Изобретение относится к технологии ремонта дисков, изготовленных из гранулированных сплавов для газотурбинного двигателя, и может быть использовано в турбомашиностроении при восстановлении высоты гребешков лабиринтных уплотнений дисков газотурбинного двигателя.
Известно, что в результате эксплуатации во время работы двигателя вращающиеся гребешки лабиринтного уплотнения диска ротора турбомашины взаимодействуют с противоположными неподвижными уплотнительными поверхностями статора турбомашины. В результате взаимного температурного расширения материалов корпусных деталей ротора и статора турбомашины происходит радиальное касание вращающихся гребешков лабиринтного уплотнения о прирабатываемое покрытие неподвижной части статора, которое приводит к постепенному износу верхней части гребешков. При этом радиальный зазор в паре уплотнение - гребешки, увеличивается, и, необходимая эффективность лабиринтного уплотнения не обеспечивается.
Реализация данного способа позволяет обеспечить восстановление изношенной части гребешков лабиринтных уплотнений дисков газотурбинного двигателя лазерной порошковой наплавкой с коаксиальной подачей присадочного порошка.
Известен способ восстановления гребешков лабиринтов (патент CA 2600171, МПК B23P 6/00, публ. 20.10.2015), при котором производится механическое удаление секции изношенных гребешков с образованием выемки, в которую устанавливается посадкой с натягом втулка, включающая в себя гребешки, заменяющие изношенные гребешки.
Недостатком известного способа являются длительность и многоэтапность проведения ремонтных работ, необходимостью изготовления точной детали, в виде втулки, соответствующей удаленной части лабиринтного уплотнения из материала аналогичного материалу ремонтируемой детали и необходимости обеспечения посадки с натягом вновь изготовленной детали на ремонтируемую деталь.
Так же известен способ ремонта изношенных гребешков лабиринтных уплотнений турбомашин (патент РФ №2432244МПК B23P 6/00, B23K 9/04, B23K 9/23, опубл. 27.10.2011), который используют при ремонте различных деталей и узлов на которых такие уплотнения выполняются. Ремонт лабиринтных уплотнений турбомашин осуществляют наплавкой с использованием сварочной головки с присадочной проволокой. Наплавочный валик формируют при наклоне сварочной головки с присадочной проволокой в сторону участка детали с наиболее интенсивным теплоотводом. При этом угол наклона сварочной головки с присадочной проволокой относительно гребешка лабиринтного уплотнения устанавливают между их плоскостями симметрии в пределах 8-10°.
Однако, в предлагаемом способе говорится только о восстановлении единичного, отдельно стоящего гребешка лабиринтного уплотнения, вертикально расположенного на детали и с возможностью определения бокового участка детали с наиболее интенсивным теплоотводом. Применение данного способа восстановления нескольких, рядом расположенных на детали гребешков лабиринтного уплотнения, усложнит или сделает невозможным определение участка детали с наиболее интенсивным теплоотводом. При расположении ряда гребешков лабиринтного уплотнения на детали не вертикального исполнения к оси детали, усложняется процесс настройки сварочной головки с присадочной проволокой относительно гребешка лабиринтного уплотнения, между их плоскостями симметрии на 8-10°, либо процесс настройки невозможен.
Так же известен способ ремонта гребешковых лабиринтных уплотнений, (патент DE 10201000143, МПК В23К 26/42, публ. 04.08.2011), включающий компоненты газотурбинного двигателя, изготовленные из сплава на основе никеля, согласно которому верхняя изношенная часть уплотнительных гребешков полностью отделяется а оставшаяся часть уплотнительных гребешков восстанавливается методом лазерной сварки, с использованием материала, совпадающим по составу и механическим свойствам или тем же самым материалом на основе никеля, после чего выполняется локальная термообработка наплавленных слоев с использованием той же лазерной оптики, которая использовалась для лазерной наплавки, но с выполнением корректировки температуры термообработки путем изменения мощности лазера и дефокусировки лазерного луча.
Недостатком данного способа является то, что после наплавки гребешковых лабиринтных уплотнений требуется локальная термическая обработка наплавленных слоев для восстановления их механических и прочностных свойств, что усложняет технологический процесс ремонта.
