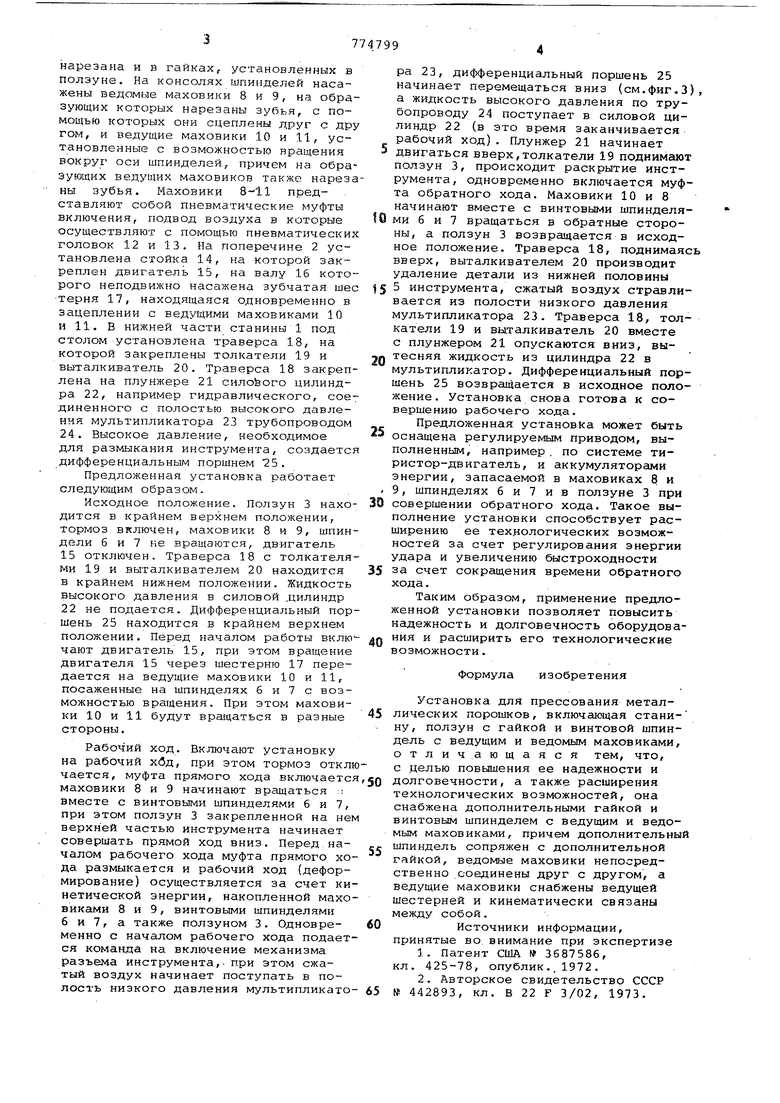
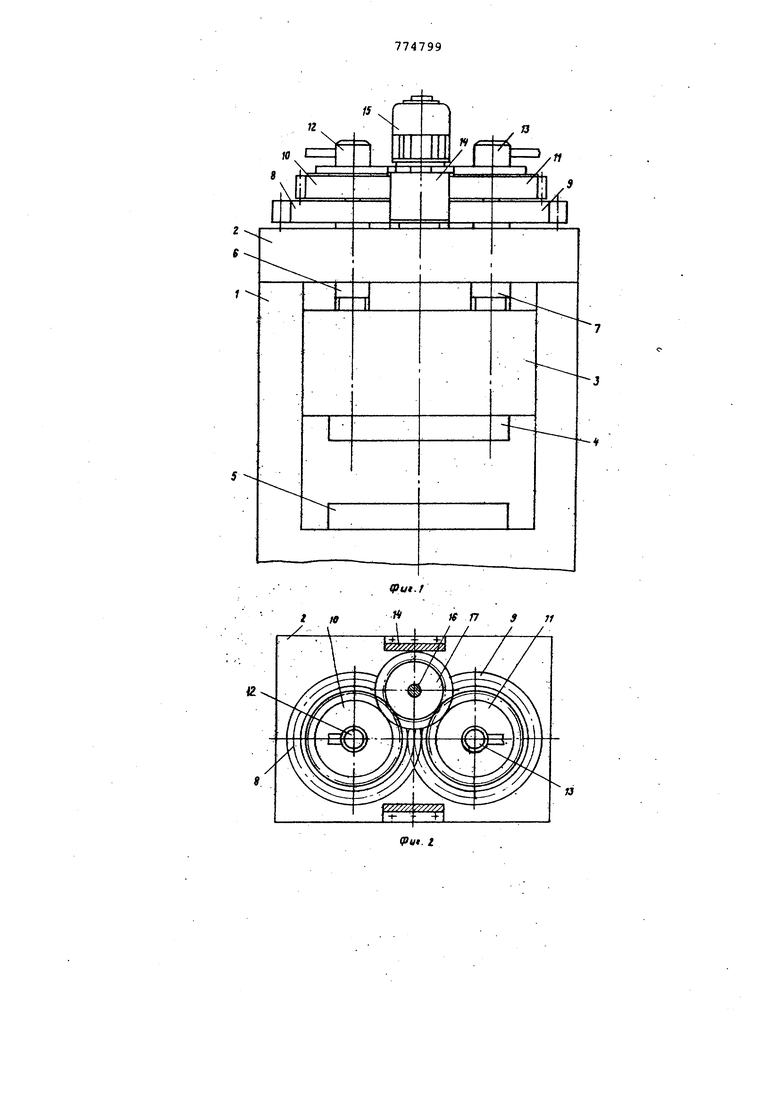
Изобретение относится к области порошковой металлургии, в частности к установкам для прессования металлических порошков. Известна установка для прессовани металлических порошков, включающая станину и ползун, снабженный гидравлическим приводом ij . К недостаткам данной установки относится низкая надежность, обуслов ленная применением сложных кинематических схем взаимодействия между эле ментами установки. Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является установка для прессования металлических порошков, вклю чающая станину, ползун с гайкой и винтовой шпиндель с ведущим и ведомым маховиками 2 . К недостаткам данной установки от носятся низкие надежность и долговеч ность, что связано с возникновением эксцентричных нагрузок в системе ишиндель-гайка в процессе прессования, а также ограниченные технологические возможности, обусловленные требованием прессования заготовок с одним переходом. Целью изобретения являются повышения надежности и долговечности установки, а также расширение технологических возможностей. Для этого она снабжена дополнитёльньми гайкой и винтовьзм шпинделем с ведущим и ведомым маховиками, причем дополнительный шпиндель сопряжен с дополнительной гайкой, ведомые маховики непосредственно соединены друг с другом, а ведущие маховики снабжены ведущей шестерней и кинематически связаны между собой. На фиг. 1 представлена установка, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - кинематическая схема установки. Установка включает станину 1, верхнюю поперечину 2, ползун 3 с прикрепленной к.