(54) ЛИНИЯ ДЛЯ ФУТЕРОВКИ ЖЕЛОБОВ Изобретение относится к области черной металлургии, а именно к устройствам для футеровки желобов. Известно устройство для футеровки металлургических емкостей, содер жащее бункера, дозаторы, смеситель, направляющие рукава, подающие массу в зазор мезаду стенкой емкости и шаб лоном. К недостаткам данного устройства можно отнести: невозможность изготовления футеровки емкостей с разно высоким профилем бортов; невозможность изготовления футеровки емкостей , имеющих контур неправильной геометрической формы; ограниченность возможностей, выражаклдаяся в изготов лении- футеровки только стен емкостей Наиболее близким техническим решением из известных является уставов ка для футеровки сталевыпускных желобов, содержащая бункера,дозаторы, бак для затворителя, двухвальный шнековый смеситель, телескопический распределительный лоток, по которому огнеупорная масса самотеке поступает в зазор между корпусом желоба и установленным в нем шаблоном. Кнедостаткам зтой установки можно отнести: невозможность изготовления футеровки желобов с разновысоким профилем бортов; снижение качества футеровки в результате неравномерного распределения футеровочной массы по всему объему желоба с помощью распределительного лотка, а также из-за отсутствия уплотнения футеровки. Цель изобретения - повышение качества футеровки желобов. Достигается.это тем, что она снабжена расположеиньм за смесителем устройстве наклона железа, содержащим платформу, установленную с возможностью возвратно-поступательного движения, а также устройством для формования футеровки, закрепленном на желобе и содержащем крышку с расположенной под смесителем воронкой, на днище которой установлен затвор, при этом затвор воронки связан системой дистанционного управления с питателями, дозаторе и устройством наклона желоба при этом устройство для формования футеровки выполнено в виде секционного корпуса со встроенными в секции шаблонами и закрепленными вдоль продольной оси вибраторами, при этом секции связаны между
