(54) СПОСОБ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА
| название | год | авторы | номер документа |
|---|---|---|---|
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2049640C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1995 |
|
RU2078660C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2086357C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С НАПЛАВЛЕННЫМ ПОКРЫТИЕМ И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СПОСОБА | 2003 |
|
RU2255845C1 |
| Способ ремонта гребешков лабиринтных уплотнений дисков газотурбинного двигателя | 2022 |
|
RU2786555C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей из материалов с различными коэффициентами линейного расширения | 1983 |
|
SU1136921A1 |
| Способ изготовления составных изделий из износостойких порошков | 1989 |
|
SU1692741A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2192949C2 |
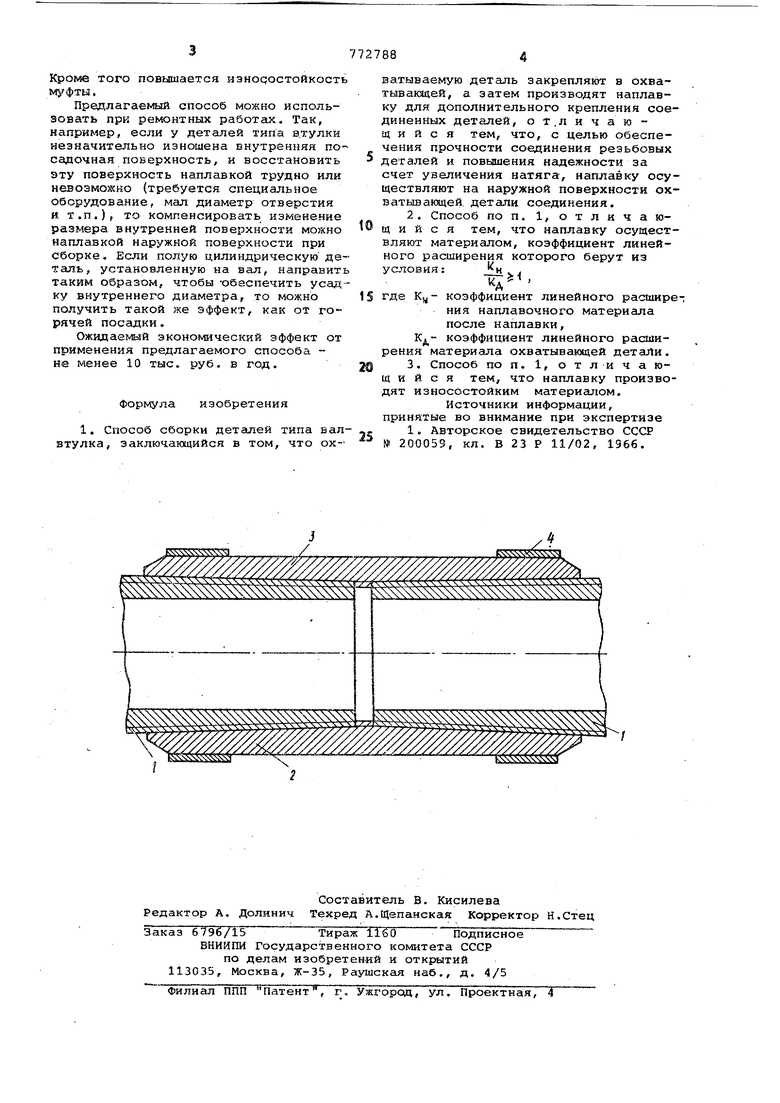
Способ относится к сборочнь1м работам и может быть использован в различных отраслях промышленности при сборке детсшей типа вал-втулка. Известен способ сборки деталей, заключающийся в том, что охватываемая деталь закрепляется в охватывающей, а затем производят наплавку для дополнительного крепления соединения деталей i . Однако этот способ не обеспечивае прочности соединения резьбовых деталей и их надежности. Цель изобретения - обеспечение прочности соединения резьбовых деталей и повышение надежности за счет увеличения натяга. Поставленная цель осуществляется тем, что охватываемая деталь закрепляется в охватывающей, а затем.произ водят наплавку для дополнительного крепления соединения деталей, при этом наплавку осуществляют на наружной поверхности охватывающей детали .соединения иматериалом, коэффициент линейного расширения которого берут из условияК,,/Кд41, где К„- коэффициент линейного расширения наплавочного материала после наплавки, Кд- коэффи циент линейного расширения материала охватывающей детали. Кроме того, наплавку производят износостойким материалом. На чертеже представлен способ сворки дет алей.. Способ сборки детсьлей заключается в том, что охватываекые детали, например бурильные трубы 1, соединяются при Ьомощи охватывающей детали, например муфты 2, навинченной на трубы. После сборки наружную поверхность 3 муфты 2 наплавляют слоем 4 наплавочного материала. При этом коэффициент линейного расширения наплавочного материала берут из условияКц/КдЯ. Кроме того, наплавку производят износостойким материалом. диаметром 50 мм соединяются муфтами из стали 36Г2С. Наплавка проводится в среде углекислого газа проволокой ПП-25Х9Г9Т 3,2 мм на режиме: 3.6 200-220А, UA 19-21В, м/ч, шаг наплавки 4,2 мм с сопутствующим водным охлаждением Q 0,8 л/мин. Коэффициент линейного расширения наплавленного металла на 3-10 с больше, чем у основного. При этом усадка внутреннего диаметра муфты, навернутой на трубу с моментом 100 кгм, дает приращение момента затяжки на 70-100 кгм.
Кроме того повышается иэнодостойкость
,
Предлагаемый способ можно использовать при ремонтных pa6oTeix, Так, например, еоли у деталей типа втулки незначительно изношена внутренняя по- садочная поверхность, и восстановить эту поверхность наплавкой трудно или невозможно (требуется специальное оборудование, мал диаметр отверстия и т.п.), то компенсировать изменение размера внутренней поверхности можно наплавкой наружной поверхности при сборке. Если полую цилиндрическую деталь, установленную на вал, направить таким образом, чтобы -обеспечить усадку внутреннего диаметра, то можно получить такой же эффект, как от го рячей посадки.
Ожидаемый экономический эффект от применения предлагаемого способа не менее 10 тыс. руб. в год.
Формула изобретения
условия:
--U VJ Кл
S где Ку- коэффициент линейного расширения наплавочного материала после наплавки,
коэффициент линейного расширения материала охватывающей детали. 3. Способ по п. 1, отличающийся тем, что наплавку производят износостойким материгиюм.
Источники информации, принятые во внимание при экспертизе