нему верхней частью 4 рабочего инструмента, нижнюю часть 5 инструмента, две гайки, установленные в ползуне и находяючиеся в кинематической связи с винтовыми шпинделями 6 и 7, установленными на подшипниках в поперечине 2. Шпиндели выполнены с несамотормозящейся многозаходной резьбой (на одном левая, на другом - правая резьба). Соответствующая резьба
нарезана и в гайках, установленных в ползуне. На консолях шпинделей насажены ведомые маховики 8 и 9, на образующих которых нарезаны зубья, с помощью которых они сцеплены друг с дру гом, и ведущие маховики 10 и 11, установленные с возможностью вращения вокруг оси шпинделей, причем на образующих веддущих маховиков также нарезаны зубья. Маховики 8-11 представляют собой пневматические муфты включения, подвод воздуха в которые осуществляют с помощью пневматических головок 12 и 13. На поперечине 2 установлена стойка 14, на которой закреплен двигатель 15, на валу 16 которого неподвижно насажена зубчатая шее терня 17, находящаяся одновременно в зацеплении с ведущими маховиками 10 и 11. В нижней части станины 1 под столом установлена траверса 18, на которой закреплены толкатели 19 и выталкиватель 20. Траверса 18 закреплена на плунжере 21 снлоЬого цилиндра 22, например гидравлического, соединенного с полостью высокого давления мультипликатора 23 трубопроводом 24. Высокое давление, необходимое для размыкания инструмента, создается дифференциальным поршнем 25.
