Изобретение относится к обработке металлов давлением, в частности к способам изготовления компрессорных и турбинных лопаток газотурбинных двигателей.
Известен способ изготовления лопаток, включающий операции установки и закрепления заготовки лопатки в приспособлении по обработанному замку и проведении вальцовки перовой части лопатки (Крымов В.В. и др. Производство лопаток газотурбинных двигателей. - М.: Машиностроение, 2002, с 156-163).
Недостатком известного способа является возможность искривления пера лопатки в плоскости вальцевания. Данным способом нельзя изготовить лопатку, ось которой не совпадает с осью пера.
Наиболее близким по технической сущности является способ изготовления лопаток, включающий изготовление заготовки лопатки, установку заготовки в приспособлении по обработанному замку и проведение вальцовки пера лопатки (а.с. СССР №1007271, В 21 К 3/04, 1981).
Недостатком известного способа является возможность искривления пера лопатки в плоскости вальцевания. Данным способом нельзя изготовить лопатку, ось которой не совпадает с осью пера.
Задача изобретения является изготовление лопаток, у которой ось лопатки не совпадает с осью пера лопатки.
Поставленная цель достигается тем, что в способе изготовления лопаток, включающем операции установки и закрепления заготовки лопатки в приспособлении по обработанному замку и проведение вальцовки пера лопатки, перед установкой заготовки определяют среднее сечение пера лопатки, для которого разность углов установки профилей корневого и периферийного сечений пера лопатки одинаковы, лопатку закрепляют так, чтобы хорда среднего сечения была параллельна плоскости вальцевания, а прямая, соединяющая центры максимальной толщины профиля пера корневого и периферийного сечений пера лопатки, параллельна плоскости перпендикулярной осям валков вальцовочного стана.
Известен способ изготовления лопаток, включающий изготовление полуфабриката с перовой и замковой частями и его холодную вальцовку (а.с. СССР №1268276, В 21 К 3/04, 1983).
