что масса жидкого металла осталась в промежуточной емкости на одну мерную заготовку, блока логики, дающий разрешения на прекращение подачи металла в ручьи, исполнительных меха низмов, управляющих стопорами промежуточной емкости 2. Известное устройство работает сле дующим образом. Сигнал от датчика длины слитка каждого ручья поступает на свой вход многофункционального прибора который измеряет, в частнос ти текущую длину заготовки, общую длину слитка в каждом ручье в данный момент времени и выдает сигнал на вход блока логики с кратности слитка в соответствующем ручье. Выходной сигнал с многофункционального прибор общей длины слитка в ручье поступает на вход индивидуального блока суммирования. На второй вход блока суммирования поступает сигнал от датчика ручного ввода заданной мерной длине заготовки (t ). На третий вход этого блока суммирования поступает сигнал с датчика ручного ввода кратности (х;,). Блок суммирования формирует сигнал Y (i 1,2,3,4 - номер ручья), пропорциональный количеству жидкого металла, которое необходимо долить в.данный ручей для получения слитка, кратного заданной мерной длине.. С этой целью каждый сумматор решает уравнения Y.x;,-x; с где . - сигнал, эквивалентный зада ной мерной длине х - выходной сигнал многофунк ционального прибора, пропор циональный длине слитка х, отсчитываемый от линии рез х - сигнал, эквивалентный вели чине х, дополняющей слит каждого ручья до значения, кратного Е . Величина хс должна удовлетворять равенству X ,, где Z - расстояние, отсчитываемое о уровня металла в кристаллизаторе до линии установки устройства реза слитка п - любое целое положительное число. Сигналы с выходов отдельных блок суммирования поступают на соответст входы общего сумматора, вычи ляющего общее количество жидкого ме талла, потребное для получения во всех ручьях в текущий момент времен слитков, в точности кратных заданны мерным длинам. Сигнал с общего блока суммирования поступает на вход сумматора-анализатора. На другой вход сумматораанализатора поступает сигнал с датчика веса металла в промежуточной емкости. Сумматор-анализатор формирует сигнал, пропорциональный разности между располагаемым и потребным количествами металла и этот сигнал поступает на вход сигнализатора. Когда разность между располагаемым и потребным количествами металла будет равна массе одной мерной заготовки, сигна- лизатор срабатывает и сигнал поступает на вход блока логики. Блок логики формирует команды на закрытие стопоров промежуточной емкости по сигналам наступления кратности слитков в ручьях от многофункционального прибора и команды от сигнализатора.. Одновременно .в блоке логики формируется сигнал запрета на закрытие последнего ручья,, сигнал наступления кратности которого поступил последним, и внего поступает весь оставшийся жидкий металл. В частности для четырехручьевой МНЛЗ блок логики реализует следующие логические функции: F, и, и f г -j, f Fj а)И f РЛ Щ где f - i F F2. РЗ F, f F - F F Fj F F «;,tWj,Ci, - выходные сигналы .многоФункционального прибора 2 кратности слитков мерной длине; fj f f cnmajia. прекращения подачи металла в соответствующие ручьи. Недостаток известных устройств для безотходного раскроя слитка в конечный период разливки заключается в том, что в них не учитывается величина усадки слитка в процессе его охлаждения. Усадка слитка с достаточной точностью может быть рассчитана для каждой секТции охлаждения по формуле й d.-b--tj,p 1 где d - коэффициент линейного расширения сталиf L - длина слитка в секции, MMJ t - средняя температура слитка в секции,с. Температура слиткаможет меняться в процессе разливки металла и зависит от температуры разливаемого металла, условий охлаладения слитка в кристаллизаторе в секциях вторичного охлаждения и скорости вытягивания непреРЫБНОГО слитка. Например, температура жидкого металла, поступающего в кристаллизатор, колеблется от 1550 до , температура слитка на выходе из Кристаллизатора колеблется от 1100
до 1300°С, каждая секция вторичного охлаждения слитка на современных Мсшшнах их не менее 8 имеют свои предельные значения температуры слитка, а в районе пореза слиток имеет температуру от 700 до . Длина слитка в ручье может достигать не менее 45 м. Если принять среднюю температуру слитка 1050°С, длину оставшегося мерного слитка 45 м, то величина усадки слитка составит более 500 мм.
