Изобретение относится к металлургии, в частности к устройствам для набивки футеровки тигельных печей и емкостей цилиндрической формы.
Известно устройство для набивки футе- ропки индукционных тигельных печей, содержащее размещенные на платформе уплотняющие элементы в виде зубчатых дисков, свободно насаженных на ось, связанную с виброштангой, вибровозбудителем и механизмом подъема, телескопический питатель, электродвигатель и бункер.
Вал электродвигателя соединен последовательно механическими передачами с ходовыми колесами платформы и канатным барабаном механизма подъема виброштанги и труб телескопического питателя. Платформа устройства выполнена в виде плиты с подвижной вертикальной геометрической осью, а бункер установлен на оси платфор- мы.
Однако известное устройство не обеспечивает равномерной набивки футеровки и сложно по своему конструктивному исполнению.
Известно также устройство для набивки футеровки, содержащее шаблон, платформу, кольцевой уплотнитель с трамбующей поверхностью, соединенный вертикальными штангами с виброплатформой.
Однако в этом устройстве для засыпки каждого слоя футеровки необходимо перед его засыпкой удалять кольцевой уплотнитель из печи, что в конечном итоге приводит к ухудшению качества футеровки,
Цель изобретения - повышение качества набивки.
Для этого в известном устройстве, содержащем шаблон, виброплатформу, кольцевой уплотнитель с трамбующей поверхностью, соединенный вертикальными штангами с виброплатформой, трамбующая поверхность кольцевого уплотнителя Шеет нивелиры-рыхлители, вертикальные штанги выполнены полыми с открытым ниж- ним торцом, а кольцевой уплотнитель выполнен перфорированным, при этом отношение верхнего диаметра шаблона в его цилиндрической части к внутреннему диаметру кольцевого уплотнителя находит- ся в пределах от 1:0,005 до 1:0,2.
