(5) УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ СЛИТКА НА МАШ14НЕ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА
1
Изобретение относится к непрерывному литью металлов и может быть использовано в системах управления режимом вторичного охлаждения на машинах непрерывного литья металла
Известно устройство управления процессом непрерывной разливки,металла, состоящее из регуляторов расхода охлаждающей воды к отдельным секциям зоны вторичного охлаждения, задатчиков расхода, измерителя скорости разливки, воздействующего на задатчики, термопары разового погружения, измеряющей температуру жидкого металла, поданного на машину, нормирующего преобразователь с памятью, запоминающего эту температуру в форме унифицированного тока на выходе, задатчика номинальной температуры жидкого металла, алгебраического сумматора, на выходе которого выделяется разность между заданным для данной варки значения
температуры жидкого металла и фактической температурой металла, подведенного к машине, распределителя сигналов, который распределяет сйгJ нал разности с различными коэффициентами пропорциональности по задатчикам расхода отдельных секций зоны вторичного охлаждения lj.
Наиболее близким к изобретению
fO по технической сущности является устройство управлен1|1я процессом непрерывной разливки металла, состоящее из регулятора расхода охлаждающей воды к отдельной секции зоны
15 вторичного охлаждения, измерителя расхода охлаждающей воды, подключенного к одному из входов регулятора, регулятора температуры поверхности слитка первый вход которого соеди20нен.с выходом измерителя температуры поверхности слитка, второй - с за датчиком температуры поверхности слитка, измерителя скорости разливки, воздействующего на регулятор расхода охлаждающей воды f2J.
Недостатком устройства является то, что оно не учитывает возможный перегрев жидкого металла. При перегреве жидкого металла над температурой ликвидуса скорость нарастания затвердевшей корочки металла в машине непрерывного литья металла замедляется (в среднем на каждые 5 С перегрева скорость нарастания корочки падает на 8-10). В более тЬнкой корочке уже небольшие термические напряжения могут вызвать появление трещин, приводящих.к прорыву металла.
Цель изобретения - повышение однородности внутренней структуры непрерывного слитка и улучшение его качества.
Поставленная цель достигается тем, что в устройство автоматического регулирования вторичного охлаждения слитка, содержащее регулятор расхода охлаждающей водь к отдельной секции зоны вторичного охлаждения, измеритель-расхода охлаждающей воды, подключенный к одному из входов регулятора расхода охлаждающей воды, регулятор температуры поверхности слитка, первый вход которого соединен с выходом измерител температуры поверхности слитка, второй - с задатчиком температуры поверхности слитка, а выход - с вторым входом регулятора расхода охлаждающей воды, измерите/1ь скорости разливки, введены последбвательно соединенные термопара разового погружения, измеряющая температуру жидкого металла в промежуточной емкости, нормирующий преобразователь с памятью, запоминающий эту температуру в форме унифицированного сигнала на выходе, алгебраический сумматор, p iпределитель сигналов по различным секциям зоны вторичного охлаждения, ограничитель сигнала, подключенный к одному из выходов распределителя, второй алгебраический сумматор, к первому входу которого подключен выход ограничителя сигнала, к второму - измеритель скорости разливки, выход второго алгебраического сумматора связан с третьим входом регулятора расхода охлаждающей воды, задатчик номинальной температуры жидкого металла, подключенный к второму входу сумматора.
В качестве сумматоров, задатчиков, распределителей сигнала, и т.д. могут быть использованы серийные блоки серии АКЭСР. Передаточная функция ограничителя имеет следующий вид: it Кх, при X А; у КА, при X «г Л. В качестве датчиков температуры жидкого металла - отечественные серийные сменные блоки ТПР-2075.