Наиболее близким аналогом по технической сущности и выбранный за прототип, является способ ремонта лабиринтных уплотнений, (патент DE 102010001414, МПК B23K 26/34, опубл. 08.05.2013), при котором при ремонте гребешковых лабиринтных уплотнений, изготовленных из никелевого сплава и являющихся компонентами газотурбинных двигателей, сначала полностью отделяется изношенная часть уплотнительного гребешка, а затем на оставшейся части уплотнительного гребешка, изготовленного из основного материала, методом лазерной наплавки наносится струя порошка из ремонтного материала и создается новая часть гребешка, состоящая из ремонтного материала, причем при лазерной наплавке применяется ремонтный материал на основе никеля, который отличается от основного материала и имеет более высокие характеристики, которые, по крайней мере, не ухудшаются в наплавленной части при лазерной наплавке без последующей термообработки детали, и соответствуют свойствам основного материала по плотности, твердости и прочности. Согласно предлагаемому способу, основной материал компонентов газотурбинного двигателя, подвергаемых ремонту, состоит из сплава на основе никеля Inkonel 718, а ремонтный материал, наплавляемый на гребешки лабиринтных уплотнений - сплав на основе никеля Udimet 720. При этом износостойкость вновь сформированных уплотнительных гребешков соответствует износостойкости исходных уплотнительных гребешков, изготовленных из основного материала.
Однако данный вид ремонта гребешков лабиринтных уплотнений компонентов газотурбинного двигателя требует предварительного индуктивного нагрева компонента газотурбинного двигателя перед наплавкой, для избежания возникновения трещин в зоне термического влияния, что усложняет технологический процесс и применим только к изделиям полученным из заготовок изготовленных по технологии пластической деформации слитков из жаропрочных сплавов, например, типа Inkonel 718, которая не затрагивает область изделий из гранулируемых сплавов.
Технология металлургии гранул позволяет получать горячим изостатическим прессованием гранул жаропрочного сплава, представляющих собой микрослитки жаропрочного сплава размером до 100 мкм, заготовки дисков газотурбинного двигателя любой сложности с однородной структурой и механическими свойствами по всему объему изделия.
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения, и невозможно обеспечить при использовании прототипа, является образование микротрещин по границам гранул материала основы в зоне термического влияния при выполнении лазерной наплавки.
Сдерживающим фактором ремонта изделий из гранулируемых сплавов, является то, что гранулируемый материал наследует границы гранул в матрице заготовки изделия при его изготовлении, и, при восстановительном ремонте с использованием термического воздействия на восстанавливаемую поверхность, например, методом наплавки, велика вероятность межгранульного проскальзывания по границам гранул с образованием микротрещин и последующим их развитием.
Для исключения межгранульного проскальзывания и образования трещин в зоне термического влияния основного материала с дальнейшим развитием трещин в наплавленном слое необходимо обеспечить тепловложение мощности лазерного излучения при наплавке, не приводящее к линейному расширению гранул до критического уровня и предотвращающее межгранульное проскальзывание.
Технической задачей заявляемого изобретения является возможность ремонта дисков из гранулируемых сплавов, при восстановлении высоты изношенных гребешков лабиринтного уплотнения методом импульсной лазерной наплавки, не приводящим к межгранульному проскальзыванию, и продления их срока эксплуатации.
Техническая проблема решается тем, что в способе ремонта гребешка лабиринтного уплотнения дисков газотурбинного двигателя, содержащем механическое удаление части гребешка лабиринтного уплотнения на высоту дефекта, зачистку поверхности гребешка, установку и фиксацию диска в вертикальном положении, восстановление присадочным материалом гребешка лабиринтного уплотнения лазерной наплавкой в среде защитного газа последовательным наложением слоев на основу до полного восстановления по высоте размеров гребешка лабиринтного уплотнения, последующую механическую обработку согласно изобретению, используют режим лазерного излучения, исключающий критическое вложение тепла в материал основы, приводящего к тепловому расширению гранулы до размеров, при которых воздействие теплового расширения на межгранульную карбидную фазу превышает прочность карбидной фазы и приводит к образованию межгранульных микротрещин в зоне термического влияния, далее распространяющихся в основной материал и материал наплавки. Импульс лазерного излучения выполнен с амплитудной модуляцией мощности лазерного излучения и длительностью импульса лазерного излучения для исключения образования трещин и отвечает следующему соотношению:
 ,
,
где  - заданная плотность мощности;
- заданная плотность мощности;
 - пороговая плотность мощности лазерного излучения в зоне наплавки, при которой происходит расплавление присадочного материала и поверхности основы, обеспечивающую их металлургическую связь.
