Изобретение относится к механической обработке материалов резанием и может быть использовано в машиностроении, в частности при изготовлении пространственных трубчатых конструкций, для обработки торцов труб.
Известен станок для фасонной резки труб (а.с. 1530344 В 23 D), содержащий основной фасонный кулачок с цилиндрической рабочей поверхностью на торце, шлицевой вал, механизм его синхронного с разрезаемой трубой вращения, выполненный с возможностью осевого перемещения, вал настройки угла реза и кулачком-диском, раму с режущим инструментом, связанным с кулачком-диском через кулисно-ку- лачковый механизм. Станок снабжен дополнительным фасонным кулачком, смонтированным жестко на шлицевом валу, и приводом продольного перемещения шлицевого вала, выполненным в виде двух соединенных один с другим пневмоцилинд- ров, вал настройки угла реза снабжен механизмом его фиксации на шлицевом валу, при этом основной фасонный кулачок также жестко установлен на шлицевом валу. Механизм фиксации вала настройки угла ре за на шлицевом валу выполнен в виде установленного на вал настройки угла реза пневмо- цилиндра и двух радиально расположенных фиксаторов.
Изобретение позволяет получать любые отверстия труб с фасонной обработкой их обеих торцев без переворачивания трубы в зажимном патроне.
Следует отметить следующие недостатки: обработка каждого торца трубы осуществляется раздельно (т.е. сначала один торец, а затем другой), что снижает как технологические возможности станка, так и производительность труда, кроме того, наличие в станке поворотного кулачка-диска 14 и связанного с ним механизма поворота угла реза относительно оси трубы существенно усложняет конструкцию станка и снижает точность изготовляемых труб.
Целью изобретения является увеличение производительности станка за счет одновременной обработки обоих торцев труб, а также расширение технологических возможностей путем увеличения диапазона длин обрабатываемых труб, имеющих широкий диапазон криволинейных торцевых поверхностей, которые могут быть одинаковы
и различны на обоих концах.
Это достигается тем, что станок для фасонной обработки труб содержит станину с направляющими, размещенные на станине механизмы зажима и вращения обрабатываемой трубы и трубы копира, фрезные головки с размещенными на них фрезами и копирными пальцами, привод вращения труб, механизм настройки размеров труб и пульт управления, в котором механизм зажима и вращения обрабатываемой трубы и трубы копира состоит из двух зеркально-отраженных стоек-левой, жестко закрепленной на станине, и правой, установленной на каретке с возможностью перемещения