Таким образом, при подсчете и последующем сравнении количества располагаемого и потребного металла могут возникнуть значительные ошибки, приводящие к нарушению безотходного раскроя слитков в конечный период разливки.
Целью из обретения является безотходнь раскрой слитка на заданные мерные длины на многоручьевых МИЛЗ в конечный период разливки, что увеличивает выход мерных заготовок с МНЛЗ.
Указанная цель достигается тем, что устройство содержит датчик длины слитка, многофункциональный прибор, блок суммирования, датчик ручного ввода мерной длины заготовки, датчик ручного ввода кратности, общий сумматор, сумматор-анализатор, сигналнзато датчик веса жидкого металла в прсмдежуточной емкости, блок логики, исполнительные механизмы для управления стопорами промежуточной емкости, датчики для зёилера температуры для каждои секции охлаждения слитка в ручье, подключенные на соответствующие входы аналого-цифровых преобразователей, сумматор, оба входа которого подключены на выходы указанных аналого-цифровых преобразователей, устройство деления, вход которого подключен на выход сумматора, множительное устройство, вход которого подключен на выход устройства деления, а второй вход множительного устройства последней секции охлаждения слитка подключен на второй вьоссщ датчика ручного ввода кратности, второй общий сумматор, входы Kotoporo подключены ни соответствующие выходы множительных устройств бсех секций охлс1ждения слитка, блок разрешения, один вход которого подключен на второй выхоД многофункционального прибора, а второй вход блока разрешения подключен на другой выход сигнализатораj aнaлbгo-цифixзвыe преобразователи, вторые входы которых подключены На выход блока разрешения, блок счетчиков, один вход которого подключен на выход второго общего сумматора, второй вход блока счетчиков подключен на выход датчика длины слитка, третий вход блока счетчиков подключен н-а выход блока разрешения, а на йыхоД блока .счетчиков подключен второй вход блока логики.
В качестве датчика температуры жидкого металла в промежуточной емкости (пр11нято за начало первой секции охлаждения слитка в кристаллизаторе) может быть использована любая серийно выпускаемая термопара на 1500°С.
В качестве датчиков температуры поверхности слитка в секциях охлаждения могут быть использованы, например, пирометры спектрального отношения Спектропир-8.
В качестве ансшого-цифровых преобразователей могут быть использованылюбые серийно выпускаемые аналогоцифровые устройства.
В качестве сумматоров, устройств деления, множительных устройств могут быть использованы любые серийно, выпускаемые цифровые функциональные устройства.
В качестве блока счетчиков может быть использован, например, прибор ПВСЦЗ, серийно выпускаемый Харьковским заводом КИП.
В качестве блока разрешения могут быть использованы любые серийно выпукаемые логические схемы И.
Для пояснения изобретения ниже приводится описание его работы одног ручья со ссылкой на прилагаемый чертеж.
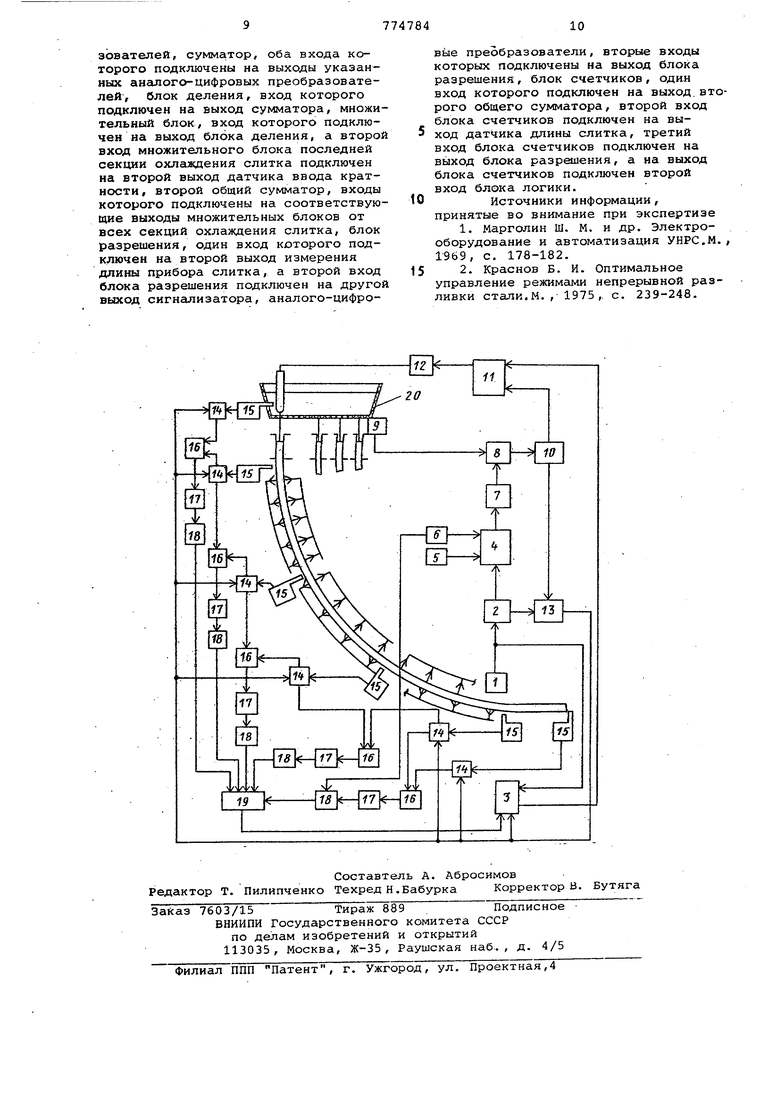