Предложенная установка работает следующим образом.
Исходное положение. Ползун 3 находится в крайнем верхнем положении, тормоз включен, маховики 8 и 9, шпиндели 6 и 7 не вращаются, двигатель 15 отключен. Траверса 18 с толкателями 19 и выталкивателем 20 находится в крайнем нижнем положении. Жидкость высокого давления в силовой ,цилиндр 22 не подается. Дифференциальный поршень 25 находится в крайнем верхнем положении. Перед началом работы включают двигатель 15, при этом вращение двигателя 15 через шестерню 17 передается на ведущие маховики 10 и 11, посаженные на шпинделях б и 7 с возможностью вращения. При этом маховики 10 и 11 будут вращаться в разные стороны.
Рабочий ход. Включают установку на рабочий хсЗд, при этом тормоз отклчается, муфта прямого хода включаетс маховики 8 и 9 начинают вращаться :i вместе с винтовыми шпинделями 6 и 7, при этом ползун 3 закрепленной на не верхней частью инструмента начинает совершать прямой ход вниз. Перед началом рабочего хода муфта прямого хода разгуцлкается и рабочий ход (деформирование) осуществляется за счет кинетической энергии, накопленной маховиками 8 и 9, винтовыми шпинделями б и 7, а также ползуном 3. Одновременно с началом рабочего хода подается команда на включение механизма разъема инструмента,, при этом сжатый воздух начинает поступать в полость низкого давления мультипликатоpa 23, дифференциальный поршень 25 начинает перемещаться вниз (см.фиг.3 а жидкость высокого давления по трубопроводу 24 поступает в силовой цилиндр 22 (в это время заканчивается рабочий ход). Плунжер 21 начинает двигаться вверх,толкатели 19 поднимаю ползун 3, происходит раскрытие инструмента, одновременно включается муфта обратного хода. Маховики 10 и 8 начинают вместе с винтовыми шпинделями б и 7 вращаться в обратные стороны, а ползун 3 возвращается в исходное положение. Траверса 18, поднимая вверх, выталкивателем 20 производит удаление детали из нижней половины 5 инструмента, сжатый воздух стравливается из полости низкого давления мультипликатора 23. Траверса 18, толкатели 19 и выталкиватель 20 вместе с плунжером 21 опускаются вниз, вытесняя жидкость из цилиндра 22 в мультипликатор. Дифференциальный поршень 25 возвращается в исходное положение. Установка снова готова к совершению рабочего хода.
Предложенная установка может быть оснащена регулируемым приводом, выполненным, например . по системе тиристор-двигатель, и аккумуляторами энергии, запасаемой в маховиках 8 и 9, шпинделях 6 и 7 и в ползуне 3 при совершении обратного хода. Такое выполнение установки способствует расширению ее технологических возможностей за счет регулирования энергии удара и увеличению быстроходности за счет сокращения времени обратного хода.
Таким образом, применение предложенной установки позволяет повысить надежность и долговечность оборудования и расширить его технологические возможности.
Формула изобретения
Установка для прессования металлических порошков, включающая станину, ползун с гайкой и винтовой шпиндель с ведущим и ведомым маховиками, отличающаяся тем, что, с целью повышения ее надежности и долговечности, а также расширения технологических возможностей, она снабжена дополнительными гайкой и винтовым шпинделем с ведущим и ведомым маховиками, причем дополнительны шпиндель сопряжен с дополнительной гайкой, ведомые маховики непосредственно соединены друг с другом, а ведущие маховики снабжены ведущей шестерней и кинематически связаны между собой.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3687586, кл. 425-78, опублик.. 1972.
