Известен автомат для смены и обточки втулок нажимных валиков вытяжных приборов прядильных машин, содержащий бункер для валиков, механизм для пош1учной подачи нажимчых валиков и втулок, приспособление для фиксирования нажимного валика на операции смены втулок, механизм для съема и надевания втулок и устройство для обточки втулок в центрах. Этот автомат, применяемый для нажимных валиков с эластичными покрытиями, не может быть использован при обработке нажимных валиков вытяжных приборов с полуэбонитовыми втулками, применяемыми на прядильных машинах мокрого прядения лубяных волокон, вследствие чего такая обработка производится вручную с низкой производительностью.
В предлагаемом автомате для повышения производительности при обработке указанных нажимных валиков механизм для съема и надевания втулок выполнен в виде гайковертов, установленных с торцов нажимного валика, каждый из которых состоит из торцового ключа, внутри которого установлен электромагнит для удержания гайки при смене втулок, и подпружиненных захватов для съема втулок, установленных на шпинделе гайковерта, причем захваты выполнены с возможностью поворота в требуемое положение посредством механизма мальтийского креста, а для подачи вновь
устанавливаемых втулок с боковых сторон бункера предусмотрены течки и отсекатели, расположенные перед механизмом съема и надевапия втулок, при этом в качестве устройства для обточки втулок использован суппорт, несуш,ий рычаг, взаимодействующий с толкателем после обточки втулок.
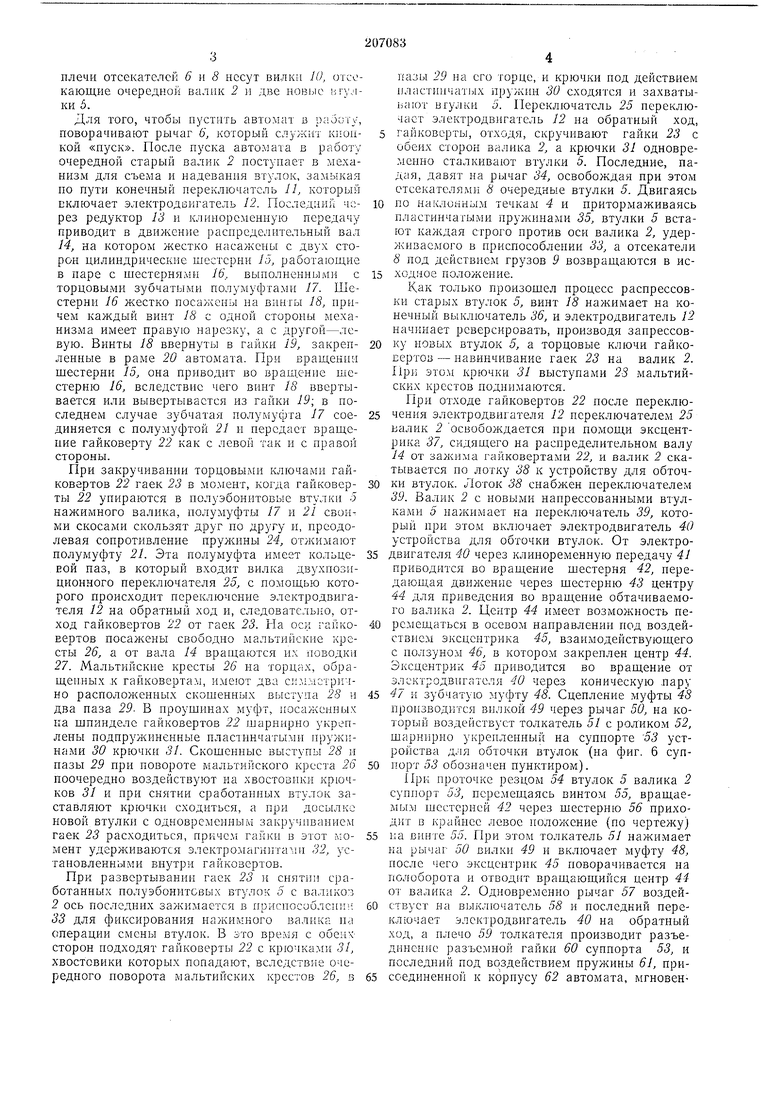
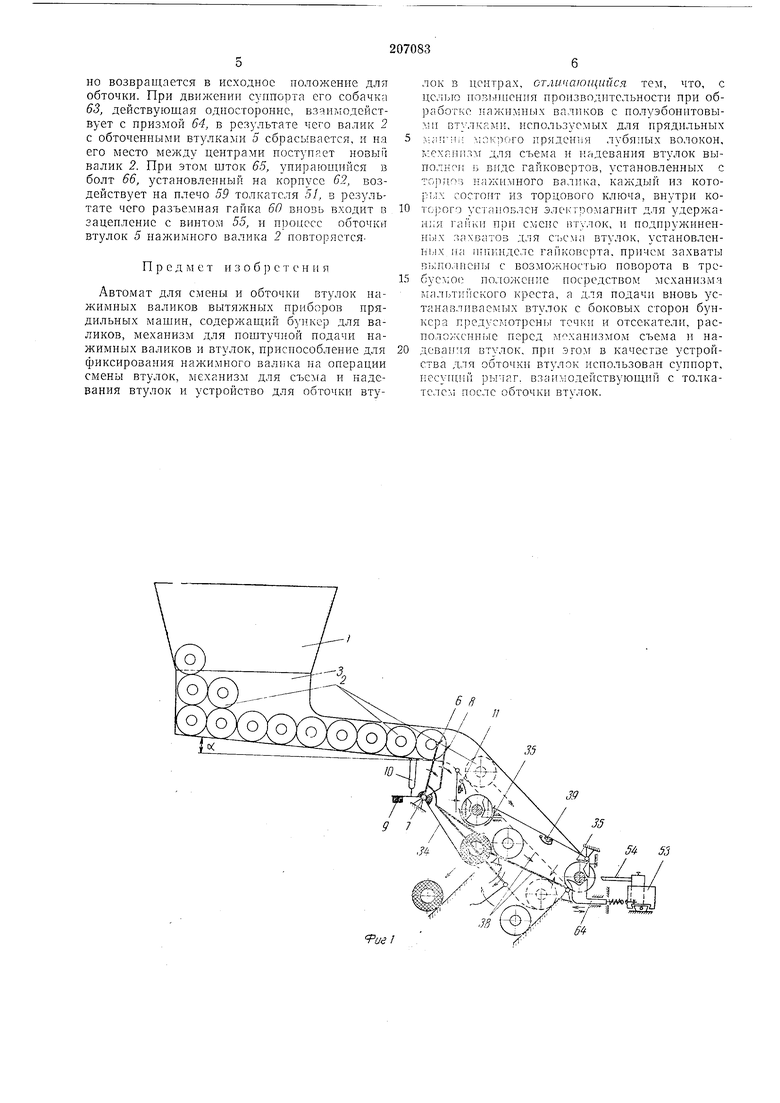
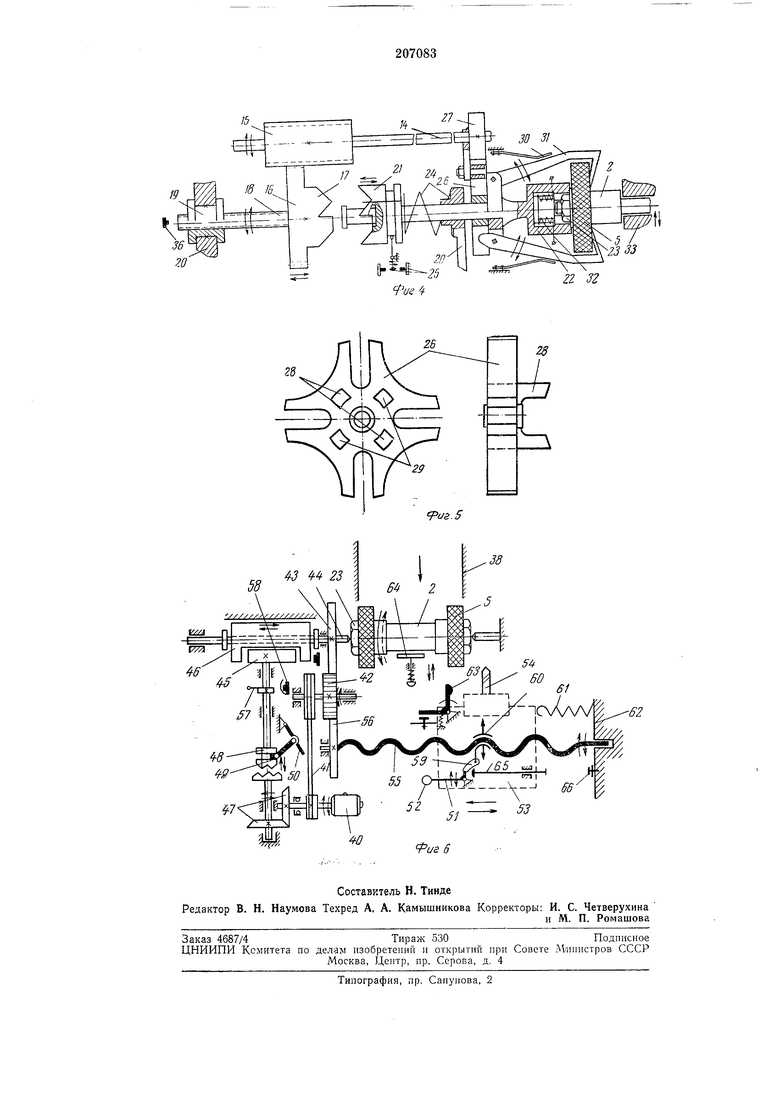
На фиг. 1 изображена схема автомата, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг.