собой гибкой связью, а корпус снабже зажимами.
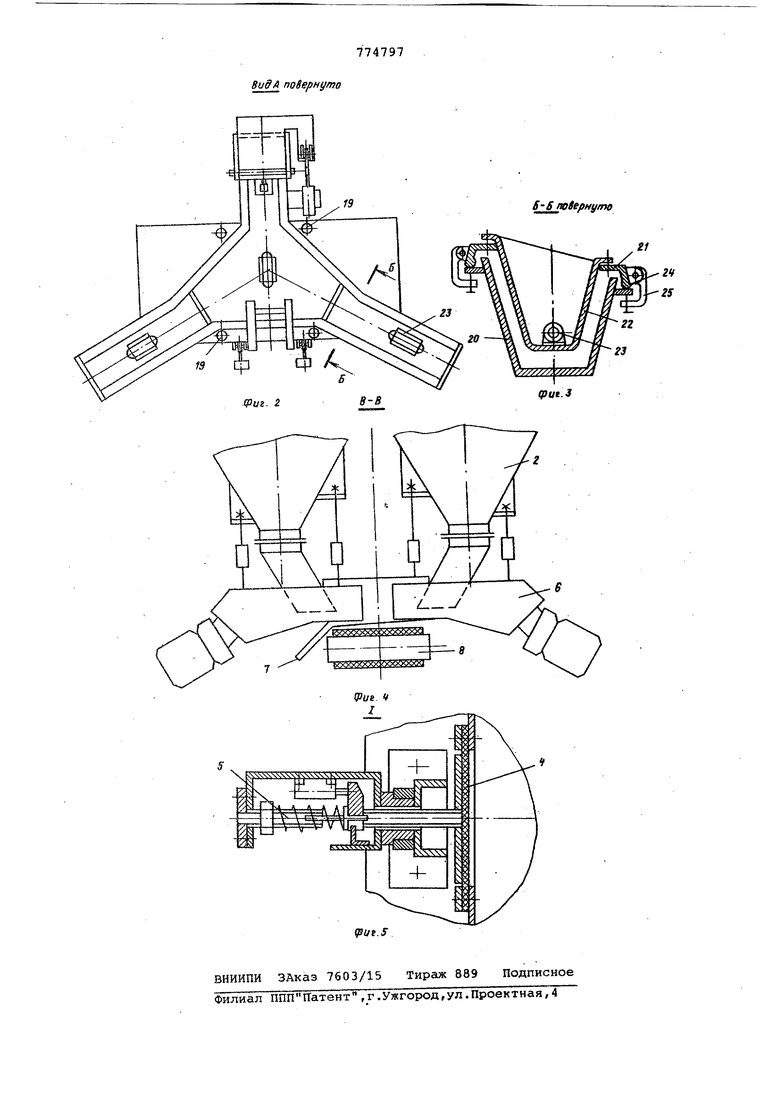
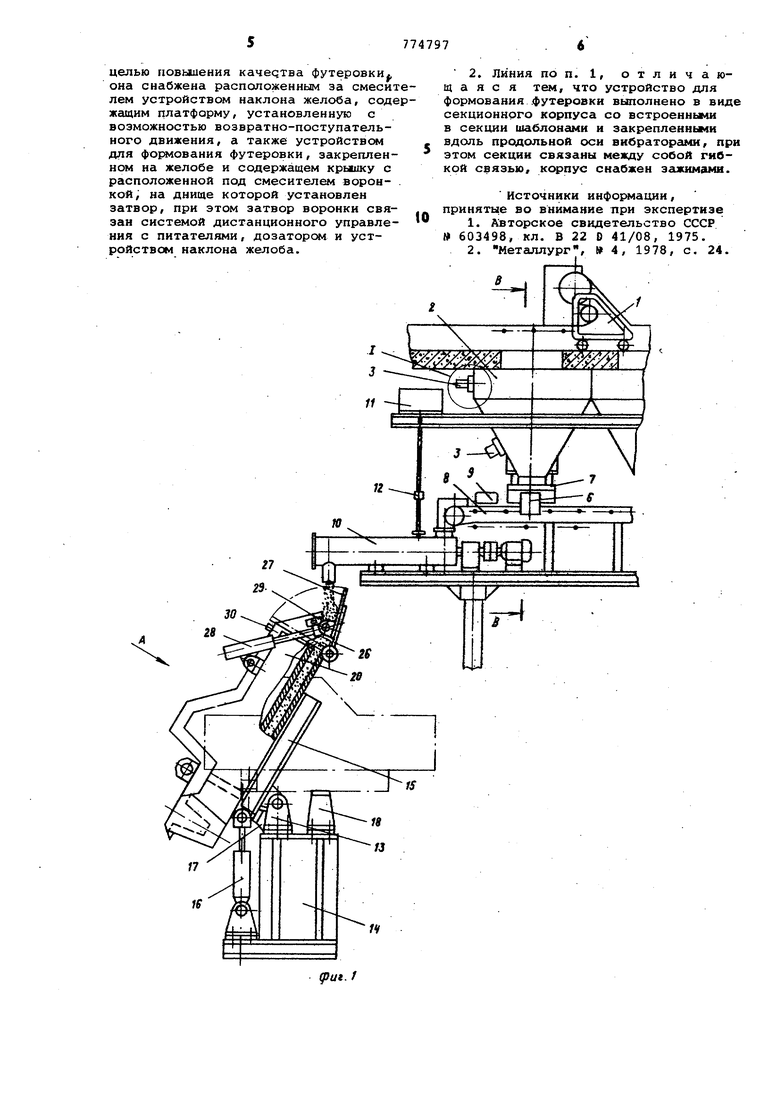
На фиг. 1 показана линия, общий вид; на фиг. 2-вид А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2, на фиг. 4 -разрез В-В на фиг. 1 на фиг. 5 - узел 1 на фиг. 1.
Линия содержит саморазгружающуюся тележку 1, бункера 2 с закрепленными на них датчиками 3 нижнего и верхнего уровней материала, выполненные в виде эластичных мембран 4, имеющих пружинно-рычажную систему 5, электрически связанную с приводом управления саморазгружающейся тележки 1, питатели 6, грохоты 7, ленточный транспортер 8, магнитный сепаратор 9 двухвальный смеситель 10,.бак 11 и дозатор 12 для затворителя.
Кроме тоГо, линия снабжена устройством 13-для наклона желоба, имеющим 14, платформу 15, привод 16 упоры 17 и 18.
На платформе 15 расположены фиксаторы 19, служащие для установки на ней корпуса желоба 20, на котором установлена крнлшка 21, выполненная и секций со встроенными в них шаблонами 22 , связанными между собой гибкой связью, с закрепленными вдоль продольной оси секций вибраторами 23 Крышка у основания имеет опоры 24 и зажимы 25, служащие для крепления ее на корпусе желоба. На торце крышки 21 расположена воронка-затвор 26, представляющая собой воронку с подвижным днищем 27, соединенным с приводом 28. Воронка затвор снабжена датчиком 29 верхнего уровня массы в заполняемой полости, по конструкции ансшогичным датчикам 3 и конечным выключателем 30, связанным с системой управления -приводом 16 устройство 13 для наклона желоба.
