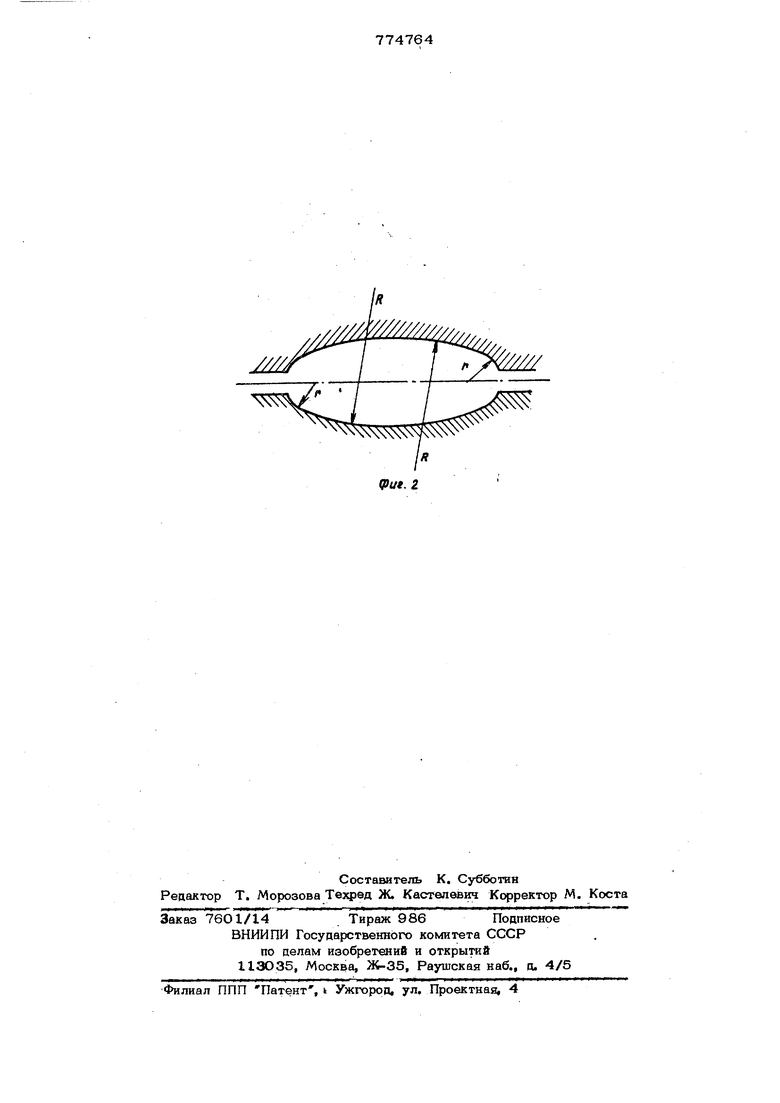
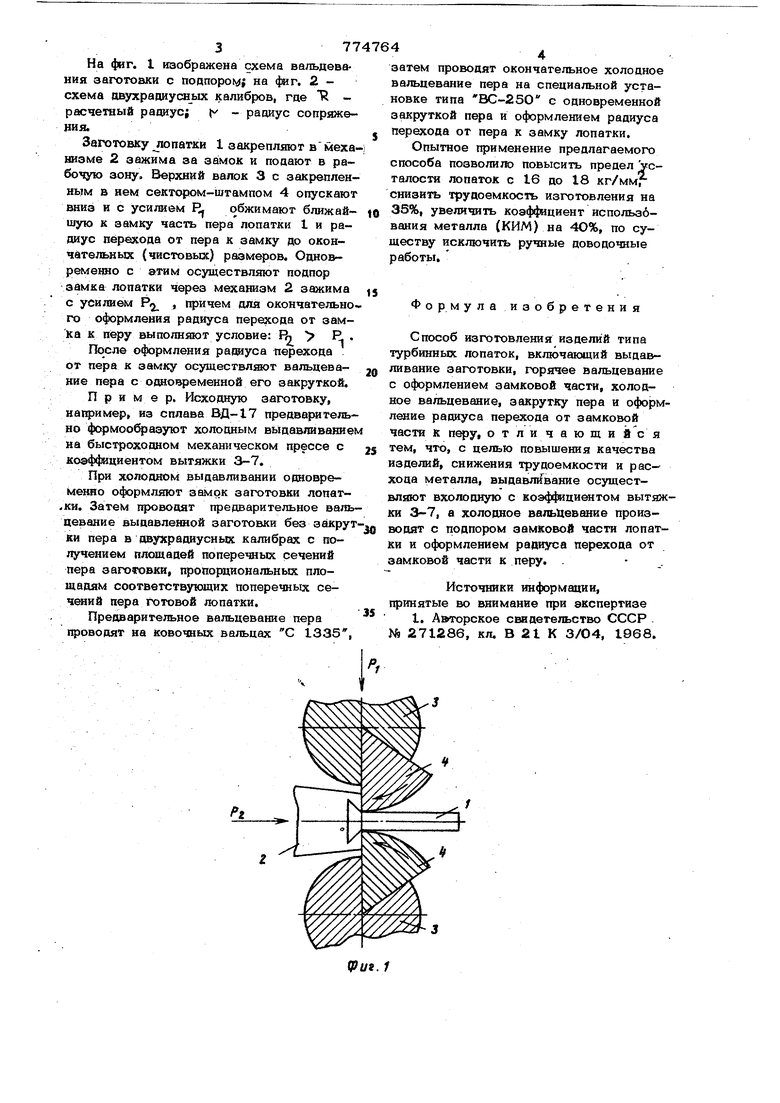
: Изобретение относится к области обработки давлением сложных аэродинамических профилей, например турбинных или компрессорных лопаток. Известен способ изготовления изделий типа турбинных лопаток, включаюший выдавливание заготовки, горячее вальцевание с оформлением замковой части, холодное вальцевание с оформлением замковой части, закрутку пера лопатки и . оформление радиуса перехода от замковой части к перу il Однако дашыЪ способ нмеет следующие недостатки. Применение горячего выдавливания приводит к появлению дефектного слоя на поверхности заготовок лопаток, снижающего их качество и увеличивающегЧ трудоемкость засчет введения в технологический процесс операций по удалению дефектного слоя. Кроме того, необходимы операции по оформлению радиуса перехода от замка к перу. Целью изобретение saaateTca повышение качества лопаток, снижение труооемкости в расхода металла. « Поставленная цель достигается тем, 4to выдавпивашсе осуществляют вхояоояую с коэффициентом вытяжки 3-7, а холодное вальцевание щюнзвошгг с подпором замковой части лопатки и оформлеввем радиуса п ехода от замковой частя к nef. Применение холодного выдавлавания позволяет получать заготовки с высокой чистотой поверхности (шероховатости), обеспечивает отсутствие поверностного дефектного слоя. Одновременное оформление замковой заготовки лопаток существенно сокращает трудоемкие операции кузнечной и механической о1бработки. Холодное вальцевание с одновременным подпором замковой части позволяет оформлять окончательно радиус перехода от замка к перу, тем самым значительно сокращая объем ручных доводочных работ. 377 На фиг. 1 изображена схема вальцевания заготовки с подпором; на фнг. 2 схема цвухрадиусных калибров, где Т расчетный радиус; ( - радиус сопряжения. Заготовку jionaTKH I закрепляют вмеха ниэме 2 зажима за замок и подают в рабочую зону. Верхний валок 3 с закрепленным в нем сектором-штампом 4 опускают и с усилием RJ обжимают ближайШую к замку часть пера лопатки I и ра{шус перехода от пера к замку до окончательных (чистовых) размеров. Одновременно с этим осуществляют подпор замка лопатки через меха1шзм 2 зажима с усилием Р. причем для окончательно го оформления радиуса перехода от замка к перу выполняют условие: РП PL После оформления раоиуса перехода от пера к