Изобретение относится к области сварочных материалов, в частности к электродным материалам для дуговой сварки неплавящимся электродом в среде защитных газов с применением активирующих флюсов, и может быть использовано во всех областях, промышленности , в которых находит применение указанный способ сварки. Для сварки новых высококачественных сталей (ВНС-25 и др.) и никелевых сплавов (ЭП-666 и др) применяются активирующие флюсы, которые позволяют получить качественные сварные соедине ния, но известные электроды не обладают в присутствии этих флюсов достаточной эксплуатационной стойкостью рабочий конец электрода быстро теряет форму и при этом нарушается нормальный ход процесса сварки. Известен вольфрамовый электрод 1 для дуговой обработки металлов, содер жащий окись иттрия, ванадий и цирконий в составе, вес.%: Окись иттрия1,5-3,0 Цирконий0,02-0,2 Ванадий0,2-1,0 ЕольфрамОстальное Использование электрюда такого состава при дуговой сварке с применение активирукмцих флюсов показало, что он обладает недостаточной стойкостью: наблюдается оплавление его рабочего конца, попадание вольфрама в шов, что ухудшает качество сварного соединения. Наиболее близким по технической сущности и достигаемому эффекту является вольфрамовый электрод для дуговой обработки металлов 2,содержащий окись иттрия, гексаборид лантана и рений в следующем составе, вес.%: Окись иттрия3-5 Гексаборит лантана 2-5 Рений0,5-1,0 ВольфрамОстальное Использование электрода такого состава при дуговой сварке с применением активирующих флюсов показало, что он обладает теми же недостатками (оплавление рабочего конца, попадание вольфрама в шов). Целью изобретения является создание электрода, который облгщал бы высокой эксплуатационной стойкостью при дуговой сварке с применением активирующих флюсов. Для достижения указанной цели в состав неплавящегося электрода на
основе вольфрама, содержащего окись иттрия и рений, дополнительно вводят карбид титана при следующем соотношении компонентов, вес.%:
Окись иттрия3-5
Карбид титана2-6
Рений0,5-1,0
Вольфрам . Остальное.
Повышение эксплуатационной стойкости предлагаемого электродного материала обусловлено тем, что карбид титана в количестве 2-6 Бес.% вызывает интенсивное измельчение зерна вольфрамовой матрицы, активирует диффузионное движение иттрия к поверхности катода и улучшает его эмиссионную способность (работа выхода электрона у карбида титана - 2,3 эВ, у вольфрама - 4,5 эВ).
Карбид титана активирует процесс спекания спрессованных заготовок и позволяет получить спеченные электроды высокой плотности /(относительная плотность более 98%)/й прочности при относительно невысокой температуре изотермической выдержки (22502300°С).
Рений улучшает физико-механически свойства спеченного материала (пластичность и обрабатываемость при шлифовании) .
Введение карбида титана более б вес.% значительно снижает теплопроводность электродного материала (до 75-80 вт/м.гр) и увеличивает тепловую напряженность электрода при работе , что ухудшает эксплуатационную стойкость электрода.
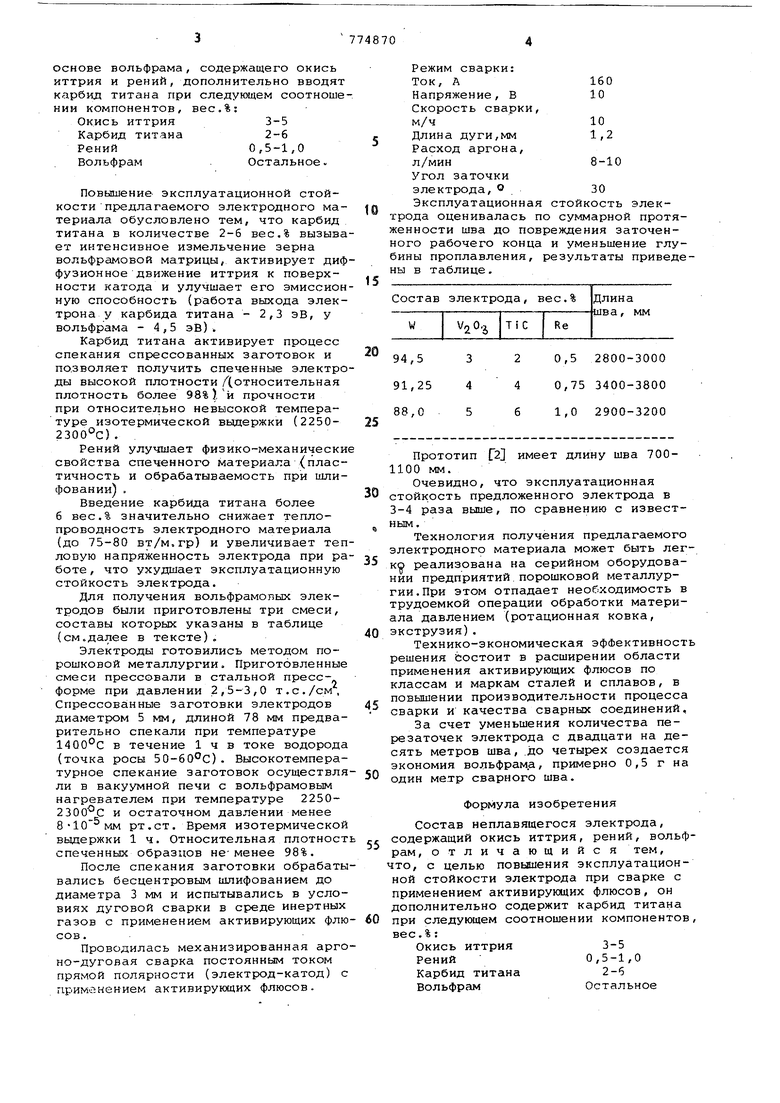
Для получения вольфрамовых электродов были приготовлены три смеси, составы которых указаны в таблице (см.далее в тексте),