На чертеже показаны датчик 1 длин слитка, на выход которого подключены вход многофункционального прибора 2 и вход блока 3 счетчиков. Вход блока 4- суммирования подключен на выход многофункционального прибора. Второй вход блока суммирования подключен на выход датчика 5 ручного ввода мерной длины заготовки. Третий вход блока суммирования подключен на выход датчика б ручного ввода кратности. Вход общего cyMMalopa 7 подключен на выход блока суммирования. Вход сумматор-анализатора 8 подключен на выход общего сумматора. Второй вход сумматора-ансшизатора подключен на выход датчика 9 веса жидкого металла в промежуточной емкости. Вход сигнализатора 10 подключен на выход сумматора-анализатора. Вход блока 11 логики подключен на выход сигнализатора, а второй вход блока логики подключен на выход блока счетчиков. Исполнительный механизм 12 подключен на выход блока логики. Вход блока 13 разрешения подключен на второй еыход многофункционального прибора. Второй вход блока разрешения подключен на второй выход сигнализатора. Соответствующие входы аналого-цифровых преобразователей 14 подключены на выходы датчиков 15 температуры в каждой секции охлаждения слитка. Входы блоков 16 суммирования подключены на выходы аналого-цифровых пре образователей э каждой секции охлаждения слитка-. Вход блока 17 деления подключен на выход блока суммирования в казвдой секции охлаждения слитка. Вход мкожительиого блок.а 18 подключен на Быко.ц устройства деления в каждой секции охлаждения слитка. Входы второго обидехо оуьФтатора 19 подключены на выходы множительных устройохв от каждой секции охлахсдения слитка. Второй вход блока счет-чиков подклгочен на выход второго общего сумматора. Второй вход аналого-1щфро)з.ых преобразователей в каждой секции охлаждения слитка и третий вход блока счетчиков одновременно подк,:п.;очены на выход блока разремения.. Второй вход, блока логики подключеЕ на выход блока счетчиков, Второй гход множительного устройства последней секции оу.лаж,цеиия слитка подключен иа второй выход датчика ручного ввода кратности, Устройство работает в конечный период разливки следующим образом (рассматривается работа одного .ручья Сигналы от датчика 1 длины слитка поступают на. вход, многофункционального прибора 2 и на вход блока 3 счетчика. Многофункциональный прибор .измеряет текущую длину мерной заготовки по информации от датчика длины слигв;а,- общую длину слитка в ручье Б текущий момент времени и сигналнзирует момент достижения слит ком дликы кратной мерной длине в ручье. Сигнал общей длины слитка в ручь в данный: момент времени с многофунк диональкс-го прибора поступает на вход блор:а 4 суммирования, а при наступлении кратности слитка сигнал поступает Hci вход блока 13 разрешб;ния°. На второй вход блока cyMivinpoвания ВВОДИТСЯ сигнал мерной длины заготоаки датчиком 5 ручного ввода, а на третий вход блока cy 1миpoвa«ия вводится сигнал кратности слитка датчиком 6 ручного ввода, одновреме но сигнал кратности слитка поступае на вход блока у.множения последней секцаи охлаждения слитка. Блок суммирования формирует сигнал , пропорциональный количеству жидкого метал ла, которое необходимо долить в руч дли получения сли.ткар кратного зада ной мерной длине Сигнал с блока суммг рования (всех ручьев) поступае на вход общего сумматора 7, вычисля щего количество жидкого металла, по требное для получения во всех ручья в .