1
Изобретение относится к металлообработке и может использовано при обработке тонкостенных втулок.
Известен патрон, содержащий корпус, основной и дополнительные зажимные элементы, контактирующие с конусными поверхностями, приводной шток и пружины 1 .
При таком исполнении при зажиме тонкостенных втулок происходит их деформация и снижение точности обработки .
Целью изобретения является повышение точности обработки.
Поставленная цель достигается тем, что шток снабжен диском со ступенчатыми толкателями, большие из ступеней которых расположены в выполненных JQ отверстиях корпуса, а малые --торца дополнительного зажимного элемента, причем пружины расположены между торцами основного и дополнительного зажимных элементов, а расстояние между 25 торцом основного зажимного элемент.а и торцами малых толкателей меньше, чем расстояние между торцом дополнительного зажимного элемента и торцами больших ступеней толкателей. Q
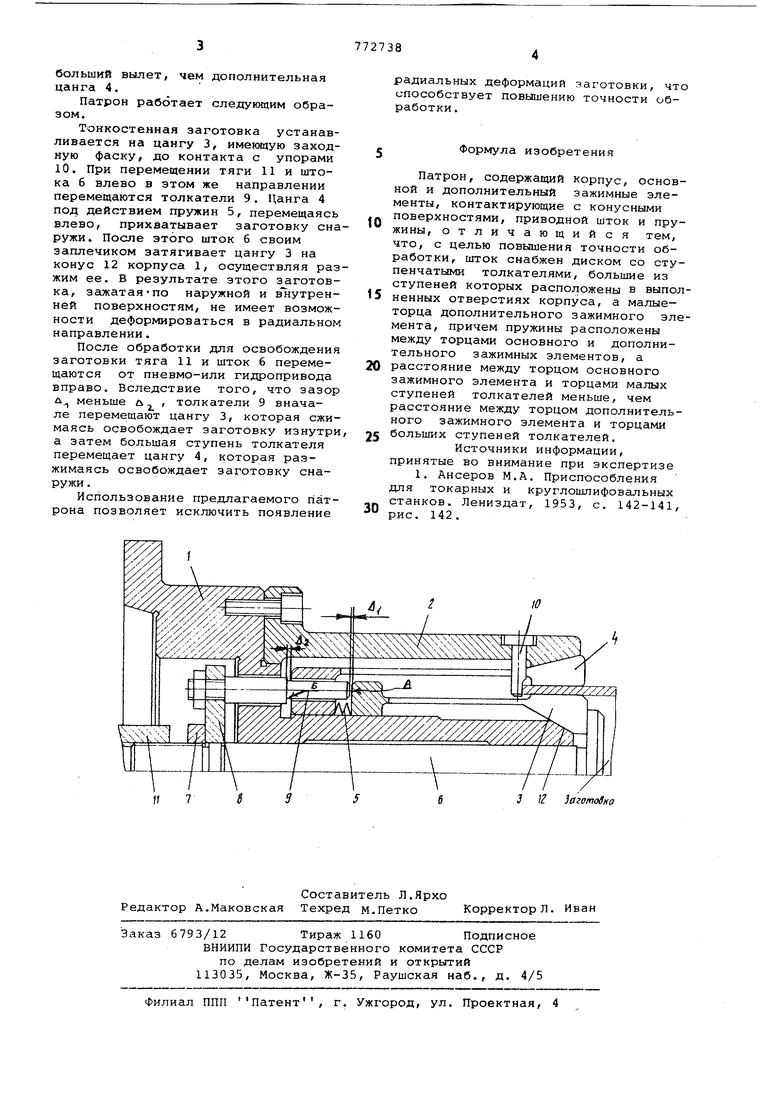
На чертеже схематически изображен предлагаемый патрон, общий вид.
Патрон состоит из корпуса 1, к которому прикреплена конусная гильза 2, основного зажимного элемента, выполненного в виде цанги 3 и дополнительного заЛимного элемента, выпо.пненного в виде цанги 4, между торцами которых размещены пружины 5. В цент10ральном отверстии корпуса 1 размещен шток 6, выполненный с заплечиком. К штоку 6 при помощи гайки 7 прикреплен диск 8,к которому жестко присоединены ступенчатые толкатели 9, проходящие сквозь отверстие в корпусе 1, и цанга 4,.Толкатели 9 взаимодействуют с цангой 3 поверхностью А, а с цангой 4 - торцовой поверхностью Б большей ступени толкателя 9. В отведении в крайнее левое положение толкателей 9 расстояние л.,меньше расстояния д . в гильзу 2 запрессованы в радисшьном направлении упоры 10. Шток 6 при помощи ТЯГ11 11 соединен с пневмо- или гидроцилийдром станка. Цен1ральная часть корпуса 1 выполнена с конусом 12.
Для облегчения установки заготовок в патрон основная цанга 3 имеет
больший вылет, чем дополнительная цанга 4.
Патрон работает следующим образом.
Тонкостенная заготовка устанавливается на цангу 3, имеющую заходную фаску, до контакта с упорами 10. При перемещении тяги 11 и штока 6 влево в этом же направлении перемещаются толкатели 9. Цанга 4 под действием пружин 5, перемещаясь влево, прихватывает заготовку снаружи. После этого шток 6 своим заплечиком затягивает цангу 3 на конус 12 корпуса 1, осуществляя разжим ее. В результате зтого заготовка, зажатая-по наружной и sliyTpeHней поверхностям, не имеет возможности деформироваться в радиальном направлении.
После обработки для освобождения заготовки тяга 11 и шток 6 перемещаются от пневмо-или гидропривода вправо. Вследствие того, что зазор л меньше л , толкатели 9 вначале перемещают цангу 3, которая сжимаясь освобождает заготовку изнутри а затем большая ступень толкателя перемещает цангу 4, которая разжимаясь освобождает заготовку снаружи .
Использование предлагаемого патрона позволяет исключить появление If 7
радиальных деформаций заготовки, что способствует повышению точности обработки .
Формула изобретения
Патрон, содержащий корпус, основной и дополнительный зажимные злементы, контактирующие с конусными поверхностями, приводной шток и пружины, отличающийся тем, что, с целью повышения точности обработки, шток снабжен диском со ступенчатыми толкателями, большие из ступеней которых расположены в выполненных отверстиях корпуса, а малые- торца дополнительного зажимного элемента, причем пружины расположены между торцами основного и дополнительного зажимных элементов, а расстояние между торцом основного зажимного элемента и торцами малых ступеней толкателей меньше, чем расстояние между торцом дополнительного зажимного элемента и торцами больших ступеней толкателей.
Источники информации, принятые во внимание при экспертизе
1. Ансеров М.А, Приспособления для токарных и круглошлифовальных станков. Лениздат, 1953, с. 142-141, рис. 142. J К Заготовка
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон | 1981 |
|
SU1009628A2 |
| Цанговый патрон | 1984 |
|
SU1184614A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| Зажимной патрон | 1990 |
|
SU1787702A1 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| Станок для фасонной обработки труб | 1991 |
|
SU1780941A1 |
| ЗАЖИМНОЙ ПАТРОН | 1992 |
|
RU2030973C1 |