замку осуществляют вальцевание пера с одаовременной его закруткой. Пример, Исходную заготовку, например, из сплава Bfl-17 предварительно формоо азуют холодным выдавливание на быстроходном механическом прессе с коэффициентом вытяжки 3-7. При холодном выдавливании одновременно оформляют замок заготовки лопат ки. Затем проводят предварительное валь цевание выдавленной заготовки без закрут ки пера в двухрадаусных калибрах с получением площадей поперечных сечений пера заготовки, пропорциональных площадям соответствующих поперечных сечений пера готовой лопатки. Предварительное вальцевание пера проводят на ковочных вальцах С 1335, 4 затем проводят окончательное холодное вальцевание пера на специальной установке типа 80-250 с одновременной закруткой пера и оформлением радиуса перехода от пера к замку лопатки. Опытное применение предлагаемого способа позволило повысить предел усталости лопаток с 16 до 18 кг/мм, снизить трудоемкость изготовления на 35%, увеличить коэффициент использбвания металла (КИМ) на 4О%, по существу исключить ручные доводочные работы. Формула изобретения Способ изготовления изделий типа турбинных лопаток, включакяций выдавливание заготовки, горячее вальцевание с оформлением замковой части, холодное вальцевание, закрутку пера и оформление радиуса перехода от замковой части к перу, отличающийся тем, что, с целью повышения качества изделий, снижения трудоемкости и расхода металла, выдавливание осущестansaoT вхолодную с коэффициентом вытяжки 3-7, а холодное вальцевание произ5,ддт с подпором замковой части лопатки и оформлением радиуса перехода от замковой части к перу. . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N9 271286, кл. В 21 К 3/04, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1990 |
|
RU2013179C1 |
| Способ изготовления лопаток | 1977 |
|
SU826631A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТУРБИННЫХ И КОМПРЕССОРНЫХЛОПАТОК | 1972 |
|
SU326998A1 |
| Способ изготовления лопаток | 1988 |
|
SU1600899A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДОВЫХ ЛОПАТОК | 2008 |
|
RU2375135C1 |
| Способ изготовления заготовок лопаток турбин и компрессоров | 1977 |
|
SU656731A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2257277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2403119C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 2004 |
|
RU2256528C1 |