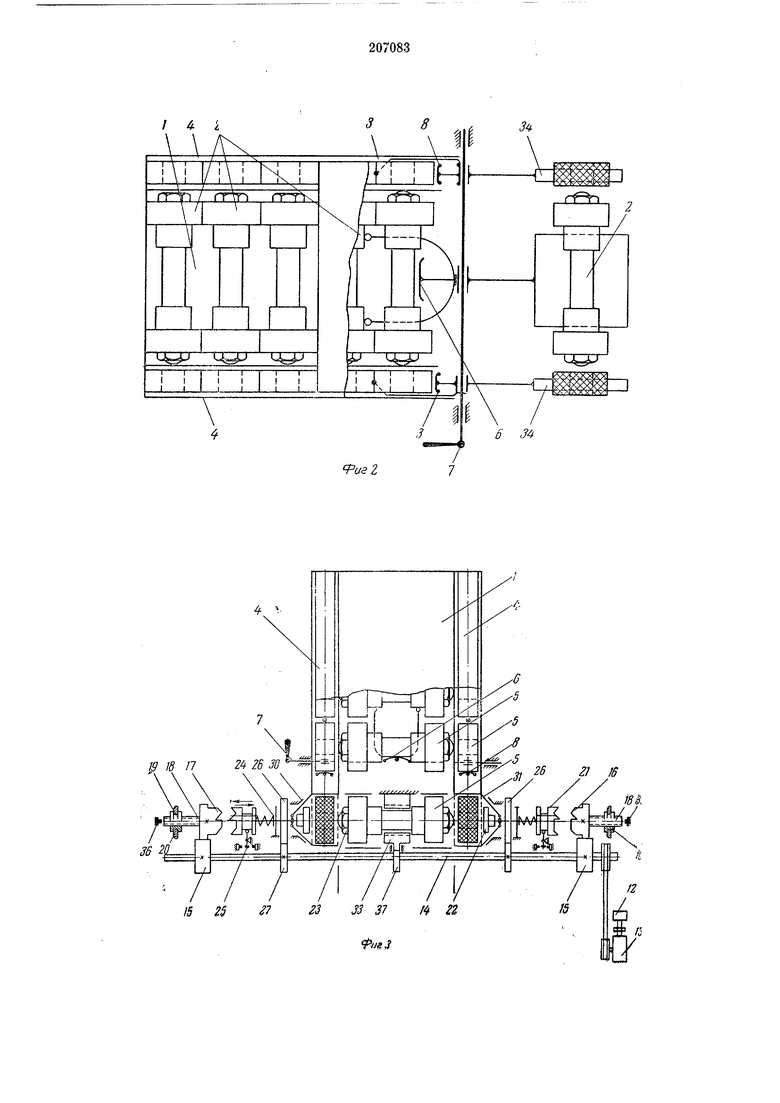
3 - то же, вид спереди; на фиг. 4 - механизм
для съема и надевания втулок; на фиг. 5 -
мальтийский крест (в двух проекциях); на
фиг. 6 - устройство для обточки втулок.
Автомат содержит бункер / для валиков 2,
подлежащих обработке. Бункер имеет воронкообразную форму и в нижней части присоединен к каналу 3. Бункер 1 и канал 3 расположены под углом а к горизонтальной плоскости, что способствует беспрепятственному
перемещению валиков 2 в сторону механизма для съема и надевания втулок. С боковых сторон бункера У предусмотрены течки 4 для новых полуэбонитовых втулок 5 и отсекатели. Средний ручей канала 3 имеет на выходе трехп.цечий рычаг-отсекатель 6, жестко посал :енный на ось 7, а течки 4 - рычажные отсекатели 8, свободно насаженные на ось 7. Отсекатели 6 и 8 устанавливаются в исходное положение «закрыто с помощью грузов 9 на
плечи отсекателсй 6 и 8 несут вилки 10, отсокающие очередной валик 2 и две ь;гулки 5.