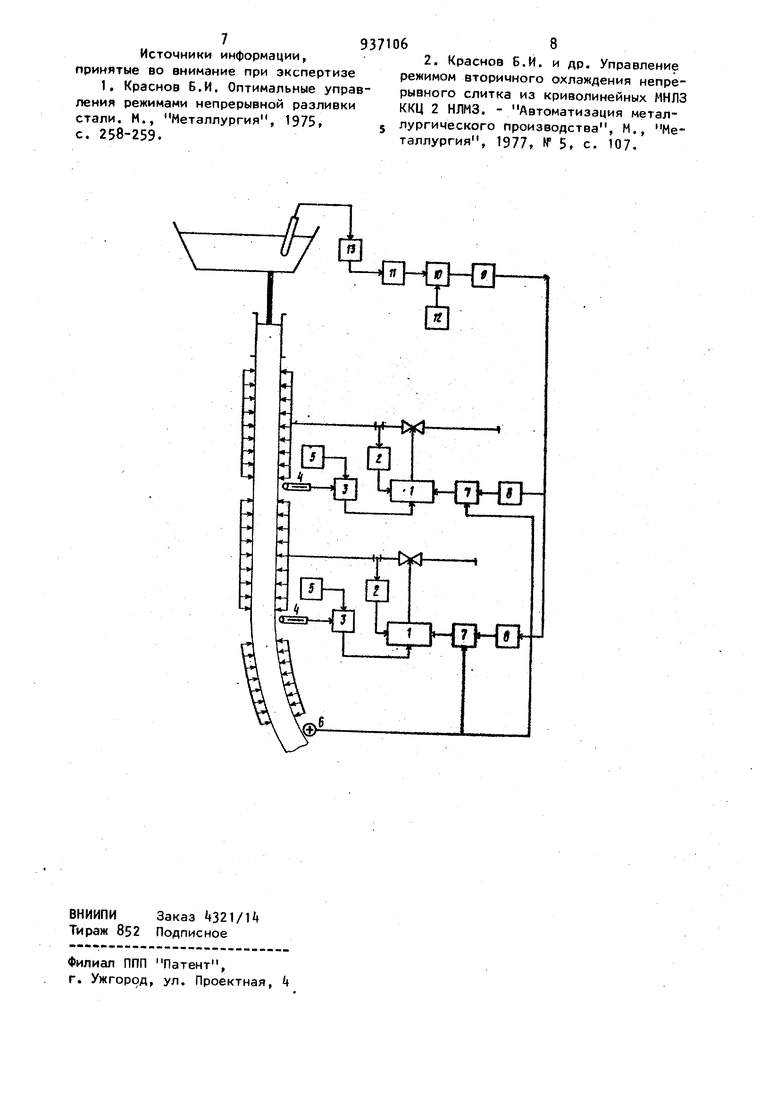
На чертеже изображена блок-схема устройства.
Устройство содержит,регулятор 1 расхода охлаждающей воды к отдельной секции зоны вторичного охлаждения, измеритель 2 расхода охлаждающей воды, подключенный на первый вход регулятора 1, регулятор 3 температуры поверхности слитка, подключенный на второй вход регулятора 1 охлаждающей воды, измеритель температуры поверхности слитка, выход которого соединен с первым входом регулятора 3 температуры поверхности слитка, задатчик 5 номинальной температуры.поверхности слитка, подключенный к второму входу регулятора 3 температуры, измеритель 6 скорости разливки, алгебраический сумматор 7 на первый вход которого подсоединен измеритель 6, а выход соединен с третьим входом регулятора 1 охлаждающей воды, ограничитель 8 сигналов, подключенный к второму входу алгебраического сумматора 7 распределитель 9 сигналов, распределяющий разность между фактической и номинальной температурой жидкого металла по ограничителям 8 сигналов, второй алгебраический сумматор 10, подключенный к входу распределителя 9 сигналов, нормирующий преобразователь 11 с° памятью, запоминающий температуру жидкого металла в промежуточной ем-, кости и подключенный к первому входу алгебраического сумматора 10, задатчик 12 номинальной температуры жидкого металла, подключенный к второму входу алгебраического сумматора 10, термопара 13 разового погружения, подключенная на вход нормирующего преобразователя П с памятью.
Устройство работает следующим образом.