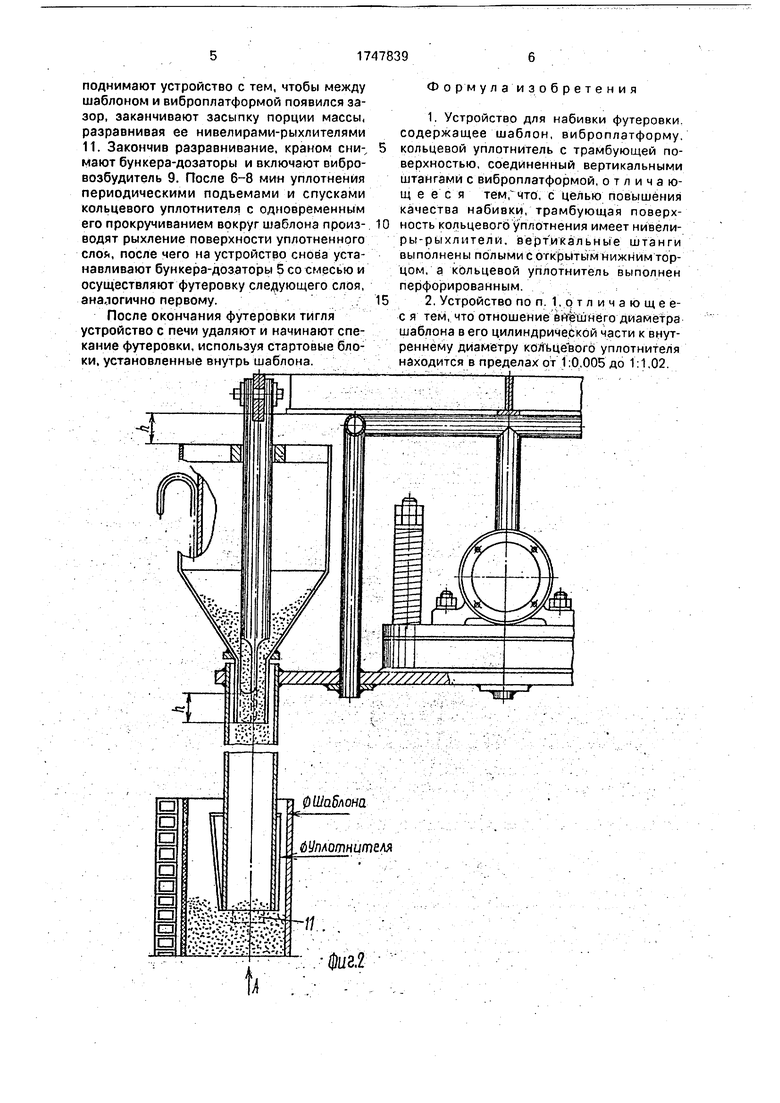
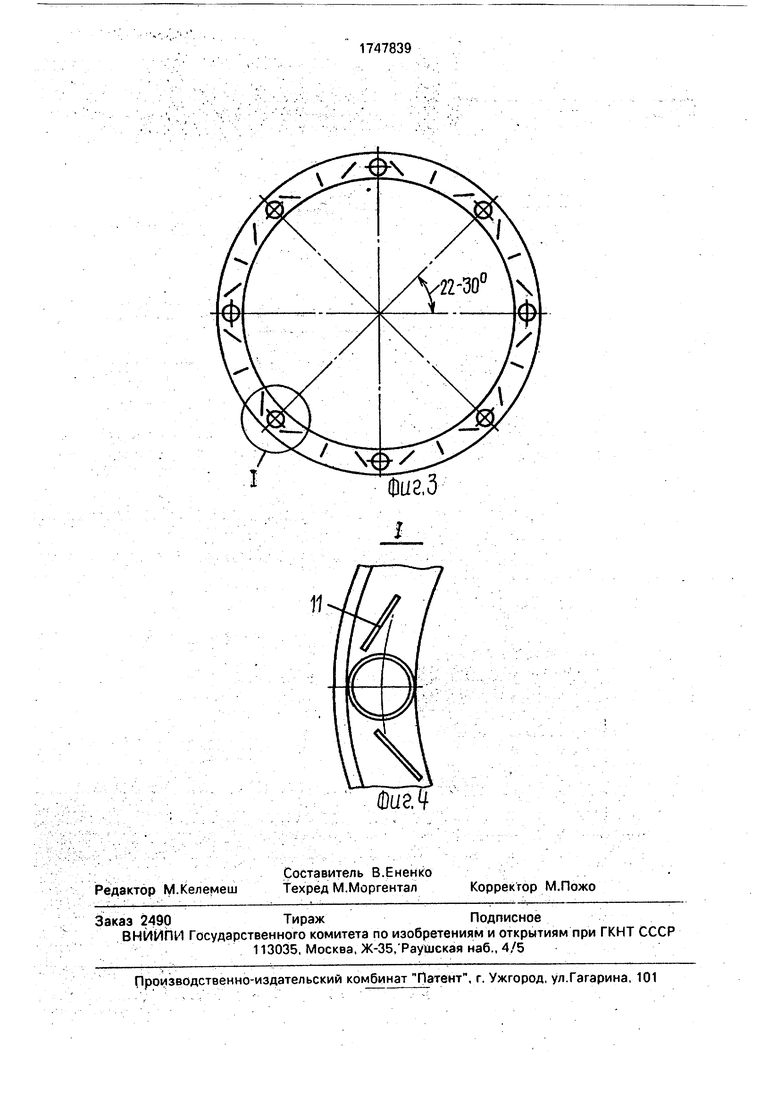
На фиг. 1 показано устройство в разрезе, общий вид; на фиг. 2 - расположение бункеров-дозаторов и кольцевого уплотнителя с нивелирами-рыхлителями; на фиг. 3расположение нивелиров-рыхлителей на трамбующей поверхности кольцевого уплотнителя; на фиг. 4 - узел I на фиг. 3.
Устройство содержит шаблон 1, верхняя часть которого цилиндрическая, а нижняя - конусная, стартовые груз-блоки 2, кольцевой уплотнитель 3, уплотняющая поверхность которого перфорирована пропущенными через него полыми штангами 4.
Полые штанги 4 расположены относительно шаблона 1 с зазором 4-16 мм, который позволяет использовать штанги 4 как центрирующее устройство, предотвращающее перекосы кольцевого уплотнителя при работе вибровозбудителя.
Для засыпки футеровочного материала установлены бункера-дозаторы 5, снабженные стопорами 6, все хвостовики которых соединены с крестовиной 7, под которой находится опора 8, установленная вместе с вибровозбудителем 9 на виброплатформе 10. Кольцевой уплотнитель снабжен нивелирами-рыхлителями 11, расположенными на его трамбующей поверхности. Установлено, что площадь трамбующей поверхности составляет 0,55-0,75 площади поперечного сечения футеровки тигля в его цилиндрической части, а отношение внешнего диаметра шаблона к его цилиндрической части к внутреннему диаметру кольцевого уплотнителя находится в пределах от 1:0,005 до 1:1,02.