Линия работает следующим образом Компоненты огнеупорной системы подают в бункера 2 с помощью саморазгружающейся тележки 1 до уровня эластичной;-: мембраны 4 датчика 3 верхнего уровня материала. Под воздействием материала мембрана 4 изгибается и воздействует на пружиннорычажную систему 5, электрически связанную с системой управления приводом саморазгружающейся тележки 1, прекращакадей загрузку бункера. Аналогично- система действует, когда бункер освобождается от материала, при этом срабатьшает датчик 3 нижнего уровня материала и бункер загружается.
Из бункеров 2 огнеупорный порошо подают питателями 6 через грохоты 7 на ленточный транспортер 8j над лентой которого установлен магнитный сепаратор 9. С транспортера материал поступает в двухваильный смеситель 10, сюда же подается жидкий затворитель из бака 11 через дозат.о
12. Приготовленная футеровочная масса непрерывно подается из течки смесителя 10. Через воронку-затвор 26 в полость, образованную корпусом желоба 20, крьаикой 21 и шаблоном 22. е В процессе заполнения полости массой работают-вибраторы 23, обеспечивающие равномерное распределение массы по всей полости. Кремле того, для предотвращения возможного
зависания массы на стенках полости производят периодическое встряхивание корпуса желоба 20 за счет возвратно-поступательных движений платформы 15 с ударами на упор 17, осуществляемые приводом 16, устройства
5 13 для наклона желоба.
После заполнения полости футеровочной массой срабатывает датчик 29 , который подает сигнал на отключение подачи материалов и затворителя, а
0 также на включение привода 28, который поворачивает подвижное днище 27, закрывая воронку-затвор 26. После закрытия затвора конечный выключатель 30 включает привод 16 устройства 13 для наклона желоба, который опускает платформу 15 в горизонтальное положение до упора 18. В этом положении производят окончательное виброуплотнение футеровки с помсицью
Q вибраторов 23. После затвердевания футеровки извлекают крышку 21 с шаблонами 22, а желоб передают на сушку. Линия готова к изготовлению футеровки очередного желоба. Наличие в
линии устройства для наклона желоба
с возможностью возвратно-поступательного движения платформы, устройства для формования футеровки, закрепленного на корпусе желоба и представляющего собой крышку, выполненную из
0 секций со встроенными в них шаблоНс1ми и вибраторами воронки-затвора, расположенной на торце желоба, позволяют изготовить футеровку желобов с разновысоким профилем бортов.
5 Качественную футеровку получают благодаря воздействию ви-брации и встряхивания желоба в процессе заполнения футеровочной массой полости для футеровки, а также при окончаQтельном виброуплотнении ее в горизонтальном положении.
Наличие системы дистанционного управления механизма линии и их блокировка позволяют автоматизировать процесс изготовления футеровки желобов.
Формула изобретения
Линия для футеровки желобов, содержащая установленные по ходу технологического процесса кинематически связанные между собой бункера, питатели, грохоты, магнитный сепаратор, смеситель, бак, дозатор и шаблон, отличающаяся тем, что, с целью повыиения качедтва футеровки, она снабжена расположенным за смесит лем устройством наклона желоба, соде жащим платформу, установленную с возможностью возвратно-поступательного движения, а также устройством для фОЕЖования футеровки, закрепленном на желобе и содержащем крынку с расположенной под смесителем воронкой, на днище которой установлен затвор, при этом затвор воронкн связан системой дистанционного управления с питателями, дозатором и устройством наклона желоба. 2. Линия по п. 1, отличающаяся тем, что устройство для формования .футеровки выполнено в виде секционного корпуса со встроенными в секции шаблонами и закрепленными вдоль продольной оси вибраторами, при этом секции связаны между собой гибкой связью, корпус снабжен зажимами. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 603498, кл. В 22 В 41/08, 1975. 4, 1978, с. 24. Л/ - gfcL
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФУТЕРОВКИ ПРИБЫЛЬНЫХ НАДСТАВОК ИЗЛОЖНИЦ | 1971 |
|
SU316526A1 |
| Устройство для футеровки ковшей | 1977 |
|
SU766742A1 |
| Поточная линия для футеровки металлургических ковшей | 1986 |
|
SU1379089A1 |
| Установка для футерования металлургических ковшей | 1981 |
|
SU997981A1 |
| Установка для футеровки металлургических ковшей | 1980 |
|
SU893402A1 |
| Устройство для набивки футеровки | 1990 |
|
SU1747839A1 |
| Устройство для футеровки продувочных фурм | 1987 |
|
SU1530329A1 |
| Устройство для футеровки металлургических ковшей | 1977 |
|
SU737129A1 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 1993 |
|
RU2089807C1 |
| Установка для футеровки центровки | 1976 |
|
SU662248A1 |