по направляющим станины, каждая стойка снабжена двумя одинаковыми зажимными устройствами, состоящими из цанги установленной вместе с толкателем внутри шпинделя, на нерабочем торце которой выполнены выступы, расположенные в канавке ступенчатого хвостовика шпинделя, для которого выполнены прорези в толкателе, закрепленном на внутренней обойме подшипника, наружная обойма которого
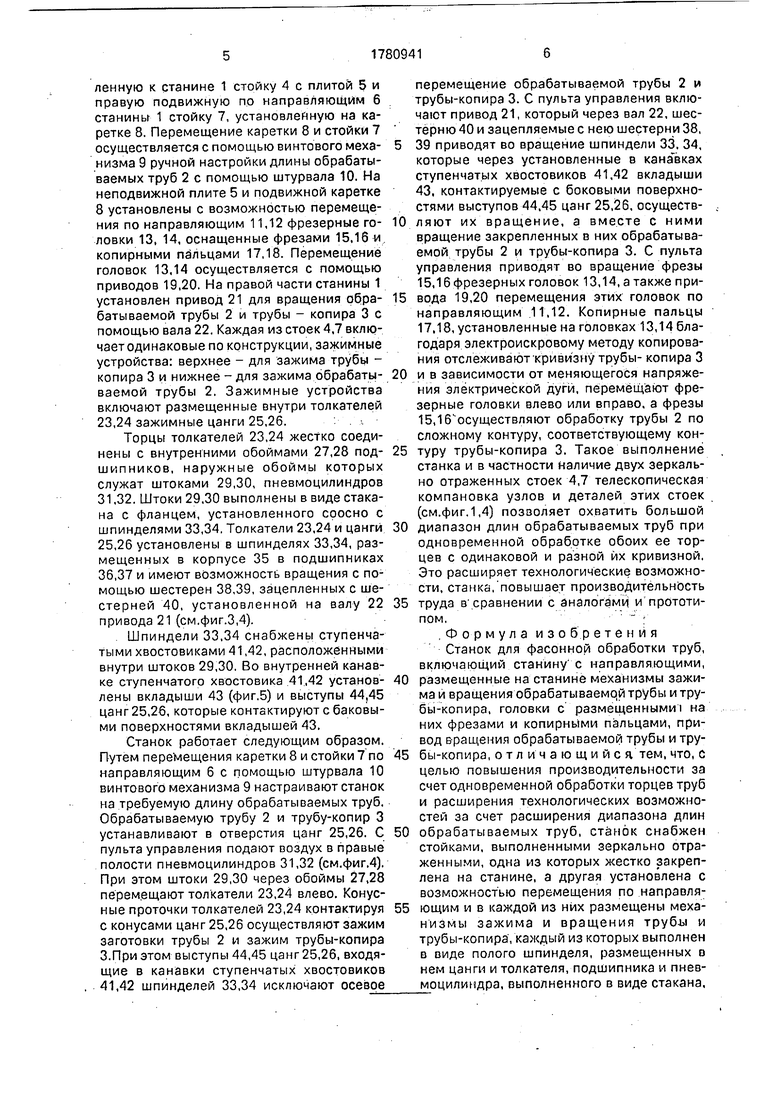
служит штоком пневмоцилиндра, выполненным в виде стакана, установленного в корпусе стойки соосно со шпинделем, а на шпинделе закреплена зубчатая шестерня, кинематически связанная с приводом вращения. Каждая фрезерная головка установлена с возможностью дополнительного перемещения от индивидуального привода относительно соответствующей стойки. На фиг.1 изображен общий вид станка;
на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - сечение В-В на фиг.З; на фиг.5 - сечение Г-Г на фиг.4; на фиг.6 - сечение В-В на фиг.5; на фиг.7 - деталь 33 на фиг.4; на фиг.8 - вид Б на фиг.7; на фиг.9 деталь 23 на фиг.4; на фиг. 10 - вид Ж на фиг.9.
Станок включает станину 1, на которой размещен механизм зажима и вращения обрабатываемой трубы 2 и трубы-копира 3,
включающий левую, неподвижно закрепленную к станине 1 стойку 4 с плитой 5 и правую подвижную по направляющим 6 станины 1 стойку 7, установленную на каретке 8. Перемещение каретки 8 и стойки 7 осуществляется с помощью винтового механизма 9 ручной настройки длины обрабатываемых труб 2 с помощью штурвала 10. На неподвижной плите 5 и подвижной каретке 8 установлены с возможностью перемещения по направляющим 11,12 фрезерные головки 13, 14, оснащенные фрезами 15,16 и копирными пальцами 17,18. Перемещение головок 13,14 осуществляется с помощью приводов 19,20. На правой части станины 1 установлен привод 21 для вращения обрабатываемой трубы 2 и трубы - копира 3 с помощью вала 22. Каждая из стоек 4,7 включает одинаковые по конструкции, зажимные устройства: верхнее - для зажима трубу - копира 3 и нижнее - для зажима обрабатываемой трубы 2. Зажимные устройства включают размещенные внутри толкателей 23,24 зажимные цанги 25,26.