Для того, чтобы нустнть автомат в работу, новорачнвают рычаг 6, который служит киоакой «нуск. После пуска автомата в работу очередной старый валик 2 поступает в механизм для съема и надевания втулок, замыкая но нути конечный переключатель 11, который включает электродвигатель 12. Последний через редуктор 13 н клинорсменную передачу приводит в движение распределительный вал 14, на котором жестко насажены с двух сторон цилиндрические шестерни 15, работающие в паре с шестернями 16, выполненными с торцовыми зубчатыми иолумуфтамн 17. Шестерни 16 жестко посажены на вингы 18, причем каждый винт 18 с одной етороны механизма имеет нравую нарезку, а с другой-левую. Винты 18 ввернуты в гайки 19, закрепленные в раме 2G автомата. При вращении шестерни 15, она нриводит во вращ.ение nieстерню 16, вследствие чего винт 18 ввертывается или вывертывается из гайки 19; в иоследнем случае зубчатая полумуфта 17 соединяется с нолумуфтой 21 и передает вращение гайковерту 22 как с левой так и с правой стороны.
Прн закручиваннн торцовыми ключами гайковертов 22 гаек 23 в момент, когда гайковерты 22 упираются в полуэбоиитовые втулки 5 нажимного валика, нолумуфты 17 и 21 своими скосами скользят друг но другу и, нреодолевая сопротивление пружины 24, отжимают полумуфту 21. Эта полумуфта имеет кольцевой паз, в который входит вилка двухпозиционного переключателя 25, с помощью которого нроиеходит переключение электродвигателя 12 на обратный ход и, следовательно, отход гайковертов 22 от гаек 23. Па оси гайковертов посажены свободно мальтийские кресты 26, а от вала 14 вращаются их поводки 27. Мальтийские кресты 26 на торцах, обращенных ,к гайковертам, два с::.},1с;трично расположепных скошенных выступа 28 и два паза 29. В нроушинах муфт, посаженных на шпинделе гайковертов 22 шарнирно укреплены подпружиненные пластннчатымн пружинами 30 крючки 31. Скошенные выступы 28 н назы 29 нри повороте мальтийского креста 26 поочередно воздействуют на хвостовики крючков 31 к при снятии сработанных втулок заставляют крючки сходиться, а при досылке новой втулки с одновременным закручиванием гаек 23 расходнтьея, причем гайки в этот момент удерл иваютея электромагнитами 32, установленными внутри гайковертов.
При развертываннн гаек 23 и енятим еработанных полуэбонитсвых втулок 5 е валикоз 2 ось последних зажимается в ириснособлен П 33 для фиксирования нажимного валика на операцни смены втулок. В зто время с обенХ сторон иодходят гайковерты 22 с крючками 31, хвостовики которых попадают, вследствие очередного поворота мальтийских крестов 26, в
пазы 29 на его торце, и крючки под действием иластпнчатых пружин 30 сходятся и захватывают в гулки 5. Переключатель 25 переключает электродвигатель 12 на обратный ход, гайковерты, отходя, скручнвают гайки 23 с обеих еторон валнка 2, а крючки 31 одновременно сталкнвают втулки 5. Последние, падая, давят на рычаг 34, освобождая при этом отеекателями 8 очередные втулки 5. Двигаясь по наклонным течкам 4 и нритормаживаясь пластинчатыми пружинами 35, втулки 5 встают каждая строго против оси валика 2, удерживаемого в ириеноеоблении 33, а отсекатели 8 под действием грузов 9 возвращаются в исходное положение.