При отношении, например, 1,03 и больше в момент пуска печи происходит отклонение поверхности футеровки тигля на глубину зазора между шаблоном и кольцевым уплотнителем. При уменьшении соотношения ниже 1,005 затруднено использование устройства из-за малого зазора между шаблоном и уплотнителем.
Футеровка печи с помощью указанного устройства осуществляется следующим образом,
На уплотненную футеровку подины устанавливают шаблон 1. в который загружают стартовые груз-блоки 2. После этого грузоподъемным механизмом, например мостовым краном, устройство устанавливают в печь в рабочее положение, при этом кольцевой перфорированный уплотнитель 3 с вертикальными полыми штангами 4 располагается снаружи шаблона 1, а виброплатформа 10 спускается на шаблон 1. После этого устройство отцепляют, краном зачаливают бункера-дозаторы 5, предварительно заполненные необходимым количеством массы, подводят их к печи так, чтобы они оказались чуть выше виброплатформы, затем центрируют и опускают с тем, чтобы горловины дозаторов 5 вошли в полости штанг 4. В это время крестовина 7 касается опоры 8 и приподнимает стопоры 6 из горловины воронок на величину хода (фиг. 2), после чего масса по полым штангам поступает в полость вокруг шаблона. Затем мос- товой кран перецепляют снова на вибратор,
поднимают устройство с тем, чтобы между шаблоном и виброплатформой появился зазор, заканчивают засыпку порции массы, разравнивая ее нивелирами-рыхлителями 11. Закончив разравнивание, краном снимают бункера-дозаторы и включают вибровозбудитель 9. После 6-8 мин уплотнения периодическими подъемами и спусками кольцевого уплотнителя с одновременным его прокручиванием вокруг шаблона производят рыхление поверхности уплотненного слоя, после чего на устройство снова устанавливают бункера-дозаторы 5 со смесью и осуществляют футеровку следующего слоя, аналогично первому.
После окончания футеровки тигля устройство с печи удаляют и начинают спекание футеровки, используя стартовые блоки, установленные внутрь шаблона.
Формула изобретения
1. Устройство для набивки футеровки содержащее шаблон, виброплатформу,
кольцевой уплотнитель с трамбующей поверхностью, соединенный вертикальными штангами с виброплатформой, отличающееся тем, что, с целью повышения качества набивки, трамбующая поверхность кольцевого уплотнения имеет нивели- ры-рыхлителм, вертикальные штанги выполнены полыми с открытым нижним торцом, а кольцевой уплотнитель выполнен перфорированным.
2. Устройство по п. 1, о т л и ч а ю щ е е- с я тем, что отношение внешнего диаметра шаблона в его цилиндрической части к внутреннему диаметру кольце вого уплотнителя находится в пределах от 1:0,005 до 1:1,02.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 1991 |
|
RU2016366C1 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 2000 |
|
RU2195613C2 |
| УСТРОЙСТВО ДЛЯ ВИБРОУПЛОТНЕНИЯ ФУТЕРОВОЧНЫХ ПОРОШКОВ | 2001 |
|
RU2210709C2 |
| С-.СЕСОЮЗНАЯ I ПДТ^Й.КО-11.ЛЙГ:[СН^^4 | 1973 |
|
SU368461A1 |
| Устройство для футеровки ковшей | 1977 |
|
SU766742A1 |
| УСТАНОВКА ДЛЯ НАБИВКИ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 1970 |
|
SU260836A1 |
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| Установка для ремонта футеровок металлургических емкостей | 1980 |
|
SU1056524A1 |
| Установка для набивки футеровки ковшей | 1978 |
|
SU698724A1 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 1970 |
|
SU261421A1 |
Устройство для набивки футеровки имеет кольцевой уплотнитель 3, соединенный полыми вертикальными штангами 4 с виброплатформой 10 и имеющий на трамбующей поверхности нивелиры-рыхлители для устранения сегрегации крупных фракций массы на поверхности каждого слоя, что повышает стойкость тигля. 1 з.п. ф-лы, 4 ил ч (Л С XI XI 00 со о
-«sL
. -фиг.2
Шаг
| Устройство для набивки футеровки индукционной печи | 1978 |
|
SU703741A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