Электроды готовились методом порошковой металлургии. Приготовленные смеси прессовали в стальной пресс-, форме при давлении 2,5-3,0 т.с./см, Спрессова1нные заготовки электродов диаметром 5 мм, длиной 78 мм предварительно спекали при температуре 1400°С в течение 1 ч в токе водорода (точка росы 50-бО°С). Высокотемпературное спекание заготовок осуществляли в вакуумной печи с вольфрамовым нагревателем при температуре 22502300 С и остаточном давлении менее 810 мм рт.ст. Время изотермической выдержки 1 ч. Относительная плотност спеченных образцов неменее 98%.
После спекания заготовки обрабатывались бесцентровым шлифованием до диаметра 3 мм и испытывались в условиях дуговой сварки в среде инертных газов с применением активирующих флюсов.
Проводилась механизированная аргоно-дуговая сварка постоянным током прямой полярности (электрод-катод) с применением активирующих флюсов.
Режим сварки:
Ток, А160
Напряжение, В 10
Скорость сварки,
м/ч10
Длина дуги,мм 1,2
Расход аргона,
л/мин8-10
Угол заточки
электрода,о30
Эксплуатационная стойкость электрода оценивалась по суммарной протяженности шва до повреждения заточенного рабочего конца и уменьшение глубины проплавления, результаты приведены в таблице.
Прототип Г2 имеет длину шва 7001100 мм.
Очевидно, что эксплуатационная 0 стойкость предложенного электрода в
3-4 раза выше, по сравнению с известным.
Технология получения предлагаемого электродного материала может быть легко реализована на серийном оборудовании предприятий порошковой металлургии. При этом отпадает необходимость в трудоемкой операции обработки материала давлением (ротационная ковка, экструзия).
Технико-экономическая эффективность решения состоит в расширении области применения активирующих флюсов по классам и маркам сталей и сплавов, в повышении производительности процесса сварки и качества сварных соединений.
За счет уменьшения количества перезаточек электрода с двадцати на десять метров шва, .до четырех создается экономия вольфрама, примерно 0,5 г на один метр сварного шва.
Формула изобретения
Состав неплавящегося электрода, содержащий окись иттрия, рений, вольфрам, отличающийся тем, что, с целью повьвиения эксплуатационной стойкости электрода при сварке с применением- активирующих флюсов, он дополнительно содержит карбид титана при следующем соотношении компонентов, вес.%:
Окись иттрия3-5
Рений 0,5-1,0
Карбид титана 2-6 ВольфрамОстальное 5 . Источники информации, принятые во внимание при экспертизе № 47i9 r°Sr°B № 4/1У/ь, КЛ. В J К 35/00, 1975. 7748706 2. Заявка СССР 2657871/27, кл. В 23 к 35/00, 29 08 78 по ° решение о аче авт.орского свидетельства (прототип), 
| название | год | авторы | номер документа |
|---|---|---|---|
| Реагент для химической заточки электродов из активированного вольфрама | 1978 |
|
SU718298A1 |
| Материал неплавящегося электрода | 1979 |
|
SU825300A1 |
| Материал неплавящегося электрода | 1981 |
|
SU1031701A1 |
| НАНОСТРУКТУРИРОВАННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2013 |
|
RU2544317C2 |
| Сварочный флюс | 1982 |
|
SU1013177A1 |
| Материал неплавящегося электрода | 1982 |
|
SU1080945A1 |
| ЭЛЕКТРОДНЫЙ УЗЕЛ ГАЗОРАЗРЯДНОЙ ЛАМПЫ | 1973 |
|
SU393781A1 |
| НАУГЛЕРОЖИВАЮЩАЯ ПАСТА ДЛЯ НАПЛАВКИ | 2021 |
|
RU2755912C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2016 |
|
RU2617272C1 |
| Флюс для дуговой сварки стали в среде защитных газов | 1983 |
|
SU1162565A1 |