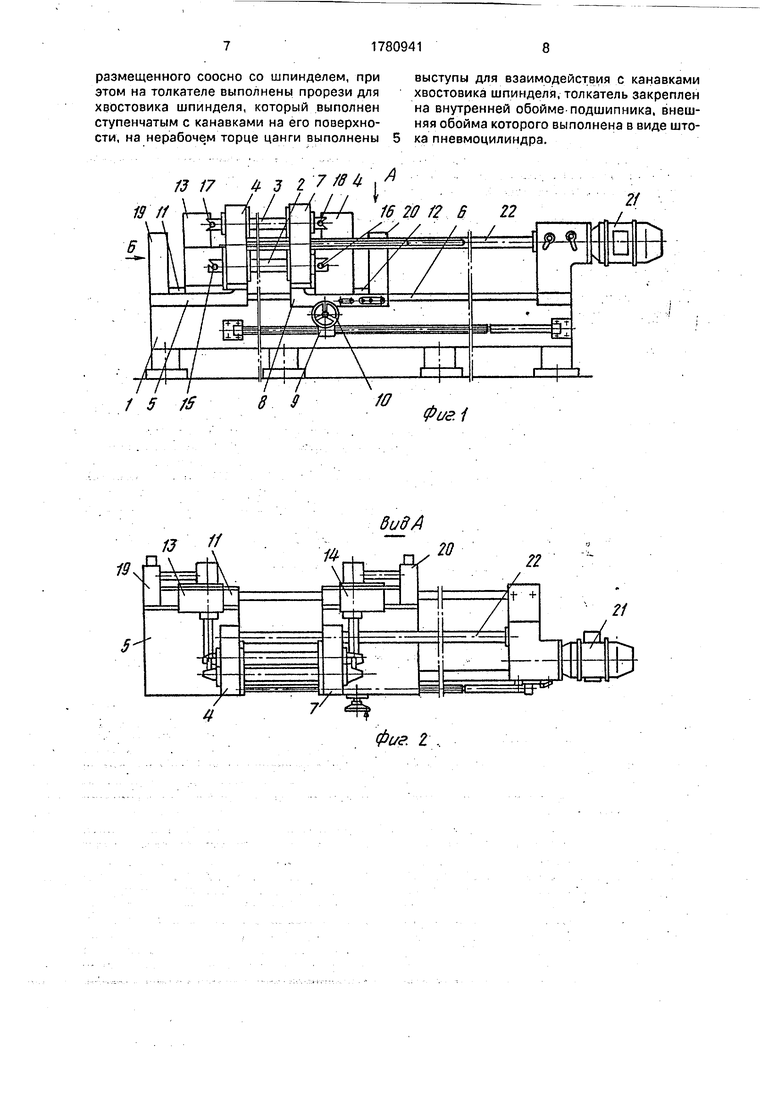
Торцы толкателей 23,24 жестко соединены с внутренними обоймами 27,28 подшипников, наружные обоймы которых служат штоками 29,30, пневмоцилиндров 31,32. Штоки 29,30 выполнены в виде стакана с фланцем, установленного соосно с шпинделями 33,34. Толкатели 23,24 и цанги 25,26 установлены в шпинделях 33,34, размещенных в корпусе 35 в подшипниках 36,37 и имеют возможность вращения с помощью шестерен 38,39, зацепленных с шестерней 40, установленной на валу 22 привода 21 (см.фиг.3,4).
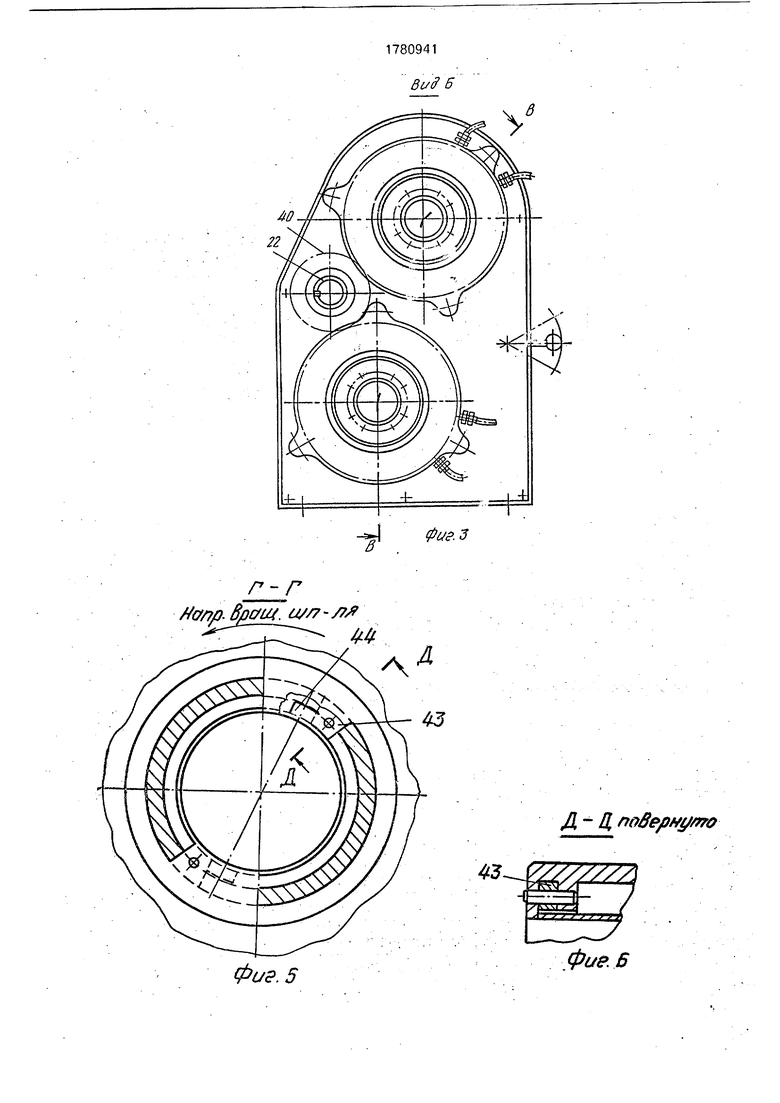
Шпиндели 33,34 снабжены ступенчатыми хвостовиками 41,42, расположенными внутри штоков 29,30. Во внутренней канавке ступенчатого хвостовика 41,42 установлены вкладыши 43 (фиг,5) и выступы 44,45 цанг 25,26, которые контактируют с баковыми поверхностями вкладышей 43.