- пороговая плотность мощности лазерного излучения в зоне наплавки, при которой происходит расплавление присадочного материала и поверхности основы, обеспечивающую их металлургическую связь.
 - критическая плотность мощности лазерного излучения, при которой происходит межгранульное проскальзывание с дальнейшим образованием микротрещин.
- критическая плотность мощности лазерного излучения, при которой происходит межгранульное проскальзывание с дальнейшим образованием микротрещин.
Кроме того, материалом восстанавливаемой детали является никелевый жаропрочный гранулируемый сплав, например, марки ЭП741НП.
Кроме того, в качестве присадочного материала используют металлический порошок износостойкого сплава на кобальтовой основе гранулометрического состава 40÷80 мкм, например, марки В3К.
Кроме того, защиту зоны наплавки на поверхности осуществляют локально с расходом защитного газа 6-7 л/мин.
В предлагаемом изобретении, в отличии от прототипа, исключается предварительный подогрев восстанавливаемой детали за счет того, что вместо используемого в прототипе материала основы из сплава на основе никеля Inkonel 718 используется жаропрочный гранулируемый сплав, например, марки ЭП741НП.
В качестве присадочного материала используют металлический порошок износостойкого сплава на кобальтовой основе гранулометрического состава 40÷80 мкм, например, марки В3К, который позволяет обеспечить повышенную износостойкость с уровнем твердости выше твердости основного материала диска газотурбинной установки.
Диапазон 40÷80 мкм присадочного порошка выбран из условий, что часть фракции порошка менее 40 мкм в общем объеме присадочного порошка приводит к неоднородности потока подаваемого и доставленного порошка в зону наплавки в виду распыления фракций порошка менее 40 мкм и не попадания его части в зону наплавки, что уменьшает коэффициент использования присадочного порошка при лазерной наплавке.
При размере части фракции порошка более 80 мкм в общем объеме подаваемого присадочного порошка - требуется увеличить мощность импульса лазерного излучения для обеспечения расплавления гранул порошка более 80 мкм, что приводит к достижению критической плотности мощности лазерного излучения, при которой происходит межгранульное проскальзывание.
Защиту зоны наплавки на поверхности осуществляют локально с расходом защитного газа 6-7 л/мин, что позволяет обеспечить гарантированную защиту зоны наплавки от воздействия внешней среды. При расходе защитного газа менее 6 л/мин происходит окисление материалов в зоне наплавки. Расход защитного газа свыше 7 л/мин нецелесообразен ввиду отсутствия преимуществ перед описанным режимом.
В качестве неразрушающего метода контроля качества лазерной наплавки используют капиллярный люминесцентный метод, позволяющий определить дефекты типа трещин на поверхности восстановленной детали с минимальным размером 0,12-0,5 мкм.
Реализация предлагаемого способа позволяет обеспечить качественное восстановление гребешков лабиринтного уплотнения деталей, изготовленных из никелевого жаропрочного гранулируемого сплава, методом послойной лазерной наплавки с использованием присадочного материала, отличающегося от материала основы диска повышенными износостойкими свойствами.