2.Авторское свидетельство СССР № 442893, кл. В 22 F 3/02, 1973.
«
VI
V
LI
2 6
а
/ftb/«
/
аи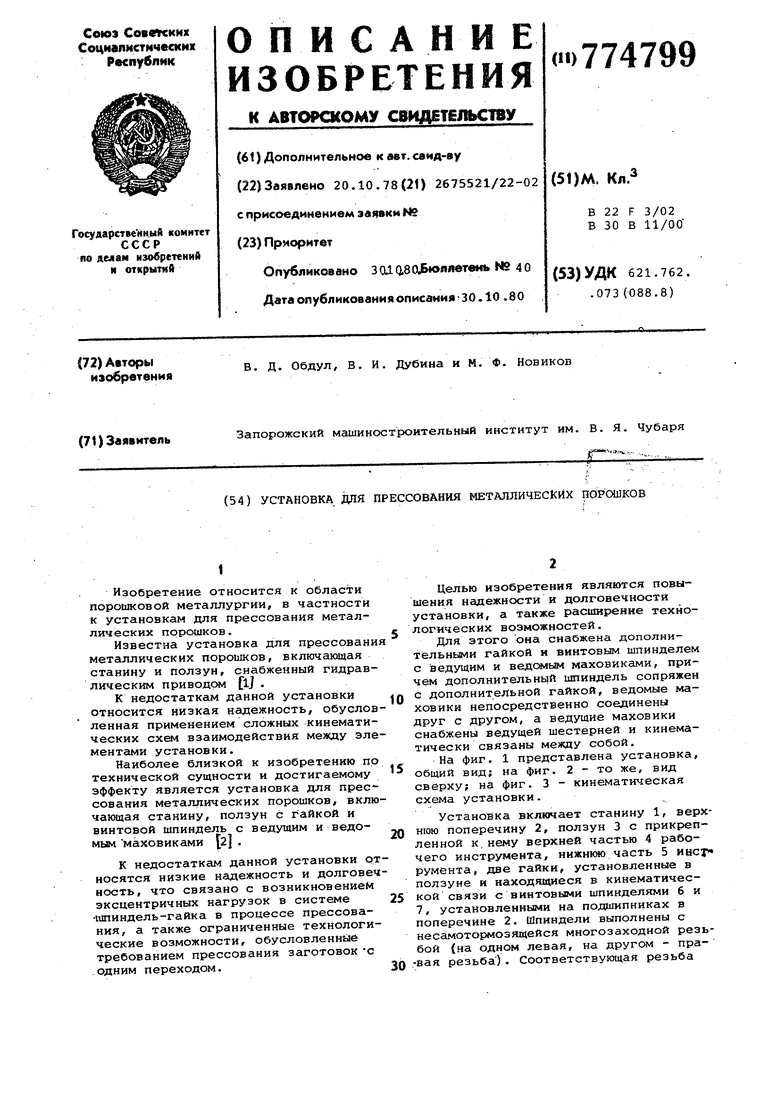
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для прессования изделий из порошков | 1975 |
|
SU518272A1 |
| Установка для прессования металлических порошков | 1982 |
|
SU1036449A1 |
| КОЛЕНЧАТО-ВИНТОВОЙ ПРЕСС | 1992 |
|
RU2016769C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС-ВИНТОВОЙ МОЛОТ | 1973 |
|
SU366911A1 |
| ВИНТОВОЙ ПРЕСС | 1991 |
|
RU2011537C1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Винтовой пресс | 1975 |
|
SU568553A1 |
| ВИНТОВОЙ ПРЕСС С ЦИКЛОВЫМ ПРИВОДОМ | 2013 |
|
RU2536619C1 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |
г ю
i3