Как только произошел процесс раенрессовки старых втулок 5, винт 18 нажимает на конечный выключатель 36, и электродвигатель 12 начинает реверсировать, нронзводя запрессовку новых втулок 5, а торцовые ключи гайкоЕсртов - навинчивание гаек 23 на валик 2. При этом крючки 31 выступами 23 мальтийских крестов иоднимаются. При отходе гайковертов 22 иосле нереключения электродвигателя 12 переключателем 25 валик 2 освобождается при помощи эксцентрнка 37, сидящего на распределительном валу 14 от зажима гайковертами 22, и валик 2 скатывается но лотку 38 к устройству для обточки втулок. Лоток 38 снабжен нереключателем 39. Валик 2 с новыми нанрессованными втулками 5 нажимает на переключатель 39, который нри этом включает электродвигатель 40 устройства для обточки втулок. От электродвигателя 40 через клиноременную нередачу 41 приводится во вращение шестерня 42, иередающ,ая движение через шестерню 43 центру 44 для приведения во вращение обтачиваемого валика 2. Пентр 44 имеет возможность перемещатьея в осевом нанравлении под воздействием эксцеитрика 45, взаимодействующего с иолзуном 46, в котором закренлен центр 44. Эксцентрик 45 нриводится во вращение от электродвигателя 40 через коническую .пару
47 и зубчатую муфту 48. Сцепление муфты 48 производится вилкой 49 через рычаг 50, на который воздействует толкатель 5/ с роликом 52, шарнирио укреиленный на суппорте 53 устройства для обточки втулок (на фиг. 6 суппорт 53 обозначен иунктиром).
При проточке резцом 54 втулок 5 валика 2 суппорт 53, перемещаясь винтом 55, вращаемым щсетерней 42 через шестерню 56 нриходит в крайнее левое положение (но чертежу)
на винте 55. При этом толкатель 51 нажимает на рычаг 50 вилки 49 и включает муфту 48, иосле чего эксцентрик 45 новорачивается на полоборота и отводит вращающийся центр 44 от валика 2. Одновременно рычаг 57 воздействует на В1лключатсль 58 и последний переключает электродвигатель 40 на обратный ход, а нлечо 59 толкателя производит разъединение разъемной гайки 60 суппорта 53, н последний под воздействием пружины 61, прино возвращается в исходное положение для обточки. При движении суппорта его собачка 63, действующая односторонне, взаимодействует с призмой 64, в результате чего валик 2 с обточенными втулкал и 5 сбрасывается, и на его место между центрами постунр.ет новыГ валик 2. При этом щток 65, упирающийся в болт 66, установленный на корпусе 62, воздействует на плечо 59 толкателя 51, в результате чего разъемная гайка 60 вновь входит в заценление с винтом 55, и процесс обточки втулок 5 нажимного валика 2 повторяетсяПред м е т и з о б 5 е т е н ц я
Автомат для смены и обточки втулок нажимных валиков вытяжных приборов прядильных машин, содержащий бункер для валиков, механизм для ноштучной подачи нажимных валиков и втулок, приспособление для фиксирования нажимного валика на операции смены втулок, механизм для съема и надевания втулок и устройство для обточки втулок в центрах, отличающийся тем, что, с целью иовыщения производительности при обработке пажпмных валиков с иолуэбонитовыЛИ1 вт.Лками, используемых для прядильных 5 ;;1ГМ; люкпого прядения лубяиых волокон, ;ехг;1И зм для съема и надевания втулок выПОЛКСМ1 в виде гайковертов, установленных с то 1цо:5 нажимного валика, каждый из котоpi,i.x гостог т из торцового ключа, внутри ко0 уста.иОБЛСн эле1--:громагнит для удержания rauKii при смене втулок, и подпружиненных захватоз для сьсма втулок, установленН1ЯХ fia шпинделе гайковерта, причем захваты выполнены с возможностью иоворота в тре5 буеАюе положение посредством механизма мальтийского креста, а для подачи вновь устанавлпваемых втулок е боковых еторон бункера предусмотрены течки и отсекатели, раеположсиные перед м хаиизмом С7эема и на0 деваггш втулок, прп эгом в качестве уетройства для обточки втулок использован суннорт, несугций рычаг, взаимодейетвующнй с толкателем после обточки .
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и разборки прокатных валков | 1981 |
|
SU1186300A1 |
| Автомат для обточки эластичных покрытий нажимных валиков прядильных и ровничных машин | 1954 |
|
SU99362A1 |
| Автомат для формования и укладки рубленых полуфабрикатов в пачки | 1975 |
|
SU556764A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1337244A1 |
| УСТРОЙСТВО для РЕМОНТА НАЖИЛ\НЫХ ВАЛИКОВ ВЫТЯЖНЫХ ПРИБОРОВ ПРЯДИЛЬНЫХ МАШИН | 1973 |
|
SU367188A1 |
| Гайконарезной автомат | 1982 |
|
SU1060363A1 |
| ТКАЦКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КОСЫНОК | 1950 |
|
SU90620A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
4 53
fual /5 25