Рассматривается работа одного ручья и одной секции в этом ручье, работа остальных ручьев и секций аналогична. 5 В процессе разливки сигнал с тер мопары 13 разового погружения, изме ряющей температуру жидкого металла в промежуточной емкости, через нормирующий преобразователь 11, запоми нающий эту температуру в форме унифицированного сигнала, поступает на сумматор 10. На другой вход суммато ра 10 поступает сигнал с задатчика12, пропорциональный номинальной те пературе жидкого металла. Полученные на сумматоре 10 разность между заданным для данной марки значением температуры жидкого металла и факти ческой температурой металла поступа на распределитель 9 сигналов для пе редачи воздействия одновременно на ограничители 8 сигналов всех секций зоны вторичного охлаждения. На выход ограничителя 8 сигналов имеем в зависимости от величины входного сигна ла либо постоянный сигнал (если отсутствует перегрев металла), либо сигнал, пропорциональный выходному сигналу распределителя 9, т.е. перегреву металла. С ограничителя 8 сигнал поступает на первый вход алгебраического сумматора 1, на другой вход алгебраического сумматора 7 поступает сигнал с измерителя 6 скорости разливки. Полученный на втором входе сумматора 7 сигнал, скорректированный с учетом начального перегрева металла, поступает на первый вход регулятора 1 расхода охлаждающей воды, . На второй вход регулятора 1 охлаждающей ВОДЬ поступает сигнал с регулятора 3 температуры поверхности слитка, зависящий от разности между номинальной температурой поверхности слитка, поступающей на регулятор 3 с задатчика 5 и фактической поступающей на регулятор 3 с измерителя k температуры поверхности слитка. Сигналы с второго входа алгебраического сумматора 7 и регулятора 3 температуры поверхности слитка образуют на регуляторе 1 охлаждающей воды суммарное задание. На третий вход регулятора 1 охлаждающей воды поступает сигнал с измерителя 2 расхода воды. В зависимости от разности между заданным и измеренным расхо дами воды регулятор 1 вырабатывает управляющие воздействия, убирающие имеющееся рассогласование. 6 Преимуществом предлагаемого устройства является то, что оно позволяет повысить однородность внутренней структуры слитка за счет дополнительного введенного блока контроля перегрева ; идкого металла, подведенного к машине. Экономический эффект от внедрения изобретения составляет 120 тыс. рублей. Формула изобретения Устройство автоматического регулирования вторичного охлаждения слитка на машине непрерывного литья металла, содержащее регулятор расхода охлаждающей воды к отдельной секции зоны вторичного охлаждения, измеритель расхода охлаждающей воды, подключенный к одному из входов регулятора расхода охлаждающей воды, регулятор температуры поверхности слитка, первый вход которого соединен с выходом измерителя температуры поверхности слитка, второй - с задатчиком температуры поверхности слитка, а выход - с вторым входом регулятора расхода охлаждающей воды, измеритель скоскорости разливки, отличающееся тем, что, с целью повышения однородности внутренней структуры непрерывного слитка и улучшения его качества, оно дополнительно содержит термопару разового погружения, нормирующий преобразователь с памятью, алгебраический сумматор, распределитель сигналов по различным секциям зоны вторичного охлаждения, ограничитель сигнала, задатчик номинальной температуры разливаемого металла, второй алгебраический сумматор, причем выход термопары соединен с входом нормирующего преобразователя, выхо которого соединек с входом сумматора, другой вход которого соединен с выходом задатчика номинальной температуры жидкого металла, а выход - с входом распределителя сигналов, выход с распределителя сигналов соединен с входом ограничителя сигналов, выход которого соединен с входом второго сумматора, другой вход которого соединен с измерителем скорости, а выход - с регулятором расхода охлаждающей жидкости.
7937106
Источники информации, принятые во внимание при экспертизе 1, Краснов Б.И. Оптимальные управления режимами непрерывной разливки стали. М., Металлургия, 1975, с. 25в-259.
2. Краснов Б.И. и др. Управление режимом вторичного охлаждения непрерывного слитка из криволинейных МНЛЗ
II
ККЦ 2 НЛМЗ.
Автоматизация металлургического производства, М., Металлургия, 1977, № 5, с. 107.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
| Устройство для автоматического регулирования расхода воды в зоне вторичного охлаждения установки непрерывной разливки металлов | 1976 |
|
SU620332A1 |
| Способ автоматического регулирования охлаждения слитка на установке непрерывной разливки металла | 1976 |
|
SU593813A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1985 |
|
SU1320011A1 |
| Устройство автоматического управления расходом воды в зоне вторичного охлаждения в установке непрерывной разливки металла | 1984 |
|
SU1166889A1 |
| Способ автоматического управления процессом непрерывной разливки металлов и устройство для его осуществления | 1988 |
|
SU1650337A1 |
| Устройство автоматического управления тепловым режимом зоны вторичного охлаждения на установках непрерывной разливки металла | 1980 |
|
SU889270A1 |
| Устройство автоматического управления охлаждением слитка на установке непрерывной разливки металла | 1976 |
|
SU599916A1 |
| Способ автоматического управления установкой непрерывной разливки металла | 1978 |
|
SU685420A1 |
И
гЕЫЗ-0
