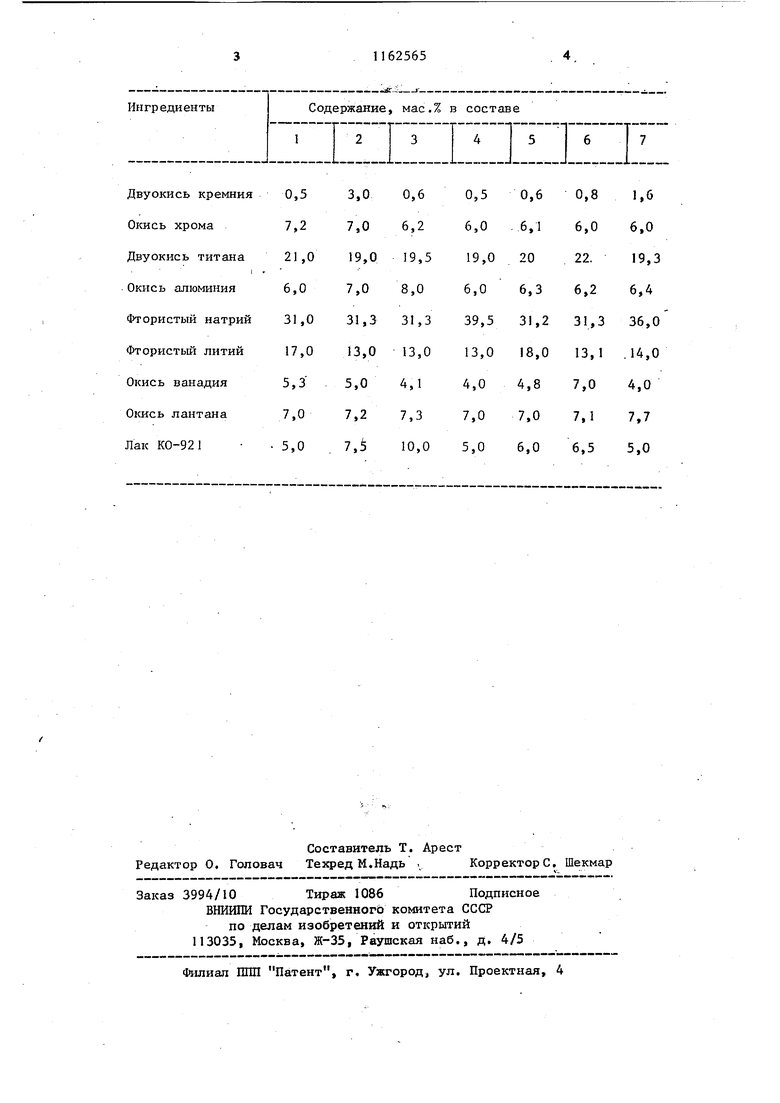
1.1 Изобретение относится к флюсам, наносимым на поверхность металлов пр дуговой сварке для повьппения проплавляннцей способности дуги и уменьше ния ширины шва, Иможет быть испапьзовано при дуговой сварке нержавеющи сталей, в частности 10Х)5Н9С2Б, в судостроении, энергетической и други отраслях промышленности. Цель изобретения создание флюса для дуговой сварки в среде зшдитного газа, который обеспечивает высокую проплавляющую способность дуги преимущественно при сварке высокопрочных нержавеющих сталей, чувствительных к перегреву, и улучшение качества соединения. Введение во флюс соединений ванади в частности V205-, известно, однако это соединение токсично и, следовательно, его применение нежелатель но. В предложенном флюсе в :качвстве соединения ванадия берут окись вана дия VgO, которая менее токсична и способствует увеличению проплавляющей способности дуги. Предложенный состав увеличивает проплавляющую способность дуги при сварке высокопрочных легир ванных вольфрамом сталей (типа 10Х15Н9С2Б, чувствительных к нагреву. При этом ширина шва уменьшается. Применение предложенного с{шюса при сварке указанных сталей уменьшает зону термического влияния, а следовательно, и возможность образования трещин. Перед сваркой готовят флюс и наносят его кисточкой на свариваемые поверхности со стороны дуги на ширину от стыка в обе стороны, рав. ную 0,6-0,7 диаметра активного пятна дуги. Термическое воздействие дуги на флюс приводит к выгоранию компонентов флюса и образованию элементов, взаимодействующих с химическими элементами, входящих в состав плазм дугового разряда. Окислы флюса, такие как двуокись титана, двуокись кремния, окись алюминия, окись хром обеспечивают сжатие анодного пятна дуги за счет изменения (уменьшения) электропроводности на поверхности изделия. Фтористый натрий увеличивает анодное падение напряжения, что повьшает мощность, выделяемую на ано5е, т.е. вкладываемую в изделие, и соответственно повышает проплавляющую способность дуги. Фтористый литий захватывает отрицательные ионы в дуге и тем самым обеспечивает электрическое сжатие дугового разряда, что уменьшает ширину шва. Окись ванадия и окись лантана стабилизируют дугу, что позволяет улучшить формирование шва за счет стабилизации ширины шва. Лак КО-921 вводится в состав флюса как связующий компонент и имеет повышенную стойкость к нагреву, что обеспечивает удержание нанесенного на изделие флюса в зоне подогрева перед сварочной дугой и тем самым позволяет стабилизировать процесс проплавления. Лак в дуге хорошо выгорает и не оказывает отрицательного влияния на качество шва. Пример. Готовят флюсы составов, указанных в таблице. Осуществляют сварку нахле.