Известны автоматы для сборки регулятора натяжения верхней нити швейной машины, содержащие поворотный стол, оснашеиный цанговыми патронами для базирования собираемого изделия и выталкивателем для удаления собранных изделий, и размеш,ениое на периферии стола управляемое кулап ами распределительпого вала устройство для ориентации и монталса шпильки натяжения.
Целью изобретения является автоматизация процесса сборки. Для этого предлагаемый автомат снабжен установленными по периферии стола (в соответствии с ходом технологического процесса) взаимодействующими от кулачков распределительного вала устройством для ориентации и монтажа шпильки натяжения, устройством доворота до фиксированного положения шпильки натяжения, устройством для ориентации и монтажа шпильки освобождения натяжения, устройством для ориентации и монтажа нитеиаправительной шайбы, двумя устройствами для ориентации и монтажа шайб натяжения, устройством для ориентации и монтажа шайбы освобождения натяжения, автоматом для изготовления и монтажа конических пружин и гайковертом с загрузочио-транспортным устройством для ориентации и монтажа колпачка.
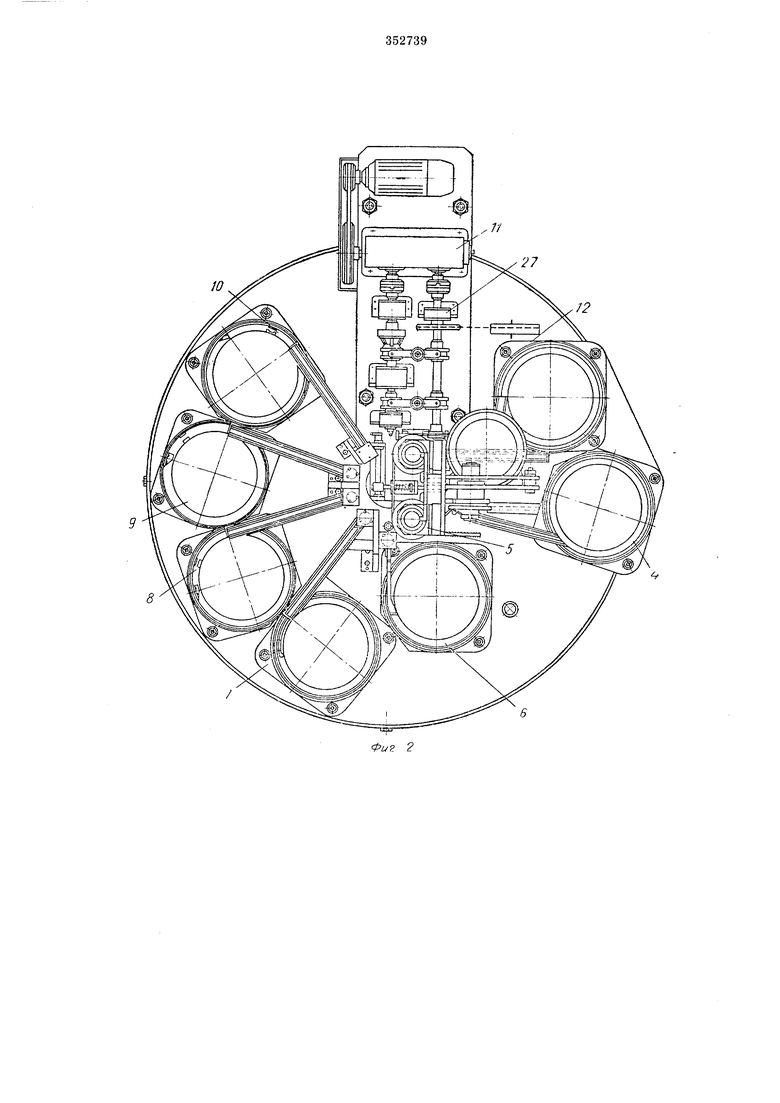
На фиг. 1 изобран ен оппсываемый автомат, вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - то же, его кинематическая схема; на фиг. 4 - регулятор натяжения в сборе; на фиг. 5 - устройство доворота до фиксированного положения шпильки натяжения; на фиг. 6 - фиксирующая головка; иа фиг. 7 - устройство для ориентации и моитажа шпильки освобождения натяжения.
две проекции; на фиг. 8 - устройство для ориентации и монтажа нитенаиравительной шайбы, две проекции; на фиг. 9 - поворотный механизм, три проекции; на фиг. 10 -гайковерт с загрузочно-транспортным устройством для ориентации и монтал ;а колпачка. Автомат содержит оснащенный для базирования собираемого изделия цанговыми патронами / и выталкивателем поворотный стол 2. По периферии стола в соответствии с
ходом технологического процесса размещены управляемые от кулачков распределительного вала устройство 4 для ориентации и монтажа шпильки натяжения, устройство 5 доворота до фиксированного положения
шпильки натяжения, устройство 6 для ориентации и монтажа шпильки освобождения натяжения, устройство 7 для ориентации и монтажа нитенаправительной шайбы, два устройства 8 9 для ориентации п монтажа
тации и монтажа шайбы освобождения натяжения, автомат 11 для изготовления и монтажа конических пружин и гайковерт с загрузочно-транспортным устройством 12 для ориентации и монтажа колпачка.
