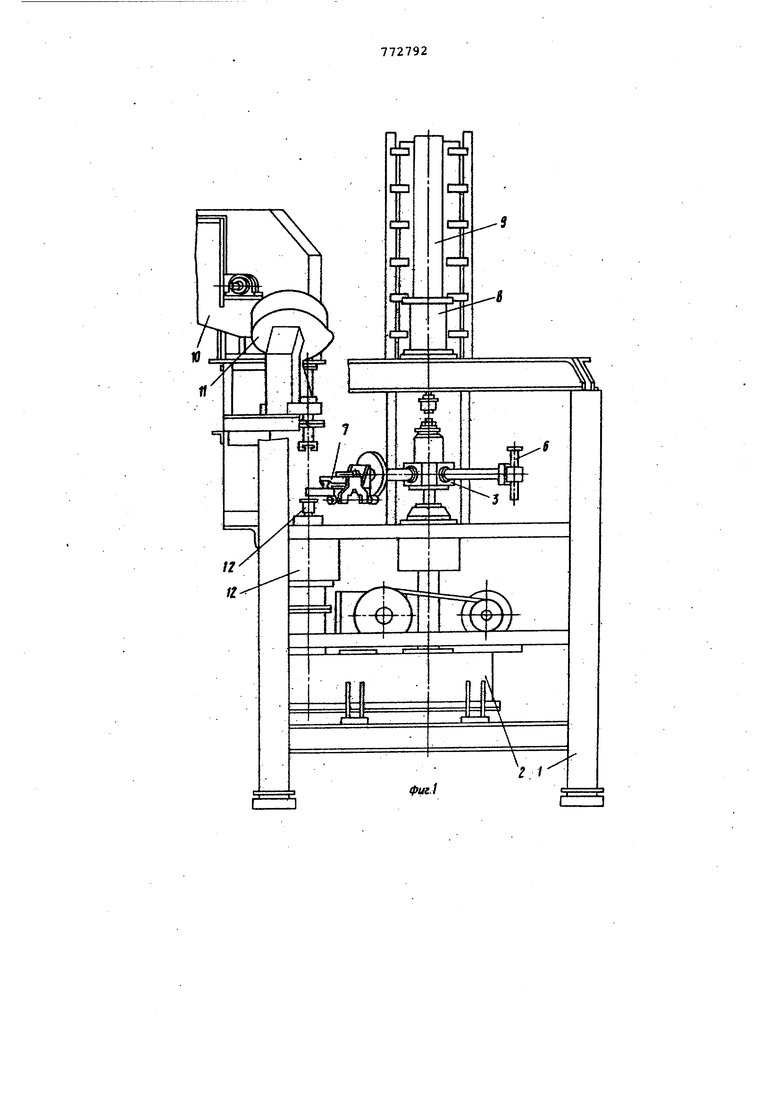
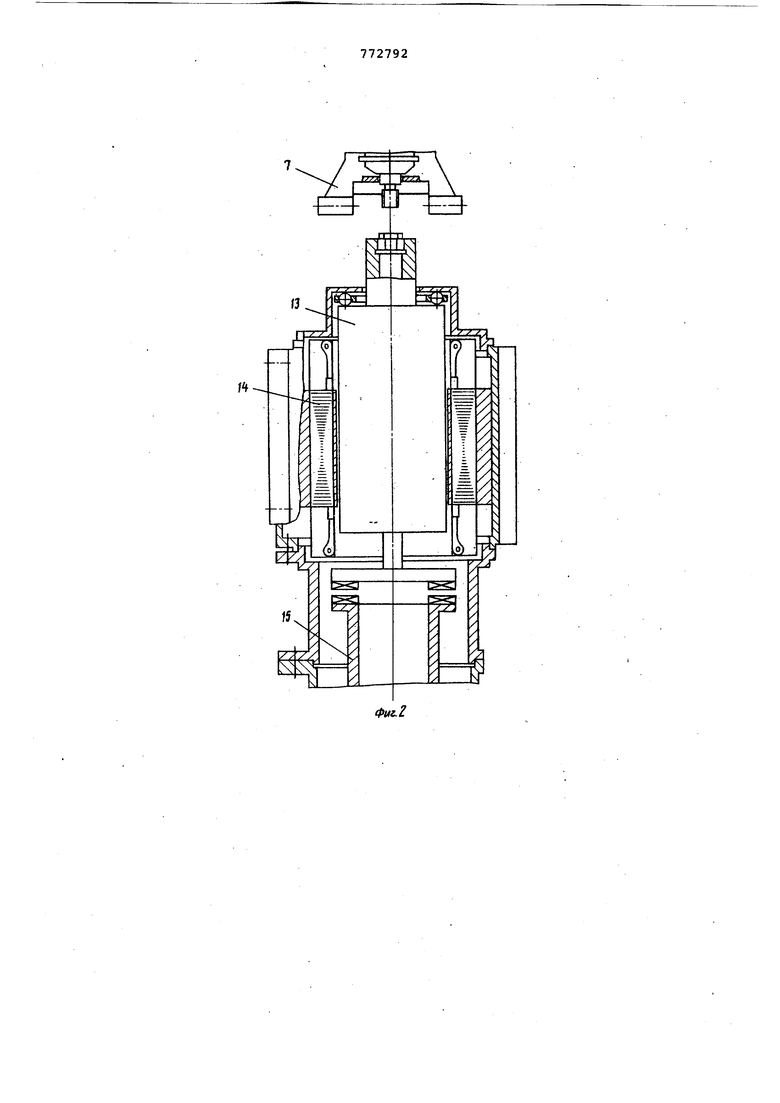
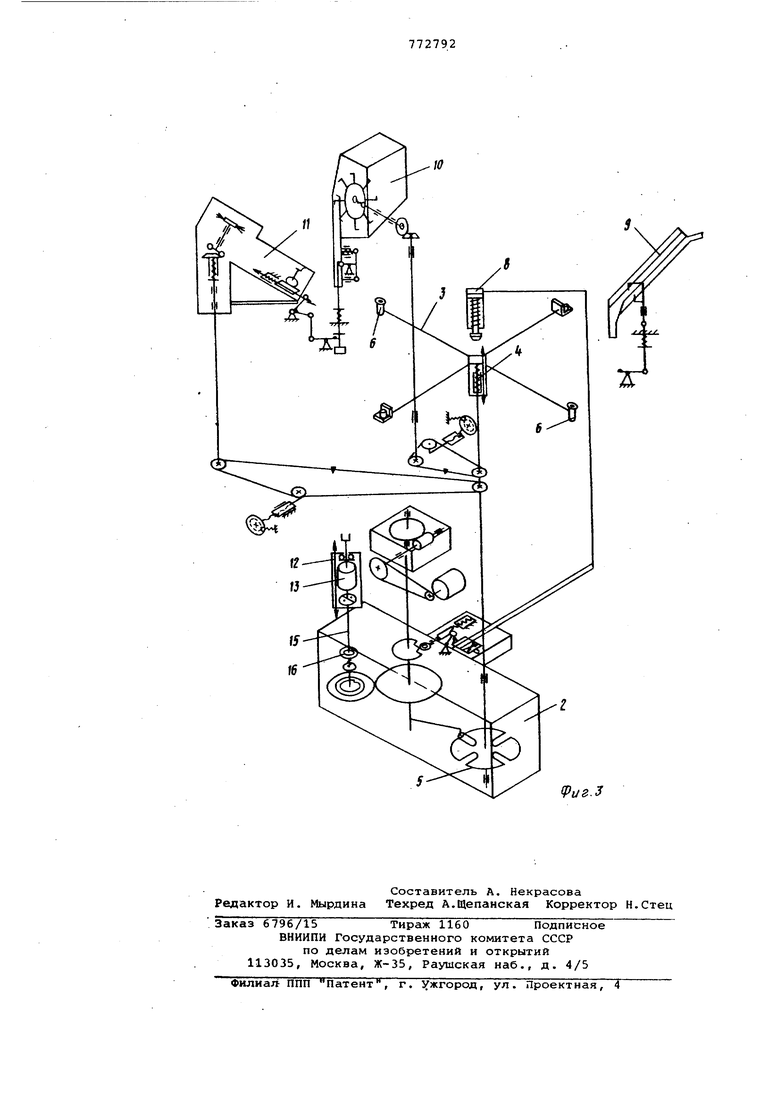
Изобретение относится к технологи ческим устройствам для автоматизации .процесса сборки и может быть использ вано на различных предприятиях машиностроительной и других отраслях про мьашленности. Известно устройство для автоматической сборки фильтров, содержащий вращающийся стол, ориентирунвдий меха низм с электромагнитной системой, му ту предельного момента, механизм навинчивания и подакядие устройства для со&краемлх деталей Ij . Недостатком известного устройства является то, что оно не гарантирует стабильного повторяющегося регулируемого момента затяжки гаек. Цель изобретения - повышение качества и нгщежности за счет обеспечения требуемого момента затяжки. Указанная цель достигается тем, что механизм навинчивания выполнен в виде имеющего возможность перемещения вдоль вертикальной оси ротора, причем электромагнитная система ориентирующего механизма расположена на роторе, на торце которого установлена одна из полумуфт муфты предельного крутящего момента. На фиг. 1 изображен автомат, общий вид; на фиг. 2 - автоматическая головка над гайковертом; на фиг. 3 - кинематическая схема автомата.. Автомат для сборки фильтров содержит станину 1 с установленным на ней приводом 2, на выходном валу которого одета крестовина 3, удерживаемая пружиной 4 в верхнем положении. Крестовина имеет возможность вращения и остановки от мальтийского креста 5. По концам крестовины в чередукнцемся порядке установлены направляющие втулки 6 и автоматические головки 7. На одном валу с цевкой мальтийского креста находится кулачок, включающий пневлюцилиндр 8, который взаимодействует с крестовиной. На одинаковом расстоянии от оси выходного вала привода, он же ось крестовины, через 90 в плане расположены подающие устройства, содержащие подготовленные к сборке изделия-горловину кассеты 9 для сбрасывания цилиндров, совмещенные гоЕШОВИны бункеров 10 и 11 соотйетственно для сбрасывания гаек и колпачков и горловину лотка приема ::обранных изделий. На одной оси с совмещенной горловиной бункеров 10 и 11 расположен гайковерт 12, содержащий ориентирующий механизм 13 с электромагнитной системой 14, механизм 15 навинчивания и муфту 16 предельного момента.