Станок работает следующим образом. Путем перемещения каретки 8 и стойки 7 по направляющим 6 с помощью штурвала 10 винтового механизма 9 настраивают станок на требуемую длину обрабатываемых труб. Обрабатываемую трубу 2 и трубу-копир 3 устанавливают в отверстия цанг 25,26. С пульта управления подают воздух в правые полости пневмоцилиндров 31,32 (см.фиг.4). При этом штоки 29,30 через обоймы 27,28 перемещают толкатели 23,24 влево. Конусные проточки толкателей 23,24 контактируя с конусами цанг 25,26 осуществляют зажим заготовки трубы 2 и зажим трубы-копира 3.При этом выступы 44,45 цанг 25,26, входящие в канавки ступенчатых хвостовиков 41,42 шпинделей 33,34 исключают осевое
перемещение обрабатываемой трубы 2 и трубы-копира 3. С пульта управления включают привод 21, который через вал 22, шестерню 40 и зацепляемые с нею шестерни 38,
39 приводят во вращение шпиндели 33, 34, которые через установленные в кана вках ступенчатых хвостовиков 41,42 вкладыши 43, контактируемые с боковыми поверхностями выступов 44,45 цанг 25,26, осуществ0 ляют их вращение, а вместе с ними вращение закрепленных в них обрабатываемой трубы 2 и трубы-копира 3. С пульта управления приводят во вращение фрезы 15,16 фрезерных головок 13,14, а также при5 вода 19,20 перемещения этих головок по направляющим 11,12. Копирные пальцы 17,18, установленные на головках 13,14 благодаря электроискровому методу копирования отслеживают кривизну трубы- копира 3
0 и в зависимости от меняющегося напряжения электрической дуги, перемещают фрезерные головки влево или вправо, а фрезы 15,осуществляют обработку трубы 2 по сложному контуру, соответствующему кон5 туру трубы-копира 3. Такое выполнение станка и в частности наличие двух зеркально отраженных стоек 4,7 телескопическая компановка узлов и деталей этих стоек (см.фиг. 1,4) позволяет охватить большой
0 диапазон длин обрабатываемых труб при одновременной обработке обоих ее тор- цев с одинаковой и разной их кривизной, Это расширяет технологические возможности, станка, повышает производительность
5 труда в сравнении с аналогами и прототипом,- - Формула изобретения Станок для фасонной обработки труб, включающий станину с направляющими,
0 размещенные на станине механизмы зажима и вращения обрабатываемо трубы и трубы-копира, головки с размещенными на них фрезами и копирными пальцами, привод вращения обрабатываемой трубы и тру5 бы-копира, отличающийся тем, что, с целью повышения производительности за счет одновременной обработки торцев труб и расширения технологических возможностей за счет расширения диапазона длин
0 обрабатываемых труб, станок снабжен стойками, выполненными зеркально отраженными, одна из которых жестко закреплена на станине, а другая установлена с возможностью перемещения по направля5 ющим и в каждой из них размещены механизмы зажима и вращения трубы и трубы-копира, каждый из которых выполнен в виде полого шпинделя, размещенных в нем цанги и толкателя, подшипника и пнев- моцилиндра, выполненного в виде стакана,
размещенного соосно со шпинделем, при этом на толкателе выполнены прорези для хвостовика шпинделя, который выполнен ступенчатым с канавками на его поверхности, на нерабочем торце цанги выполнены
ка пневмоцилиндра.
