужиминного материала на основе предложенных высокоэффективных недефицитных ингредиентов.
Материал обеспечивает возможность получения высококачественных чугунных отливок при уменьшении потерь и улучшении санитарно-гигиенических условий труда. Внедрение предлагаемого материала в производство может обеспечить значительный экономический эффект за счет сокращения расхода формовочных материалов, сокращения брака отливок и затрат на их очистку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2009 |
|
RU2393938C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 1997 |
|
RU2139769C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2004 |
|
RU2262410C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2003 |
|
RU2252104C2 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2001 |
|
RU2188094C1 |
| Смесь для изготовления литейных форм | 1976 |
|
SU564084A1 |
| Смесь для изготовления литейных форм | 1980 |
|
SU956133A1 |
| Смесь для изготовления литейныхфОРМ | 1979 |
|
SU833349A1 |
| ПРОТИВОПРИГАРНЫЙ МАТЕРИАЛ ДЛЯ ФОРМОВОЧНЫХ СМЕСЕЙ | 1989 |
|
RU2033881C1 |
| Состав суспензии для приготовления литейных формовочных смесей | 1984 |
|
SU1329881A1 |
Изобретение относится к литейному производству и может быть использовано при приготовлении формовочных смесей для производства чугунных отливок в разовых литейных формах. Формовочный материал содержит следующие компоненты в мас.%: молотый уголь - основа; смола нефтеполимерная сополимерная - 5,0-20,0; пылевидный искусственный графит - 1,0-15,0. В качестве искусственного графита использован пылевидный искусственный графит, представляющий собой классифицированный по крупности с размером частиц до 0,09 мм не менее 60% аспирационный продукт механической обработки графитовых изделий. Обеспечивается уменьшение газотворности и увеличение эффективности перемешивания формовочных смесей, возможность получения высококачественных чугунных отливок без пригара и ужимин с минимальной шероховатостью поверхности. 1 з.п. ф-лы, 1 табл.
1. Формовочный материал для изготовления песчано-глинистых смесей для литейного производства, содержащий молотый уголь и пылевидный искусственный графит, отличающийся тем, что он дополнительно содержит нефтеполимерную сополимерную смолу, получаемую сополимеризацией непредельных углеводородов, содержащихся во фракциях C8-С10 и С5 жидких продуктов пиролиза нефтяного сырья, при следующих соотношениях компонентов, мас.%:
2. Формовочный материал по п.1, отличающийся тем, что пылевидный искусственный графит представляет собой аспирационный продукт механической обработки графитовых изделий, классифицированный по крупности с размером частиц до 0,09 мм - не менее 60%.
| DE 3246324 A1, 19.07.1984 | |||
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2001 |
|
RU2188094C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2003 |
|
RU2252104C2 |
| RU 2003425 C1, 30.11.1993 | |||
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2004 |
|
RU2262410C1 |
| Способ изготовления сварных труб | 1985 |
|
SU1273203A1 |
| Ударно-импульсный механизм | 1985 |
|
SU1348160A1 |