Устройство 5 содержит подвижный в направлении торца стола 2 вертикально расположенный шиильковерт 13 с рабочим инструментом в внде отвертки 14 и оснащенную подвижными в направлении, перпендикулярном направлению перемеще П1я шпнльковерта, подпружиненными шариками 15 фиксирующую головку 16.
Устройство 6 состоит из бункера 17, транспор-ного лотка 18, отсекателей 19 и 20 и питателя 21. Лоток 18 выполнен с постепенно увеличивающейся щелью, щирина которой изменяется от размера диаметра стержня шпильки освобождения натяжения до диаметра головки, что обеспечивает ориентированное., падепие на дно транспортного лотка всех деталей. Питатель 21 представляет собой воронку, первоначально переходящую в цилиндрическое отверстие размером, несколько превышающим размеры головки щпильки освобождения натяжения, а затем в две обхватывающие шпильку натяжения сегментные щеки.
Устройство 7 включает бункер 22, транспортный лоток 23, отсекатель 24, досылатель 25 и питатель. Спиральный лоток бункера 22 имеет щель шириной, превыщающей два расстояния от оси нитенаправительной шайбы до выступа, но меньшей двух расстояннй до нитенаправительной ее части, и вырез, расположенный против клинового сбрасывателя 26, выступающего па расстояние, равное расстоянию от образующей нитенаправительной шайбы до нитенаправительной ее части, и установленного на высоте от спнрального лотка вибробункера, равной толщине шайбы.
Автомат 11 содержит механизм 27 правки проволоки, изготовления пружин и поворотный механизм 28, имеющий щтыри 29.
Гайковерт с загрузочно-транспортные устройством для колпачка содержит гайковерт 30, бункер 31, транспортный лоток 32 и отсекатели потока 33 и поштучной выдачи деталей 34.
;Гайко1зерт 30 оснанлсн программным устройством, выполненным в виде реостата 35, неподвижно расноложенного параллельно оси шпинделя 36 на стойках 37, и гюлзушки 38, соедииенной с подвижной кареткой 39. При перемещении ползущки 38 изменяется сопротивление в цепи питания ЭМУ и двигателя 40. Следовательио, изменяется число оборотов двигателя 40. В начале число оборотов двигателя 40, а следовательно, и шпинделя 36 невелико (производится наживленне колпачка), затем резко возрастает и, наконец, в конце завинчивания прекращается, цепь питания ЭМУ размыкается конечником.
стола 2 поступает посредством устройства 4 щпилька натяжения регулятора натяжения верхней нити. Происходит поворот стола 2 до следующей второй позиции. На второй позиции на ранее установленную в патрон щпильку натян ;ения надевается головка 16 устройства 5, перемещающегося от вала 3 посредством кулачка 41 и рычага 42. При дальнейшем перемещении два шарика 15 отжимаются, в это время подходит отвертка 14, которая вращает щпильку натяжения до тех пор пока щарики 15 не заскакивают в паз детали. После этого вращение отвертки 14 шпильковерта 13 прекращается. Поворотный стол
обеспечивает зажим щпильки иатяжеиия в цанге. Стол 2 поворачивается, щпилька натяжения, отжимая щарики 15, выходит из паза головки 16. На третьей позиции производится ориентация и монтаж щпильки освобождения натяжения. Детали, засыпанные в бункер 17, при его работе перемещаются вверх по спиральному лотку бункера в положении «лежа головкой вперед или назад и направляются в
таком положении к лотку 18. При прохождении по лотку 18 шпилек освобождения (независимо от того, какое первоначальное положение они занимают), они на некоторое время зависают за головку в щели, а затем
проваливаются на наклонное дно лотка 18 и скользят по нему в положении головкой назад до отсекателя 20. В момент подачи шпильки освобождения натяжения отсекатель 19 дает возможность прохода одной из
деталей в питатель 21 и далее в собираемое изделие - регулятор натяжения верхней нити. Для исключения выпадания щпильки освобождения натяжения питатель 21 имеет две обхватывающие щеки. Контроль наличия
детали производится щупом 43. Осуществляется поворот стола 2 и собираемое изделие поступает на четвертую позицию, где производится ориентация и монтаж нитенаправительной щайбы.
При работе бункера 22 засыпанные в него детали перемещаются по спиральному лотку в одном из положений, указанных на сечении Б-Б, и попадают частично в его щель. Посредством щели выреза и сбрасывателя 26
производится сброс деталей, идущих во всех положениях, кроме требуемого. Прошедщие сбрасыватель детали поступают по гравитационному лотку 23 к подпружиненному отсекателю 24, откуда досылаются по питателю
на собираемое изделие. Стол 2 поворачивается, собираемое изделие поступает на пятую позицию, где производится ориентация и монтаж щайбы натяжения посредством устройства 8. На щестой позиции производится
ориептация и монтаж второй щайбы натяжепия с помощью устройства 9, аналогично устройству 8.
