1
Изобретение относится к машиностроению, в частности к монтажньви работам, и может быть использовано на машиностроительных или металлургических предприятиях, располаганвдих вер- 5 тикальными гидравлическими прессами.
В процессе эксплуатации вертикальных гидравлических прессов, вследствие высоких удельных и знакопеременных нагрузок имеют место случаи. 10 разрушения подвижных траверс (поперечин) .
Известен способ замены подвижной траверсы вертикальных гидравлических прессов l .15
Согласно способу замену подвижной траверсы и разборку пресса производят с помощью грузоподъемных устройств в следующей последовательности: демон-Ю тируют возвратные и уравновешивающие цилиндры, рабочие цилиндры, верхнюю траверсу (поперечину), подвижную траверсу (поперечину).
Вследствие того, что пресс в целом25 и отдельные его деташи, значительно превышсиот грузоподъемность установленных в цехах грузоподъемных кранов, для разборки пресса и демонтажа его отдельных деталей возникает необходи-30
мость установки и применения специальных грузоподъемных устройств.
Проведение работ по демонтажу и монтажу пресса с его частичной разборкой для замены подвижной траверсы связано с значительными материальными и трудовыми затратами, а также с длительным простоем оборудования l .
Недостатком известного способа является большая продолжительность демонтажа и монтажа - 3-5 мес.
. Цель изобретения - сокращение сроков ремонта.
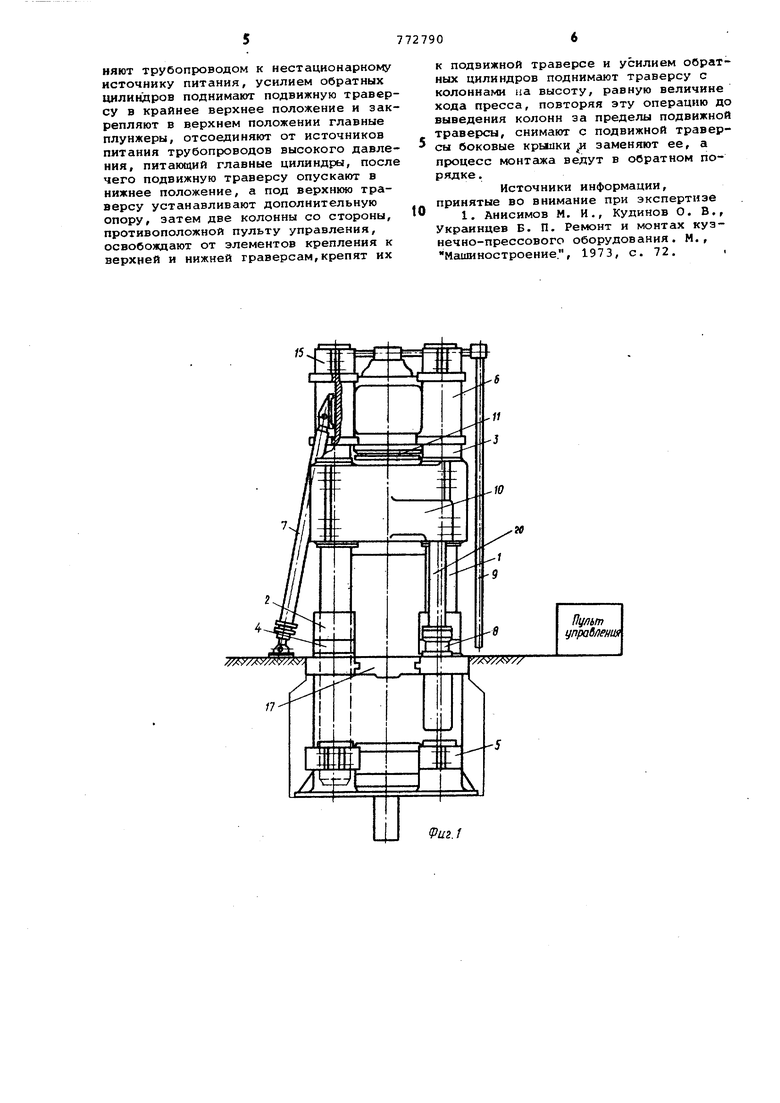
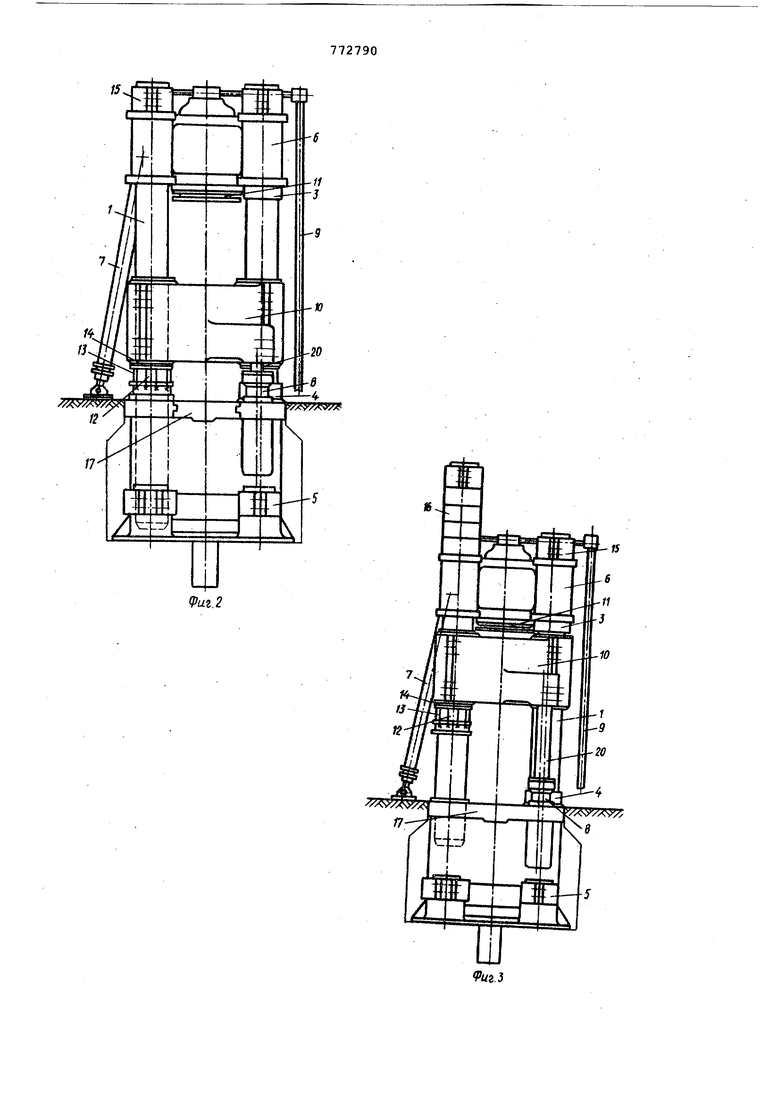
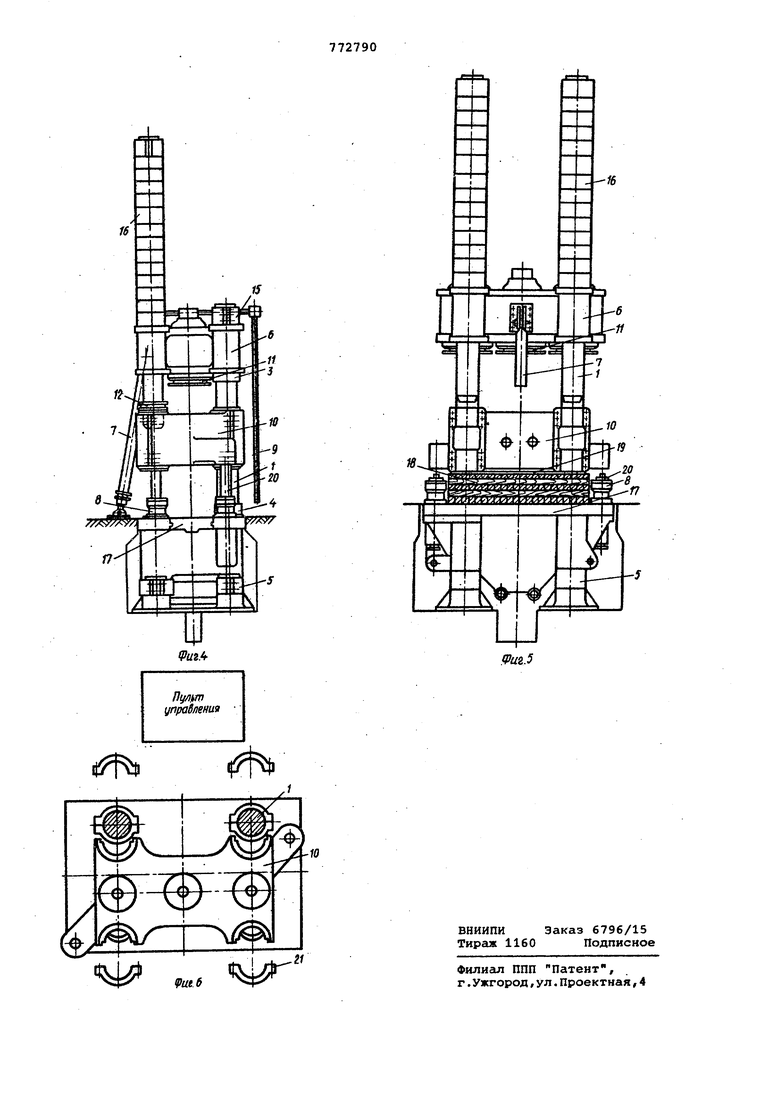
Поставленная цель достигается тем, что в способе, включающем операции освобождения и съема подвижной траверсы, обратные цилиндры отсоединяют от стационарных источников питания и подсоединяют трубопроводом к нестационарному, поднимают усилием обратных цилиндров подвижную траверсу в крайнее верхнее положение, закрепляют в верхнем положении плунжеры, отсоединяют от источников питания трубопровод высокого давления, питающий главные цилиндры, опускают подвижную траверсу в нижнее положение, устанавливают к верхней траверсе дополнительную опору, затем две колонны со стороны, противоположной пульту