выступы для взаимодействия с канавками хвостовика шпинделя, толкатель закреплен на внутренней обойме подшипника, внешняя обойма которого выполнена в виде што
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Способ зубозакругления и станокдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU831441A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Токарный автомат | 1970 |
|
SU352711A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |

Использование: механическая обработка материалов резанием, изготовление пространственных трубчатых конструкций. Сущность изобретения: на станине 1 установлены стойки 4, каждая из которых снабжена механизмами зажима и вращения трубы. Фрезерные головки установлены с возможностью перемещения от приводов. С помощью винтового механизма настраивают станок на требуемую длину трубы. С пульта управления подают воздух в правые полости пневмоцилиндров 31,32. Толкатель 23, 24, контактируя с конусами цанг 25, 26, осуществляют зажим трубы 2 и трубы-копира 3. Затем включают привод и через шес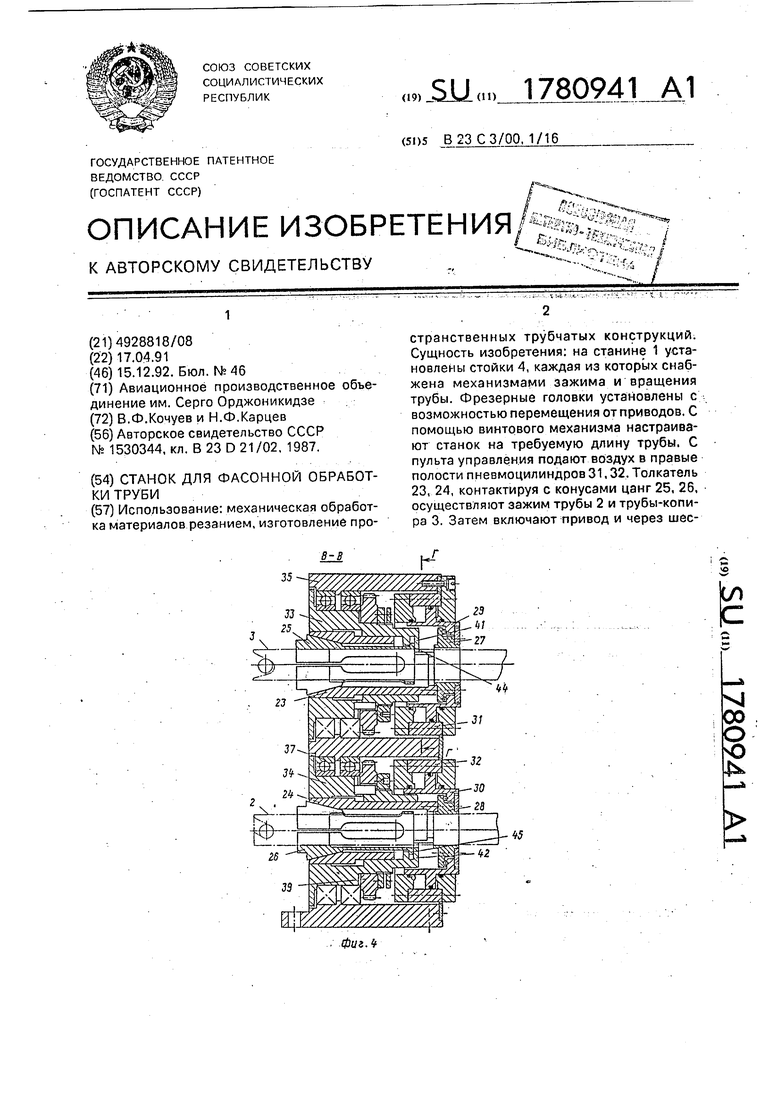
13 17 4 3 2 7 /ff 4 , А
(
13 f/
4
21
Ш
Фиг1
бидА
22
Фиг 2.
40
г- г
#ffrt/).Jfefft#.U//7 -
44
Фиг. 5
Фиез
А
4
- 45
Д- Ц по8ерну/гго
45- ggg2/2Ј
.фиаВ
SS 4V444N
фиг
23
фиг 9
видЈ
4f
фиг в
ВиЗХ
фиг. Ю
| Станок для фасонной резки труб | 1988 |
|
SU1530344A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