На восьмой позиции осуществляется изготовление автоматом // конической пружины и ее монтаж механизмом 28. Навитая на автомате пружина отсекается. Под действием упругих сил она заскакивает на два штыря 29 поворотного механизма, который доставляет ее к месту сборки. На девятой позиции гайковерт с устройством 12 обеспечивает ориентацию, поштучную выдачу и завертывание с определенным крутящим моментом колпачков регулятора натяжения.
Работает гайковерт следующим образом.
При перемещении подвижной каретки 39 гайковерта 30 путевой конечник включает цепь системы ЭМУ и двигателя 40. Двигатель 40 через ременную передачу 44 приводит во вращение шпиндель 36. Требуемое число оборотов шпинделя 36 обеспечивается реостатом 35. После того, как наживление колпачка осуществлеио, сопротивление реостата 35 изменяется. Начинается навинчивание колначка с постепенно увеличивающимся числом оборотов. Прекращение вращения электродвигателя достигается при размыкании конечника.
На десятой позиции готовые изделия удаляются из разжатого патрона 1 и поступают на гравитационный лоток 45.
Предмет и з о б р е т е и и я
1. Автомат для сборки регулятора натяжения верхней нити щвейной мащины, в котором по периферии поворотного стола установлены зажимные устройства, в которые посредством толкателя из бункера подаются предварительно ориентированные детали, управление работой автомата осуществляется от кулачков распределительного вала, отличающийся тем, что, с целью автоматизации процесса сборки, он дополнительно снабжен установленными по периферии стола в соответствии с ходом технологического процесса, взаимодействующими от кулачков распределительного вала устройством для ориентации и монтажа шпильки натяжения, устройством доворота до фиксированного положения щпильки натяжения, устройством для ориентации и монтажа шпильки освобождения натяжения, устройством для ориентации и монтажа нитенаправительной шайбы, двумя устройствами для ориентации и монтажа шайб натяжения, устройством для ориентации и
монтажа шайбы освобождения натяжения, автоматом для изготовления и монтажа конических пружин и гайковертом с загрузочнотранспортным устройством для ориентации и монтал а колпачка.
2.Автомат по п. 1, отличающийся тем, что фиксирующая головка устройства доворота шпильки натяжения вынолнена в виде обхватывающей шпильку втулки с радиально размещенными в подпружиненными центрирующими шариками.
3.Автомат по п. 1 отличающийся тем, что транспортный лоток устройства для ориентации и монтажа шпильки освобождения натяжения выполнен в виде пластины с увеличивающейся щелью, ширина которой изменяется от размера, равного диаметру стержня шпильки до диаметра ее головки, расположенной на наклонных во внутрь лотка стенках, переходящих в полуцилиндрическое наклонное дно.
4.Автомат по п. 1, отличающийся тем, что спиралын 1Й лоток бункера устройства для ориеитации и монтажа нитенаправительной шайбы имеет щель шириной, превышающей два расстояния от оси нитенаправительной шайбы до выстуна, но меньшей двух расстояний до нитенаправительной ее части, и вырез, располол енный против размещенного
над сниральным лотком клинового сбрасывателя.
5.Автомат по п. 1, отличающийся тем, что автомат для изготовления и монтажа конических пружин снабжен поворотным механизмом в виде диска с равномерно расположенными по его ободу коническими гнездами, внутри из которых параллельно оси гнезда запрессованы в обод два стержня, и щитка, обхватывающего диск.
6. Автомат по п. 1 отличающийся тем, что отсекатель поштучной выдачн загрузочнотранснортного устройства для ориентации и монтажа колпачков выполнен в виде цилиндрического стержня, укрепленного посредством кронштейна на гайковерте параллельно оси его шпинделя.
7. Автомат по пи. 1 и 6 отличающийся тем, что система управления скоростью вращения шпинделя гайковерта выполнена в виде реостата, укрепленного на стойке гайковерта параллельно оси его шпинделя, и взаимодействующей с ним ползушки, соединенной с подвижным кронштейном гайковерта.
0г/г 2
t-o су
Рмг.
15
J If и г 5
CD
СУ
.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки шариковых авторучек | 1978 |
|
SU766901A1 |
| Устройство для изготовления гвоздей с отдельно прикрепляемой шляпкой | 1980 |
|
SU961832A1 |
| Автомат для сборки предохранителей | 1975 |
|
SU564664A1 |
| Механизм подачи и распределения шпилек к сборочному автомату | 1988 |
|
SU1565629A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Устройство для заневоливания пружин | 1979 |
|
SU1015147A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Автомат для сборки фильтров | 1978 |
|
SU772792A1 |
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |






77(
Э-с
.9
Фиъ. lO