сточных соединений трубы 20 х 1,5 мм с заглушкой. Материал изделия - сталь 10Х15Н9С2Б. Сварку производят на сварочной установке СА-281 неплавя1Ц1-ШСЯ электродом в среде аргона с ч использованием флюсов каждого из составов. Режим сварки для каждого варианта следуюгдий: ток сварки 100 А; скорость сварки 9,6 мм/с; угол заточки W-электрода 15-20. Флюс наносят кистью на ширину 4 мм от стыка в обе стороны. После сварки образцы подвергают контролю измерением размеров шва, металлографическими исследованиями, гаммадефектоскопией и на прочность. Швы имеют ширину 3-4 мм и глубину проплавления 2,2-2,5 мм, что соответствует требованиям, предъявляемым к данным соединениям. Данные контроля показывают соответствие сварных соединений 1-й категории качества и отсутствие дефектов. Предлагаеъый флюс для дуговой сварки по сравнению с известными позволяет получать требуемые размеры сварного шва и тем самым избежать дефектов сварного соединения при сварке сталей типа 10Х15Н9С2Б, что снижает процент брака, а следовательно, сокращает расходы на изготовление изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для электродуговой сварки нержавеющих сталей в среде защитных газов | 1989 |
|
SU1692793A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2198773C2 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| Флюс для электродуговой сварки | 1978 |
|
SU707049A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2187415C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2164849C1 |
| Флюс для сварки титана и его сплавов | 1980 |
|
SU935239A1 |
| Флюс для электродуговой сварки нержавеющих сталей в среде защитных газов | 1985 |
|
SU1362598A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2005 |
|
RU2291039C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ ФЛЮСОМ | 2002 |
|
RU2224630C1 |
ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ СТАЛИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ, содержащий двуокись кремния, двуокись титана, фтористый литий, окись хрома и связующее, отлич аю- щ и и с я тем, что, с целью повышения проплавляющей способности дуги при сварке и повьшения качества соединения высокопрочных нержавекицих сталей, чувствительных к перегреву, флюс дополнительно содержит окись ванадия (V-O), фтористый натрий, окись лантана, и окись алюминия, а в качестве связующего - кремнеорганический лак при следующем соотношении компонентов флюса, мас.%: Двуокись кремния0,5-3,0 Окись хрома6-8 Двуокись титана 19-22 Окись алюминия6-8 Фтористый натрий31,0-39,5 (Л Фтористый литий13-18 С Окись ванадия (.) 4-7 Окись лантана7-7,7 Кремпеорганический лак 5-10
| ЭЛЕКТРОДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 0 |
|
SU349538A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Стабилизатор напряжения постоянного тока с защитой от коротких замыканий | 1987 |
|
SU1472889A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Сварочный флюс | 1978 |
|
SU682343A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