управления, освобождают от крепления к верхней и нижней траверсам, крепят к подвижной траверсе и усилием обратных цилиндров поднимают ее вместе с двумя закрепленными к ней колоннами на величину хода пресса, повторяя эту операцию до выведения колонн за пределы подвижной траверсы , и после съе ма с траверсы боковых крышек и замены подвижной траверсы, ведут монтаж в обратном порядке. На фиг. 1 показан пресс с поднято в верхнее положение подвижной травер сой с установленной дополнительной опорой; на фиг. 2 - пресс с закрепленными в верхнем положении плунжера ми., снятытли со всех четырех колонн опорными гайками, с двух- колонн средними верхними, средними нижними и нижними гайками, установленными на резьбовой части двух колонн разъемными гайками, закрепленными к разъем ному фланцу подвижной тргшерсы шпиль ками; на фиг. 3 - пресс с поднятой на величину хода пресса подвижной траверсой и двумя колоннами, под вер ние гайки которых установлены разъем ные втулки; на фиг. 4 - пресс с поднятыми в верхнее положение, обеспечи вающее удаление подвижной траверсы колоннами; на фиг. 5 - пресс с подня тыми двумя колоннами, траверсой, опу щенной на шпальную клетку и снятыми с подвижной траверсы боковыми крышка ми; на фиг. 6 - подвижная траверса, сдвинутая за пределы соприкосновения с колоннами. Для демонтажа пресса со всех четы рех колонн 1 снимают опорные втулки 2, с двух колонн 1, расположенных со стороны, противоположной пульту управления, снимают средние верхние гайки 3, средние нижние гайки 4, ниж ние гайки 5, устанавливают к верхней траверсе 6 дополнительную опору 7, отсоединяют обратные ЦИЛИНДЕ Ы 8 от стационарных источников питания и подсоединяют трубопроводом к местационарному. Отсоединяют трубопрювод высокого давления 9 от источников питания. Усилием обрат HIJX цилиндров 8 подвижную траверсу 10 и главные плунжеры 11 поднимают вверх, вытесняют из главных цилиндров воду и фиксируют в крайнем верхнем положении главные плунжеры 11 (фиг. 2), после чего опу кают подвижную траверсу 10. На резьбовую часть двух колонн 1 одевают разъемные гайки 12 и при помощи ил1илек 13 крепят их к разъемному фланцу 14 