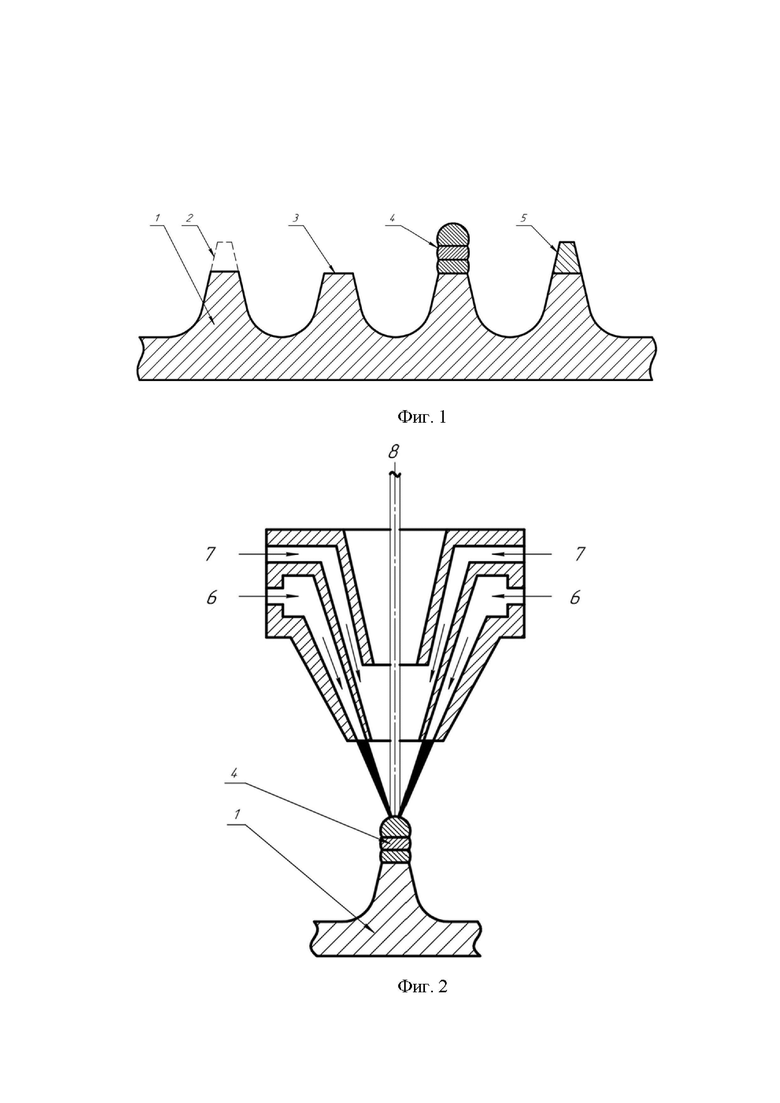
На фиг. 1 представлена последовательная схема восстановления гребешка лабиринтного уплотнения диска ГТД.
На фиг. 2 представлена разрез гребешка лабиринтного уплотнения диска ГТД с фрагментом наплавочного сопла лазерной установки.
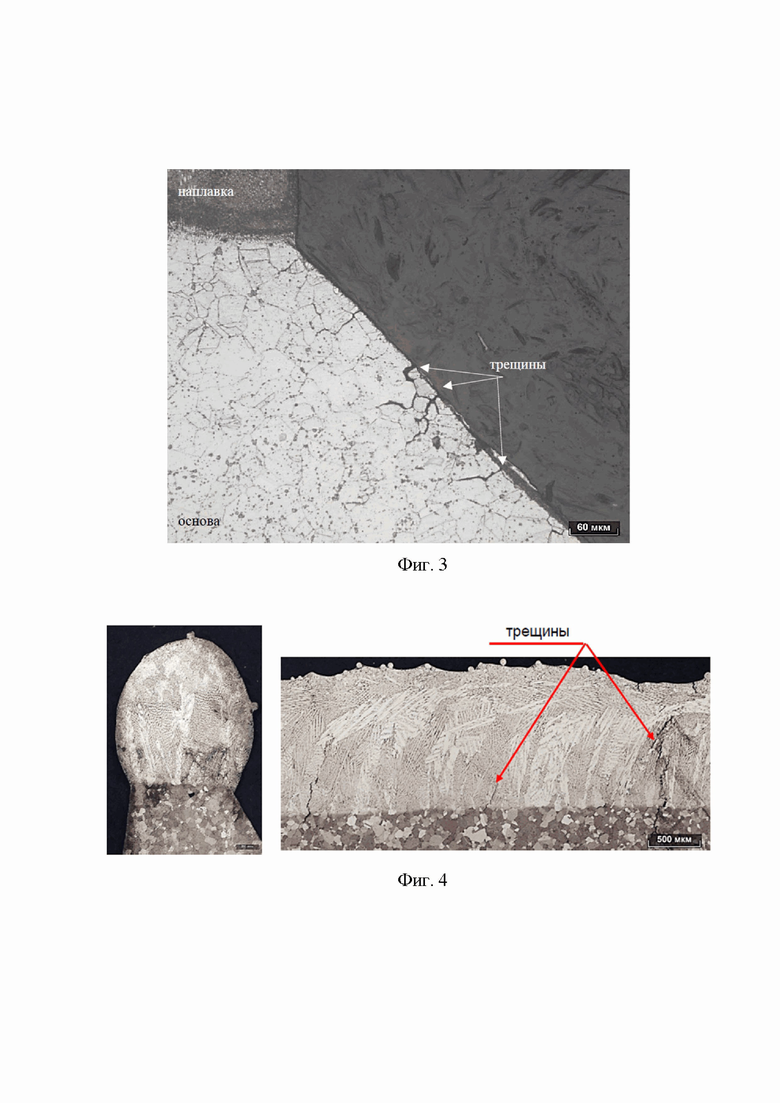
На фиг. 3 показаны межгранульные трещины в зоне термического влияния