В известном техническом решении заготовку лопатки относительно плоскости вальцевания устанавливают по профилю корневого сечения лопатки. Данным способом можно изготавливать лопатки, у которых ось лопатки совпадает с осью пера.
В предлагаемом техническом решении заготовку лопатку устанавливают по хорде среднего сечения параллельно плоскости вальцевания. Данным способом можно изготавливать лопатку, у которой ось лопатки не совпадает с осью пера.
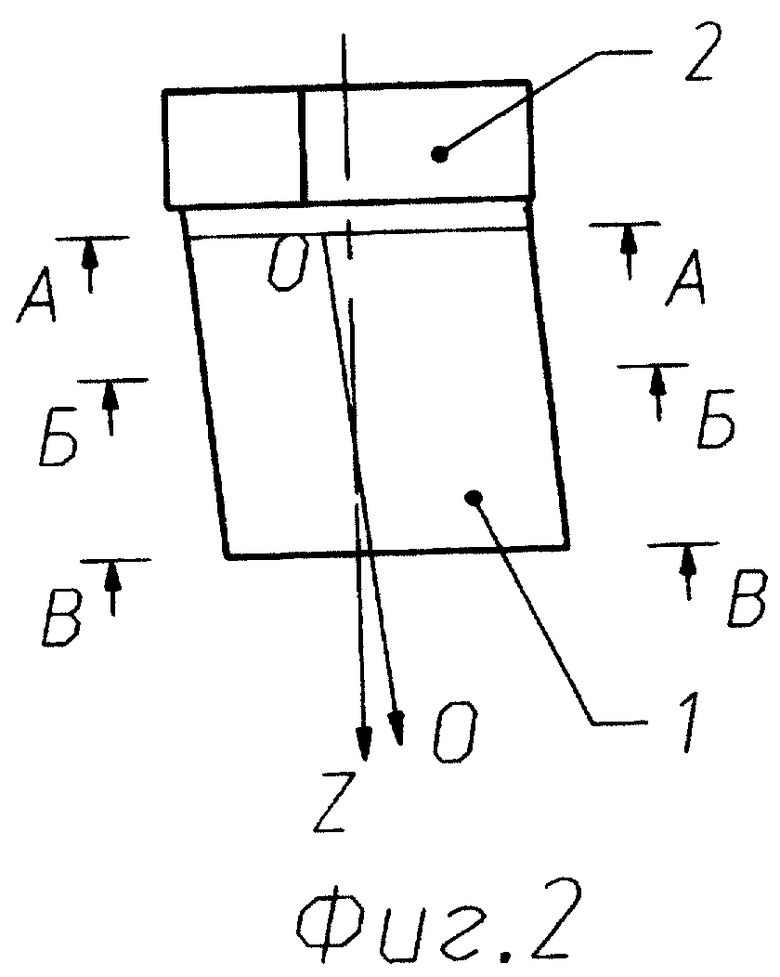
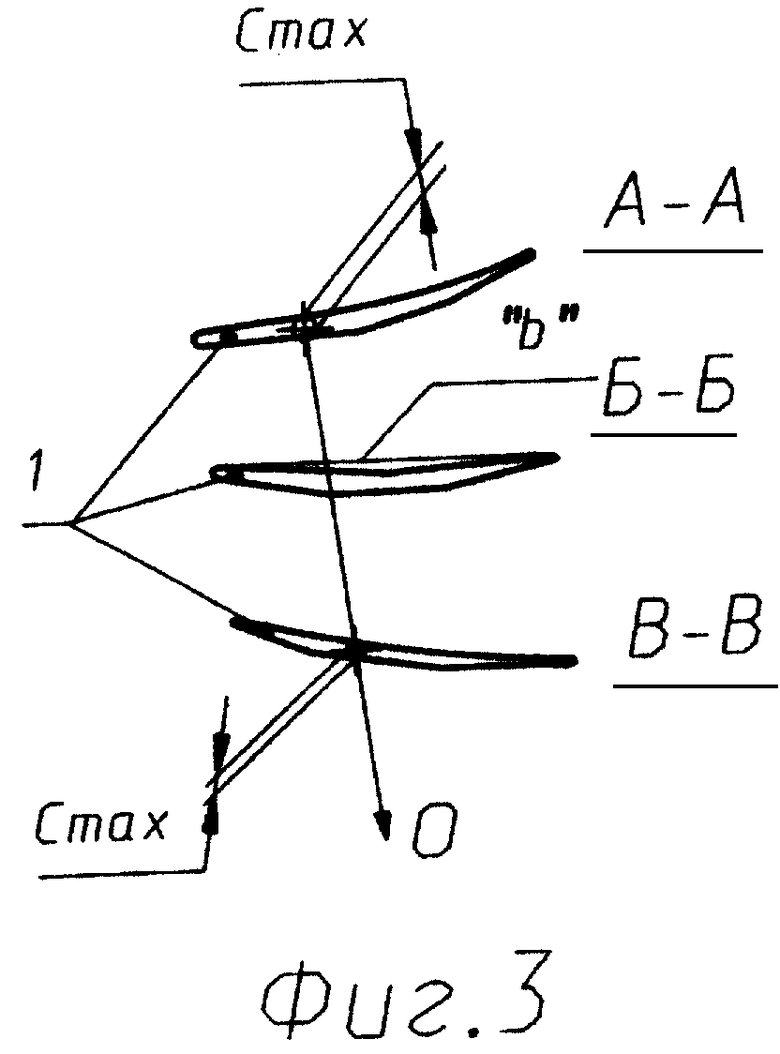
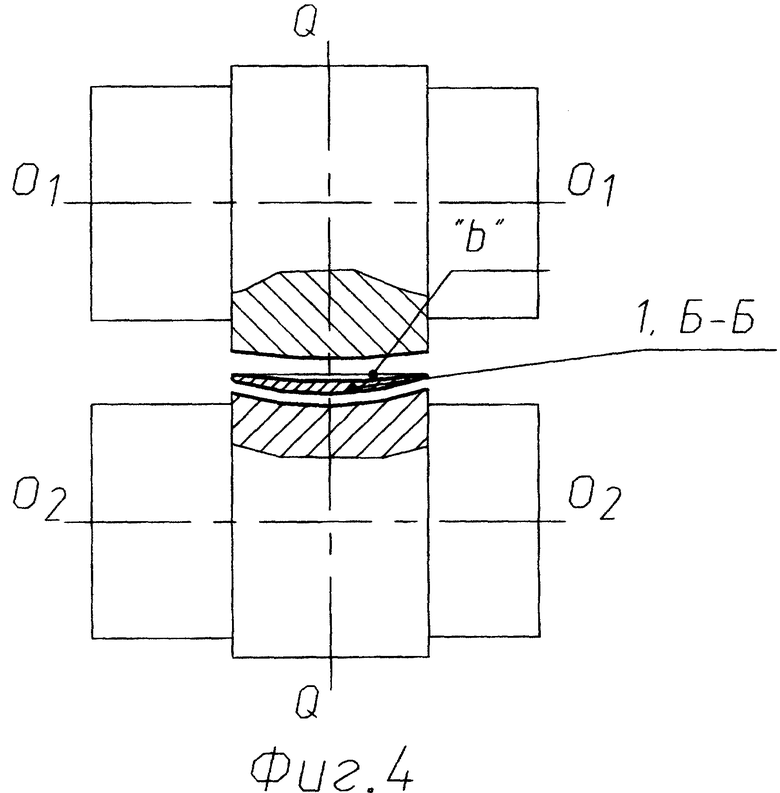
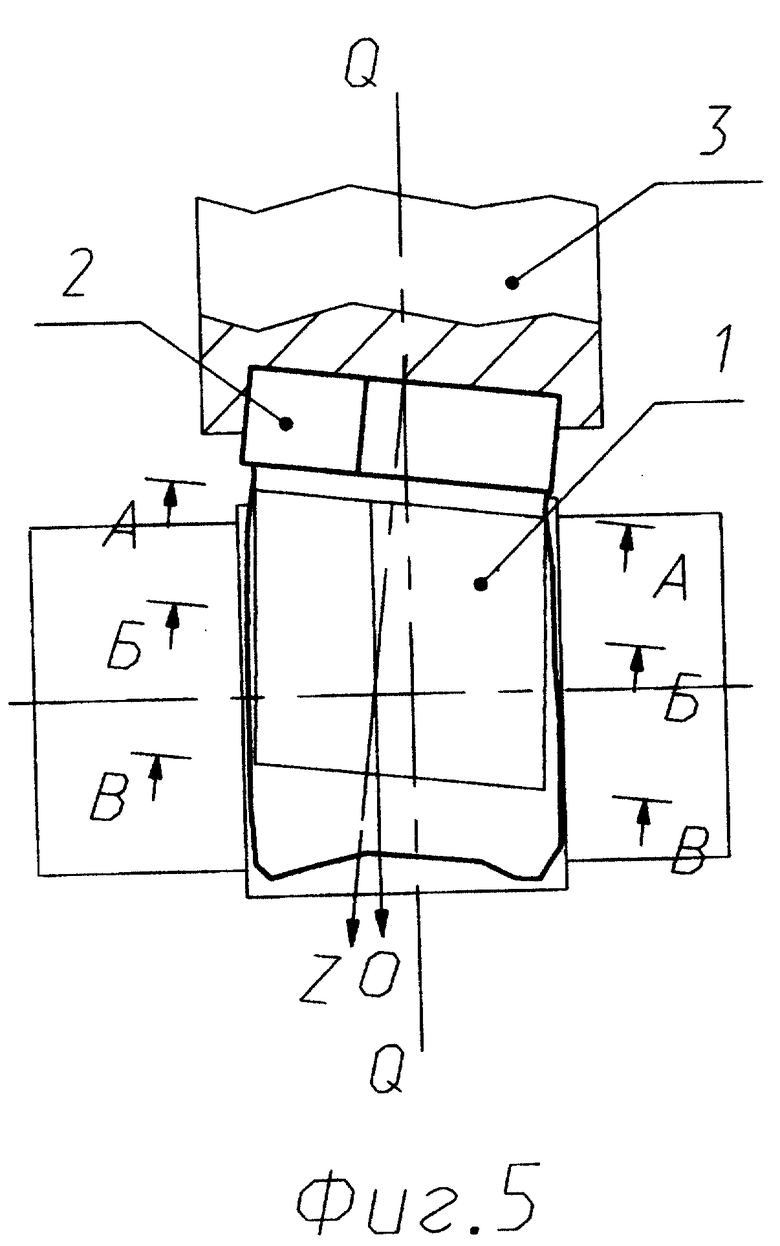
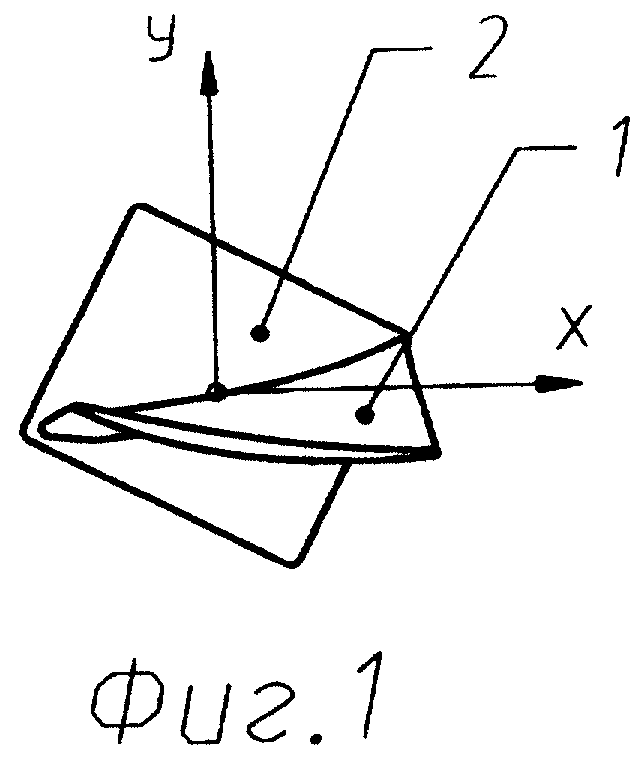
На фиг.1 - заготовка лопатки, вид сверху; на фиг.2 - заготовка лопатка, вид сбоку; на фиг.3 - пространственное расположение сечений по оси O-O; на фиг.4 - расположение среднего сечения лопатки при настройке вальцовочного стана; на фиг.5 - схема установки и закрепления заготовки лопатки.