подвижной траверсы 10 (фиг. 2). Усилием Обратных цилиндров 8(фиг подвижную траверсу 10 с закрепленны ми к ней двумя колоннами 1 поднимают в верхнее положение на величину ход подвижной траверсы 10. Под верхние taiBKH 15 устанавливают разъемные тулки 16, после чего снимают разъемые гайки 12, вывинчивают шпильки 13 траверсу 10 опускают в нижнее поожение. Если при опускании траверсы 10 две олонны 1 не вьвяпи за ее пределы, то перация по подъему колонн повторяетя. При этом разъемные гайки 12 устаавливаются на нижнюю резьбовую часть олонн (фиг. 4) и усилием обратных илиндров 8 подвижная траверса 10 с вумя колоннами 1 поднимается на ысоту, обеспечивающую зазор между орцами колонн 1 и столом пресса 17, еобходимый для беспрепятственного даления подвижной траверсы 10 за ределы пресса. Для удержания колонн 1 в верхнем положении устанавливают дополнительное количество разъемных втулок 16. На столе пресса 17 фиг. 5 размещают шпальную клетку 18 и на нее укладывают стальной лист 19, после чего опускают подвижную траверсу 10, отсоединяют плунжеры 20 обратных цилиндров от подвижиой траверсы 10 и опускают их в крайнее нижнее положение. Шпальная клетка по высоте должна обеспечивать необходи лй зазор между плунжерами 20 и подвижной траверсой 10 для ее беспрепятственного удаления за пределы пресса. Затем с подвижиой траверсы 10 снимают боковые крышки 21 (фиг. 6) лебедками, гидроцилиидрами или иным способом, сдвиггиот ее по шпальной клетке в сторону, выводя из соприкосновения с колоннами 1 . Выдвигая подвижной стол пресса 17, удаляют траверсу 10 за пределы пресса. Монтаж ведут в обратном порядке. Предлагаемый способ демонтажа и монтажа вертикальных гидравлических прессов выгодно отличается от известных тем, что в 2-3 раза сокрсицает сроки проведения ремонтных работ, материальные затраты и время простоя пресса за счет снижения объема работ по его демонтажу, разборке и монтажу; не требуется демонтажа основных деталей пресса; нет необходимости применять специальные грузоподъемные устройства . Формула изобретения Способ демонтажа и монтажа вертикальных гидравлических прессов, включающий операции освобождения и съема