Процесс сборки фильтров с колпачко и гайкой начинают с создания запаса собираемых деталей во всех подающих устройствах. Далее включается привод автомата, поворачивается мальтийский крест 5, который обеспечивает остановку крестовины 3 после каждого поворота ее на 90 . В момент остановки крестовины над каждой из перечисленных ПОЗИЦИЙ оказывается попеременно либо направляющая втулка б, либо автоматическая головка 7. Втулка 6 на позиции над гайковертом 10 входит своим верхним буртом в пазы сбрасывателя и при ходе вниз крестовины 3 под воздействием пневмоцилиндра 8 Обеспечивает Пощение в шестигранное гнездо гайковерта 10 сначала накидной гайки, а потом и колпачка собираемого изделия. На остальных позициях втулка не работает.
Автоматическая головка 7 на позиции под кассетой 9 при ходе крестовины вниз получает корпус собираемого изделия. Яз позиции над гайковертом 10, зажатый в головке 7 корпус изделия, опускаясь, попадает резьбовыкш концами 8 гнездо гайковерта, в кото,ром находятся гайка и колпачок.
Ротор гайковерта 10 совершает колебательно-вращательное движение, за счет чего производит совмещение гайк
с резьбовым концом корпуса и начало свинчивания деталей.
При дальнейшем ходе вниз крестовины 3 корпус изделия опускает ротор гайковерта 10 до сцепления с кулачками кулачковой муфты привода и окончательная затяжка гайки изделия происходит от кинематики привода 2 с определенным усилием затяжки, на которое регулируется муфта 16 предельного момента. Сброс изделия происходит над лотком от упора роликов головки 7 в съемные упоры.
Формула изобретения
Автомат для сборки .фильтров, содержащий подвижную крестовину, ориентирующий механизм с электромагнитной системой, муфту предельного момента,
0 механизм навинчивания и подающие устройства для собираемых деталей, о тл и ч а ю щ и и с я тем, что, с целые повышения качества и иадежности сборки, механизм навинчивания выполнен
с 8 виде и «ек1В|его возможность перемещения вдоль вертикальной оси ротора, причем электромагииткая система ориентируищего механизма расположена на роторе, на торце которого установлена одна из полумуфт муфты предельного
крутящего момента.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 292748, кл. В 23 Р 19/02, 1969.
П
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный гайковерт | 1979 |
|
SU859139A1 |
| АВТОМАТ ДЛЯ СМЕНЫ И ОБТОЧКИ ВТУЛОК НАЖИЛ1НЫХ ВАЛИКОВ ВЫТЯЖНЫХ НРИБОРОВ ПРЯДИЛЬНЫХ МАШИН | 1968 |
|
SU207083A1 |
| Копировальный станок-автомат для колесных спиц | 1950 |
|
SU99539A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Многошпиндельный гайковерт | 1983 |
|
SU1124249A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПОДШИПНИКОВЫХ УЗЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2363868C1 |
| Вибрационный гайковерт | 1983 |
|
SU1130449A1 |
| Пневматический угловой гайковерт | 1988 |
|
SU1523327A1 |
| Многошпиндельный гайковерт | 1980 |
|
SU960003A1 |
| Электрический вибрационный гайковерт | 1980 |
|
SU967791A2 |