текущий момент времени слитков , кратных заданным мерным длинам. Сиг нал с блока общего cyм aтopa поступает на вход суммат зра-анализатора а на второй вход сув1Матора-аналиэатора поступает сигнал с датчика 9 веса жидкого металла в промежуточно емкости, Сумматор-анализатор формирует сигнал , пропорциональный разности меащу располагаемым и потребным количествами металла и этот сигнал поступает на вход сигнализатора 10. Сигнализатор выдает сигнал на вход блока 11 логики и на второй вход блока разрешения в момент когда количество жидкого металла, имеющееся в промежуточной емкости 20, отличается от количества металла, необходимого для получения мерных заготовок во всех ручьях, не более чем на массу одной мерной заготовки. Блок разрешения при наличии на входах его сигналов с сигнализатора и с многофункционального прибора выдает одновременно сигнал на входы аналого-цифровых преобразователей 14 для отсчета текущих температур слитка в секциях охлаждения, зафиксированных в данный момент датчиками 15 температуры слитка и на вход блока счетчиков для начала отсчета длины .усадки слитка. Сигналы с аналого-цифровых преобразователей поступают на вход блока 17 деления, ,а с устройства деления сигнал поступает на вход блока 18 умножения в каждой секции охлаждения слитка. Сигналы с устройств умножения всех секций охлаждения слитка поступают на свои входы второго блока общего сумматора, где вычисляется длина усадки слитка в ручье. Сигнал со второго общего су№латора поступает на третий вход блока счетчиков. При обнулении счетчика сигнал поступает на второй вход блока логики , который выдает команду исполнительному механизму 12 на закрытие ручья. Подача металла прекращается последователь.но, начиная с того ручья, в котором сигнал кратности наступил раньще. Последний ручей не прекрывается и в него поступает весь оставшийся жидкий металл. Формула изобретения Устройство для безотходного раскроя слитк-а на машинах непрерывного литья металла, содержгвдее датчик длины слитка, прибор измерения длины слитка, блок суммирования, датчик ввода мерной Длинызаготовки, датчик ввода кратности, общий сумматор, сумматор-анализатор, сигнализатор, датчик веса жидкого металла в промежуточной емкости, блок логики, испсшкительные механизмы для управления стопорами промежуточной емкости, отл ичающееся Тем, .что, с целью безотходного раскроя слитка в конечный период разливки и одновременно увеличения выхода мерных заготовок, для каждой секции охлаждения слитка в ручье дополнительно введены датчики для замера температуры, подключенные на соответствующие входы аналого-цифровых преобра
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления распределением металла по ручьям машины непрерывного литья заготовок | 1985 |
|
SU1294466A1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| Устройство автоматического измерения длины слитка в машине непрерывного литья металла | 1981 |
|
SU1022777A1 |
| Устройство для получения мерных заготовок на машине непрерывного литья металла | 1982 |
|
SU1068216A1 |
| Устройство автоматического управления машиной газовой резки | 1986 |
|
SU1395422A1 |
| Устройство для оптимального распределения металла по изложницам | 1977 |
|
SU710772A1 |
| Устройство управления порезом слитка на установке непрерывной разливки металла | 1986 |
|
SU1377167A1 |
| Устройство автоматического регулирования вторичного охлаждения слитка на машине непрерывного литья металла | 1979 |
|
SU937106A1 |
| Устройство для управления скоростью наполнения кристаллизатора при пуске машин непрерывного литья металла | 1978 |
|
SU737108A1 |
| Устройство для управления режимом работы печи-миксера установки непрерывного литья металлов | 1985 |
|
SU1320633A1 |