подвижной траверсы, отличающийся тем, что, с целью повьшения производительности путем сокрашения сроков проведения ремонта, обратные цилиндры отсоединяют от стационарных источников питания и подсоепиняют трубопроводом к нестационарному источнику питания, усилием обратных цилиндров поднимают подвижную траверсу в крайнее верхнее положение и закрепляют в верхнем положении главные плунжеры, отсоединяют от источников питания трубопроводов высокого давления, питающий главные цилиндры, после чего подвижную траверсу опускают в нижнее положение, а под верхнюю траверсу устанавливают дополнительную опору, затем две колонны со стороны, противоположной пульту управления, освобождают от элементов крепления к верхней и нижней траверсам,крепят их
к подвижной траверсе и усилием обрат ных цилиндров поднимают траверсу с колоннами на высоту, равную величине хода пресса, повторяя эту операцию до выведения колонн за пределы подвижной траверсы, снимают с подвижной траверсы боковые крыаки и заменяют ее, а процесс монтс1жа ведут в обратном порядке .
Источники информации, принятые во внимание при экспертизе
1. Анисимов М, И,, Кудинов О. В., Украинцев Б. П. Ремонт и монтах кузнечно-прессового оборудования. М., Машиностроение., 1973, с. 72. 
| название | год | авторы | номер документа |
|---|---|---|---|
| НИЖНЯЯ ПОПЕРЕЧИНА ГИДРАВЛИЧЕСКОГО ЭТАЖНОГО ПРЕССА | 1999 |
|
RU2173264C2 |
| Способ демонтажа и монтажа вертикальных гидравлических прессов | 1978 |
|
SU743834A1 |
| Способ разъединения деформированных секций опорной плиты гидравлического пресса с расположенными в плите штангами | 1990 |
|
SU1773729A1 |
| СТЕНД ДЛЯ МОНТАЖА И ДЕМОНТАЖА ШИНЫ КОЛЕСА БОЛЬШЕГРУЗНОГО АВТОМОБИЛЯ И ПОДВЕСКА ДЛЯ ЗАХВАТА КОЛЕСА | 2007 |
|
RU2340465C1 |
| АЭРОМОБИЛЬНЫЙ ПЕРЕГРУЗОЧНЫЙ КОМПЛЕКС | 1992 |
|
RU2047552C1 |
| Способ монтажа направляющих колонн гидравлического пресса | 1988 |
|
SU1590310A1 |
| Вертикальный гидравлический пресс | 1989 |
|
SU1722874A1 |
| СТЕНД ДЛЯ ДЕМОНТАЖА И МОНТАЖА ШИН | 2001 |
|
RU2225300C2 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |
| ГИДРАВЛИЧЕСКИЙ КОВОЧНЫЙ ПРЕСС | 1993 |
|
RU2080996C1 |
15
Риг.2
16