материала основы, возникшие при критической плотности мощности лазерного излучения.
На фиг. 4 показано развитие трещин из зоны термического влияния материала основы в материал наплавки, возникшие при критической плотности мощности лазерного излучения.
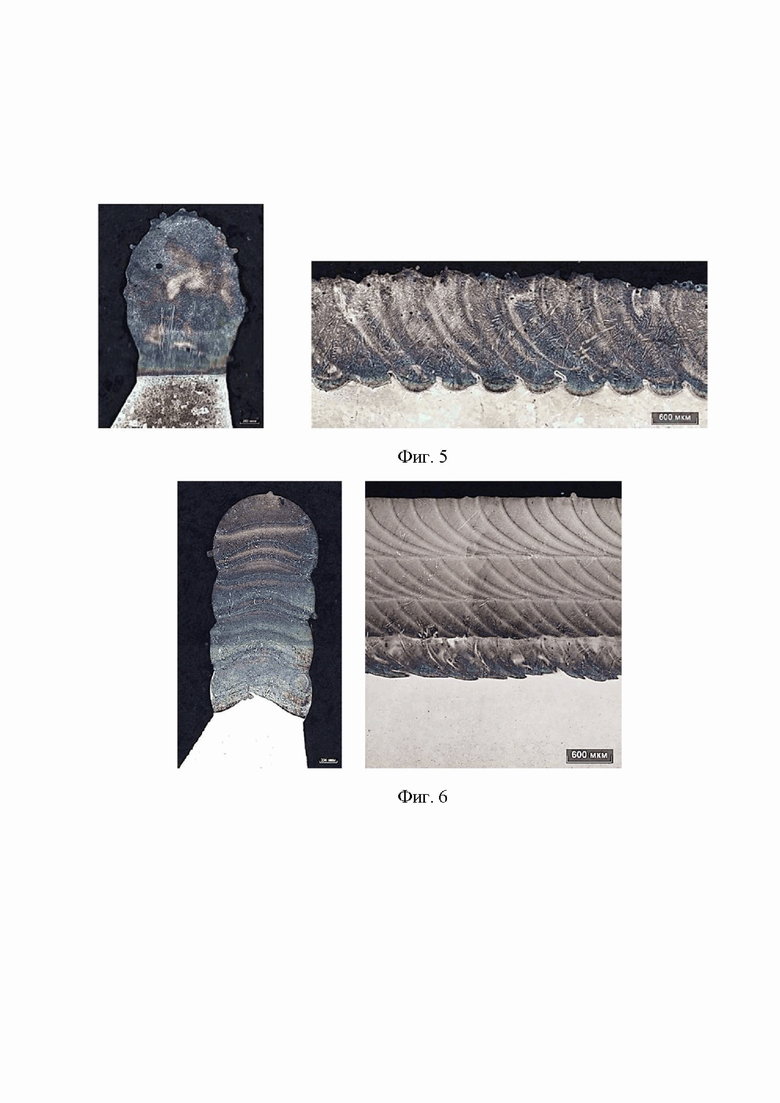
На фиг. 5 показан шлиф восстановленного гребешка лабиринтного уплотнения диска ГТД.