Способ реализуют следующим образом.
Перед установкой заготовки лопатки, состоящей из пера 1 и замка 2, определяют среднее сечение Б-Б пера лопатки, для которого разность углов установки профилей корневого А-А и периферийного В-В сечений пера лопатки одинакова и равна половине угла закрутки пера лопатки.
Заготовку лопатки устанавливают в приспособлении 3 так, чтобы хорда “b” среднего сечения Б-Б была параллельна плоскости вальцевания, а прямая О-О, соединяющая центры максимальной толщины профиля (Сmax) корневого А-А и периферийного Б-Б сечений пера лопатки, расположена параллельно плоскости Q, перпендикулярной осям О1-О1, О2-О2 валков вальцовочного стана.
Заготовку лопатки закрепляют в приспособлении 3 по обработанному замку. Вальцовку пера лопатки осуществляют по прямой О-О с корневого сечения.
Из сплава ЭП 718 изготавливают лопатку длиной 30 мм с углом наклона 7,3° и углом закрутки 6,38°. Определяют среднее сечение лопатки, для которого разность углов установки профилей корневого и периферийного сечений равны. Хорда среднего сечения равна 21,69 мм. Заготовку лопатки закрепляют в приспособлении по обработанному замку. Вальцовку пера лопатки осуществляют с корневого сечения.
Использование данного изобретения позволяет исключить саблевидность готовой лопатки и изготавливать лопатки, ось которой не совпадает с осью пера лопатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2257277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2005 |
|
RU2323810C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1990 |
|
RU2013179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2422257C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 2004 |
|
RU2256527C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 1981 |
|
SU1007271A1 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2014 |
|
RU2565114C1 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2014 |
|
RU2565108C1 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2014 |
|
RU2565091C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении компрессорных и турбинных лопаток газотурбинных двигателей. Определяют среднее сечение пера лопатки, для которого разность углов установки профилей корневого и периферийного сечений пера одинакова. Заготовку лопатки устанавливают и закрепляют в приспособлении по обработанному замку так, чтобы хорда среднего сечения была параллельна плоскости вальцевания. Прямая, соединяющая центры максимальной толщины профиля пера корневого и периферийного сечений, должна быть параллельна плоскости, перпендикулярной осям валков вальцовочного стана. В указанных валках в дальнейшем производят вальцовку пера лопатки. В результате обеспечивается возможность изготовления лопаток, у которых ось не совпадает с осью пера. 5 ил.
Способ изготовления лопаток, включающий операции установки и закрепления заготовки лопатки в приспособлении по обработанному замку и проведение вальцовки пера лопатки, отличающийся тем, что перед установкой заготовки определяют среднее сечение пера лопатки, для которого разность углов установки профилей корневого и периферийного сечений пера лопатки одинакова, лопатку закрепляют так, чтобы хорда среднего сечения была параллельна плоскости вальцевания, а прямая, соединяющая центры максимальной толщины профиля пера корневого и периферийного сечений пера лопатки, параллельна плоскости, перпендикулярной осям валков вальцовочного стана.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 1981 |
|
SU1007271A1 |
| Способ изготовления лопаток | 1983 |
|
SU1268276A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
RU2019359C1 |
| US 3660882 A, 09.05.1972. | |||