На фиг. 6 показан шлиф восстановленного гребешка лабиринтного уплотнения диска ГТД с послойным нанесением валиков.
Способ реализуется следующим способом. Способ ремонта гребешка 1 лабиринтного уплотнения диска газотурбинной установки (не показана) включает механическое удаление изношенной части 2 гребешка и подготовку поверхности 3 под наплавку. Далее производят установку и фиксацию диска газотурбинной установки в вертикальном положении подготовленной поверхностью 3 вверх. Высоту гребешка лабиринтного уплотнения восстанавливают способом лазерной наплавки 4, при этом лазерную наплавку 4 в среде защитного газа 7 на подготовленной поверхности 3 гребешка выполняют наложением слоя с подачей металлического порошка 6 (присадочного материала) в зону наплавки соосно лазерному лучу 8. В случае необходимости восстановления высоты гребешка 2, превышающей высоту одного валика, проводят послойную лазерную наплавку 4 до полного восстановления по высоте размеров гребешка лабиринтного уплотнения.
Далее производят механическую обработку восстановленной части гребешка лабиринтного уплотнения до обеспечения геометрических размеров, заданных чертежом.
Далее применяют капиллярный люминесцентный контроль для выявления наружных дефектов в наплавленном металле и прилегающих зонах термического влияния.
Реализация предлагаемого способа позволяет обеспечить высокое качество восстановления гребешков лабиринтных уплотнений дисков газотурбинных двигателей методом лазерной наплавки с использованием присадочного материала, отличающегося от материала диска основы своими износостойкими свойствами.
Таким образом, предлагаемое изобретение с вышеуказанными отличительными признаками, в совокупности с известными признаками, позволяет осуществить ремонт гребешков лабиринтного уплотнения со степенью износа детали по месту сопряжения с ответными деталями различной по высоте и продлить срок службы диска газотурбинной установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ТОНКОСТЕННЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2676937C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ МАШИН | 2003 |
|
RU2247014C1 |
| СПОСОБ РЕМОНТНОЙ НАПЛАВКИ ЛОПАТОК ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 2013 |
|
RU2545877C2 |
| СПОСОБ РЕМОНТА ГРЕБЕШКОВ ЛАБИРИНТНЫХ УПЛОТНЕНИЙ РАБОЧИХ ЛОПАТОК ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2007 |
|
RU2354523C1 |
| Способ восстановления концевой части пера охлаждаемой лопатки турбины газотурбинного двигателя | 2021 |
|
RU2770156C1 |
| Способ восстановления хорды профиля пера лопатки из жаропрочного никелевого сплава | 2022 |
|
RU2791745C1 |
| СПОСОБ РЕМОНТА ОХЛАЖДАЕМОЙ ЛОПАТКИ ИЗ ЖАРОПРОЧНОГО СУПЕРСПЛАВА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2686499C1 |
| Способ восстановления пера лопатки газотурбинного двигателя | 2023 |
|
RU2811627C1 |
| СПОСОБ РЕМОНТА КОЖУХА ТЕРМОПАРЫ ГАЗОТУРБИННОЙ УСТАНОВКИ | 2020 |
|
RU2738181C1 |
| СПОСОБ РЕМОНТА ЛАБИРИНТНЫХ УПЛОТНЕНИЙ ТУРБОМАШИН | 2010 |
|
RU2432244C1 |
Изобретение относится к способу ремонта гребешков лабиринтных уплотнений дисков газотурбинного двигателя, изготовленных из гранулированных сплавов. Осуществляют механическое удаление части гребешка лабиринтного уплотнения диска на высоту дефекта, зачистку поверхности гребешка, установку и фиксацию диска в вертикальном положении и наплавку присадочным материалом на подготовленную поверхность гребешка лабиринтного уплотнения в среде защитного газа последовательным наложением слоев до полного восстановления по высоте размеров гребешка лабиринтного уплотнения. Наплавку осуществляют лазерным импульсным излучением с мощностью лазерного излучения, которую задают из условия, чтобы заданная плотность мощности была не более критической плотности мощности лазерного излучения, при которой происходит межгранульное проскальзывание, и более пороговой плотности мощности лазерного излучения в зоне наплавки, при которой происходит расплавление присадочного материала и поверхности основы, обеспечивающая их металлургическую связь. Материалом основы гранулируемого сплава диска является никелевый жаропрочный гранулируемый сплав. Изобретение позволяет исключить из технологии ремонта предварительный подогрев восстанавливаемой детали. Технический результат изобретения состоит в обеспечении повышенной износостойкости дисков с уровнем твердости выше твердости основного материала диска газотурбинной установки и в продлении срока службы диска газотурбинной установки. 3 з.п. ф-лы, 6 ил.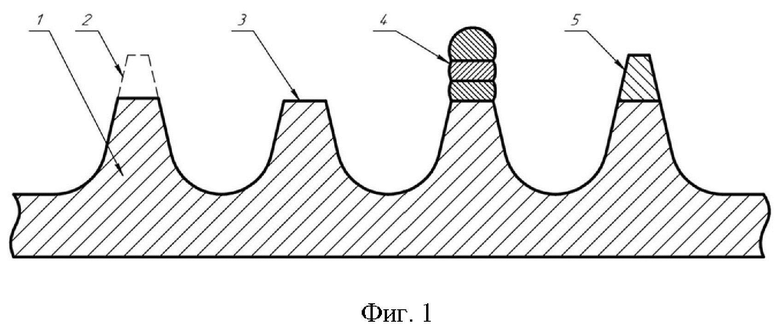
1. Способ ремонта гребешков лабиринтных уплотнений дисков из гранулируемых сплавов газотурбинного двигателя, включающий механическое удаление части гребешка лабиринтного уплотнения диска на высоту дефекта, зачистку поверхности гребешка, установку и фиксацию диска в вертикальном положении, наплавку присадочным материалом на подготовленную поверхность гребешка лабиринтного уплотнения в среде защитного газа последовательным наложением слоев до полного восстановления по высоте размеров гребешка лабиринтного уплотнения и последующую механическую обработку, отличающийся тем, что наплавку осуществляют лазерным импульсным излучением с мощностью лазерного излучения, которую задают с выполнением следующего условия:
 ,
,
где  - заданная плотность мощности;
- заданная плотность мощности;
 - пороговая плотность мощности лазерного излучения в зоне наплавки, при которой происходит расплавление присадочного материала и поверхности основы, обеспечивающая их металлургическую связь;
- пороговая плотность мощности лазерного излучения в зоне наплавки, при которой происходит расплавление присадочного материала и поверхности основы, обеспечивающая их металлургическую связь;
 - критическая плотность мощности лазерного излучения, при которой происходит межгранульное проскальзывание;
- критическая плотность мощности лазерного излучения, при которой происходит межгранульное проскальзывание;
при этом материалом основы является никелевый жаропрочный гранулируемый сплав.
2. Способ по п. 1, отличающийся тем, что материалом основы является никелевый жаропрочный гранулируемый сплав марки ЭП741НП.
3. Способ по п. 1, отличающийся тем, что используют присадочный материал на кобальтовой основе гранулометрического состава 40÷80 мкм, например, марки В3К.
4. Способ по п. 1, отличающийся тем, что защиту зоны наплавки на поверхности осуществляют локально с расходом защитного газа 6-7 л/мин.
| DE 102010001414 B4, 08.05.2013 | |||
| US 6024792 A, 15.02.2000 | |||
| DE 102005020611 A1, 16.11.2006 | |||
| CN 109689254 A, 26.04.2019 | |||
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ НА ТРУБАХ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2277667C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ТОНКОСТЕННЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2676937C1 |
| СПОСОБ ТРЕХСТАДИЙНОЙ ЛАЗЕРНОЙ НАПЛАВКИ | 2020 |
|
RU2736126C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2018 |
|
RU2693716C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛОВ | 2011 |
|
RU2502588C2 |

